Изобретение относится к абразивной промышленности, в частности к устройствам для получения шлифовальных кругов на вулканитовой связке.
Известна пресс-форма, содержащая кольцо, верхнюю, нижнюю и дополнительную плиты, оправку.
Недостатком такой конструкции являются существенно ограниченные возможности для получения разнообразных по высоте шлифовальных кругов на вулканитовой связке из предварительно полученных и собранных в пакет кольцевых полуфабрикатов из-за невозможности обеспечения равноплотности по высоте пакета. Другим существенным недостатком является практически полная герметизация воздуха в обойме между внутренней поверхностью кольца, верхней и нижней плитами. Воздух до прессования пакета кольцевых заготовок находится в зазорах между пакетом и оправкой, а также на поверхностях контакта кольцевых полуфабрикатов. После начала прессования вулканитовый высокоэластичный материал верхнего и нижнего кольцевых полуфабрикатов затекает в зазоры между верхней и нижней плитами и внутренней поверхностью кольца и поверхностью оправки, герметически закрывая формуемую заготовку от атмосферы. При дальнейшем сближении верхней и нижней плит сжатый воздух, находящийся между рабочими поверхностями пресс-формы и формуемой заготовки, все больше проникает внутрь формуемой заготовки по поверхности контакта кольцевых полуфабрикатов. Это приводит к расслоям, возникновению воздушных пузырей по поверхностям контакта кольцевых полуфабрикатов.
При выталкивании сформованного пакета смазывающая жидкость маскирует эти дефекты от визуальной видимости. Внешним осмотром эти дефекты не обнаружить и после термической обработки кругов. Они обнаруживаются только в процессе механической обработки кругов по наружному рабочему диаметру. Причем, дефекты при подвижной верхней плите и неподвижной нижней плите по высоте круга располагаются неравномерно.
Наиболее близкой по технической сущности, объему использования и достигаемому эффекту к предлагаемому изобретению является пресс-форма с двухсторонним прессованием, содержащая корпус, внутри которого размещены оправка и установленные на нее верхняя и нижняя формовочные плиты, при этом корпус предназначен для установки пресс-формы на тележку с возможностью перемещения по подпружиненному участку рельсового пути.
Данная пресс-форма по сравнению с ранее указанным аналогом повышает равноплотность изделия по высоте в результате двухстороннего прессования, уменьшается неравномерность распределения дефектов по высоте, вызванных герметизацией воздуха в объеме формуемых абразивных кругов, но не решает проблем устранения брака, остающегося недопустимо высоким (до 40).
Таким образом, основным недостатком наиболее близкого аналога являются высокий уровень брака (расслоение, пузырчатость и др.), вызванный герметизацией воздуха в формуемом круге в процессе прессования.
Задача, решаемая изобретением снижение брака за счет предотвращения герметизации воздуха в формуемом круге в процессе прессования.
Поставленная задача достигается тем, что в известной пресс-форме для формования шлифовальных кругов на вулканитовой связке, содержащей корпус, внутри которого размещены оправка и установленные на нее верхняя и нижняя формовочные плиты, при этом корпус предназначен для установки пресс-формы на тележку с возможностью перемещения по подпружиненному участку рельсового пути, корпус и оправка выполнены составными, корпус в виде втулки с обоймой, а оправка в виде стержня с насадкой, причем обойма и стержень выполнены из стали, втулка и насадка из пористого антифрикционного материала, по периметру внутренней поверхности обоймы и наружной поверхности стержня выполнены продольные сквозные проточки.
То, что корпус и оправка пресс-формы выполнены составными, а входящие в них элементы, контактирующие непосредственно с обрабатываемым полуфабрикатом, выполнены из пористого антифрикционного материала и по периметру внутренней поверхности обоймы и наружной поверхности стержня оправки выполнены продольные сквозные проточки, позволяет на всей стадии процесса прессования беспрепятственно выходить воздуху из пор, имеющихся в исходных кольцевых полуфабрикатах, и тем самым исключать герметизацию, создать благоприятные условия для осуществления взаимной диффузии по контактным поверхностям набранных кольцевых полуфабрикатов и предотвратить нарушение сплошности, возникновение расслоя, пузырчастости, т.е. устранить брак, вызываемый явлением герметизации.
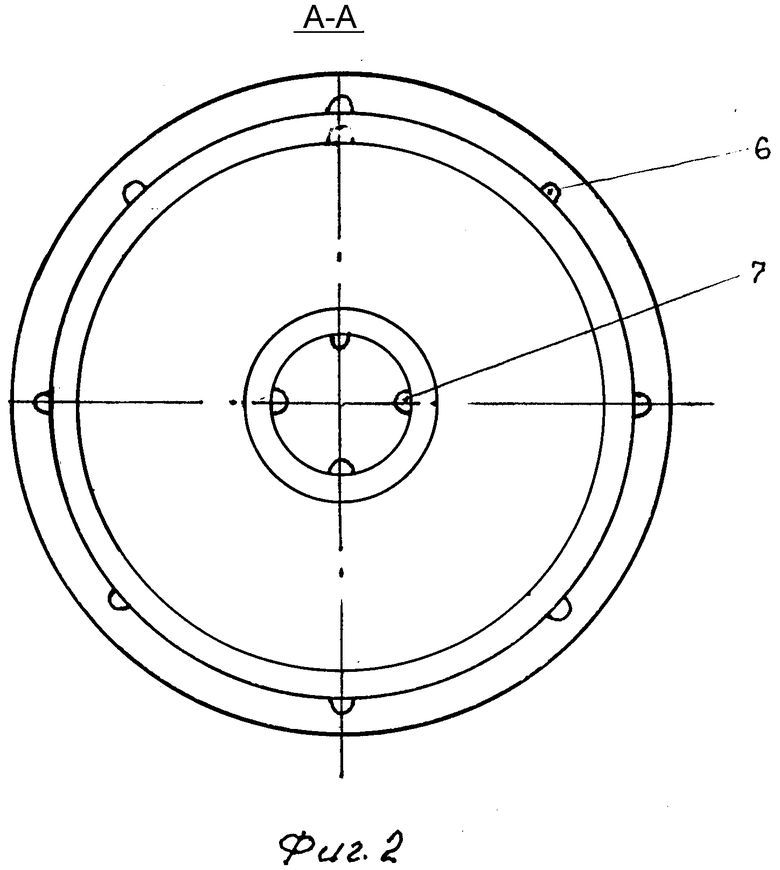
На фиг. 1 изображена предлагаемая пресс-форма; на фиг. 2 сечение А-А на фиг. 1
Пресс-форма для формования шлифовальных кругов на вулканитовой связке содержит составной корпус, представляющий собой стальную обойму 1 с вставленной в нее втулкой 2 из пористого антифрикционного материала, оправки из стального стержня 3 с насадкой 4, также из пористого антифрикционного материала, оправка смонтирована в державке 5 выталкивателя, по периметру внутренней поверхности обоймы 1 и наружной поверхности стержня 3 выполнены продольные сквозные проточки 6 и 7, соответственно, в корпусе на оправку установлены верхняя 8 и нижняя 9 формовочные плиты, между которыми устанавливается для формования набор предварительно изготовленных колец-полуфабрикатов 10. Сама пресс-форма смонтирована на тележке 11 с возможностью перемещения по подпружиненному участку рельсового пути 12.
Пресс-форма работает следующим образом.
В кольцевую полость пресс-формы на нижнюю формовочную плиту 9, опирающуюся через проставку 13 на плиту 14 стола пресса, укладывают набор из соответствующего количества предварительно изготовленных колец-полуфабрикатов 10 на вулканитовой связке. Количество определяется исходя из требуемой высоты готового изделия. На верхнее кольцо-полуфабрикат устанавливают верхнюю формовочную плиту 8 и через промежуточное кольцо 15 прикладывают технологическое усилие, формуя шлифовальный круг по двухсторонней схеме прессования, поскольку пресс-форма установлена на тележке 11 с подпружиненным участком рельсового пути 12.
Благодаря тому, что втулка 2 и насадка 4, контактирующие с поверхностями формуемой заготовки, выполнены из пористого антифрикционного материала, а по периметру внутренней поверхности обоймы 1 и наружной поверхности стержня 3 выполнены сквозные продольные приточки 6 и 7, соответственно, воздух, находящийся в порах исходных колец-полуфабрикатов 10 беспрепятственно выходит в атмосферу, в поры втулки и насадки на всем цикле прессования. После прессования сформированная заготовка шлифовального круга выталкивается вверх вместе с оправкой с помощью державки 5, снимается с оправки и процесс повторяется.
Разработана опытно-промышленная пресс-форма для формования заготовок шлифовальных кругов на вулканитовой связке с размерами 356 х 254 х 127 мм (254 мм высота). Для этого собирается пакет из предварительно полученных колец-полуфабрикатов в количестве 25 шт. Материал втулки и насадки - железо-графит. Радиус сквозных продольных проточек на внутренней поверхности обоймы и наружной поверхности стержня 5 мм.
Прессование образцов показало полное отсутствие герметизации воздуха в пределах объема формуемой заготовки и отсутствие брака, вызываемого этим явлением.
Предложенную пресс-форму целесообразно применять в производстве шлифовальных кругов на вулканитовой связке на предприятиях абразивной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2200084C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2199431C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2198782C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2113975C1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ РИФЛЕНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 1996 |
|
RU2102224C1 |
Использование: абразивная промышленность, в частности получение шлифовальных кругов на вулканитовой связке. Сущность: пресс-форма для формования шлифовальных кругов на вулканитовой связке содержит корпус, внутри которого размещены оправка и установленные на нее верхняя и нижняя формовочные плиты. При этом корпус предназначен для установки пресс-формы на тележку 11 с возможностью перемещения по подпружиненному участку рельсового пути 12. Корпус и оправка выполнены составными, корпус в виде втулки 2 с обоймой 1, а оправка в виде стержня 3 с насадкой 4, причем обойма 1 и стержень 3 выполнены из стали, а втулка 2 и насадка 4 из пористого антифрикционного материала, причем по периметру внутренней поверхности обоймы 1 и наружной поверхности стержня 3 могут быть выполнены продольные сквозные проточки 6 и 7, соответственно. 1 з.п. ф-лы, 2 ил.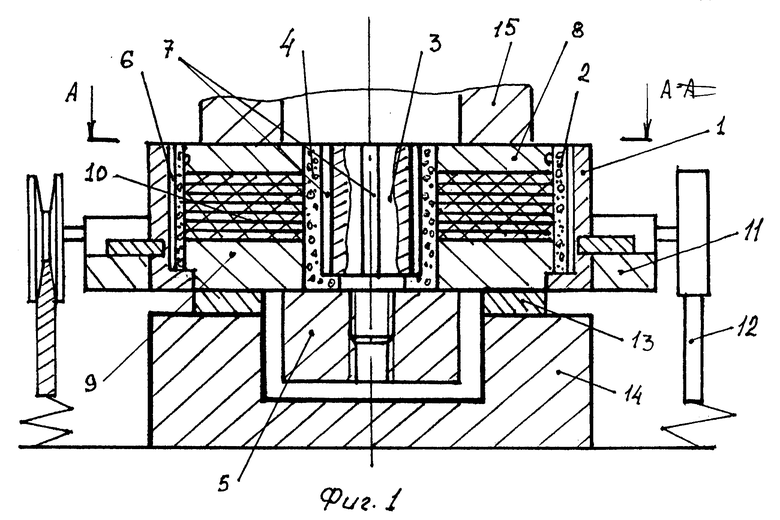
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рыбаков В.А., Авакян В.В., Масевич О.С | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| Учебное пособие для машиностроительных техникумов / Под общ.ред | |||
| В.А.Рыбакова.- М.: Машиностроение, 1981, с.155, рис.6.1, с.156, рис.6.3. | |||
