Изобретение относится к абразивной промышленности, а именно, к производству абразивного инструмента на вулканитовой связке, преимущественно крупногабаритных кругов (диаметром более 200 мм), небольшой высоты (менее 10 мм).
Известен способ производства абразивного инструмента, например, шлифовальных, полировальных и отрезных кругов прямого профиля (тип ПП), включающий приготовление абразивной формовочной массы, вальцевание из нее плоской заготовки, затем ее каландрирование (листование) на лист заданных размеров, вырубку из полученных листов кольцевых заготовок, их вулканизацию и последующую механическую обработку изделия [1].
Недостатком этого способа является низкая точность размеров листов по высоте после каландрирования и низкая точность кольцевых заготовок после вырубки, что приводит к большому дополнительному расходу исходных материалов, длительной и дорогостоящей механической обработке абразивных кругов.
Например, лист высотой 2 мм после каландрирования имеет допуск ± 0,2 мм, т. е. поле допуска составляет 20% от номинальной высоты (такое же поле допуска по высоте имеет готовый круг высотой 2 мм). Круг диаметром 300 мм после вырубки имеет размер 305 мм, поле допуска на готовый круг этого диаметра находится в пределах от -3,5 до +3,5 мм, т.е. 6% площади кольцевой заготовки (диаметр отверстия 31,5 + 0,1 мм) составляет поле допуска и припуск на механическую обработку.
При производстве кругов с минусовыми допусками по высоте к наружному диаметру экономия исходных материалов составит 28%. Отпадает необходимость в механической обработке. Основной причиной такой низкой точности размеров листов по высоте являются высокие относительные обжатия при каландрировании плоской заготовки на лист, равные 100-150% и, как следствие, большая упругая деформация эластичного листа после каландрирования. Причем, величина упругой деформации для каждой марки и типоразмера абразивного инструмента различна и подсчитать ее заранее невозможно. Приходится назначать широкое поле допуска на высотный размер листа.
При высоких относительных обжатиях также высока упругая деформация кольцевой заготовки после вырубки. Причем, в направлении каландрирования упругая деформация, вследствие образования текстуры деформации кольцевой заготовки, в несколько раз больше, чем в поперечном направлении листа. Овальность кольцевой заготовки, в настоящее время, может устранить только механическая обработка изделия после вулканизации. Как правило, обработка выполняется на минимально допустимый диаметр.
Известно устройство для производства абразивного инструмента, например, шлифовальных, полировальных и отрезных кругов прямого профиля (тип ПП), включающее смесители для приготовления формовочной абразивной массы; поточно-механизированную линию для вальцевания плоской заготовки, ее каландрирования на лист заданных размеров; пресс для вырубки кольцевых заготовок; печь для вулканизации; станки для механической обработки получаемых изделий [1].
Недостатком этого устройства является наличие только одних вальцев и одного каландра, что приводит к необходимости назначения высоких относительных обжатий при каландрировании плоской заготовки на лист. При каландрировании с высокими относительными обжатиями высока упругая отдача по высоте и низка точность размеров, а также высока неоднородность упругих свойств по длине и ширине листа, поэтому после вырубки кольцевая заготовка получает овальность. Кроме того, ограничен сортамент получаемых изделий, так например листы высотой менее 10 мм каландрировать невозможно.
Несколько повышается точность размеров листов по высоте после каландрирования и снижается овальность кольцевых заготовок после вырубки при способе производства абразивного инструмента, являющимся наиболее близким к предложенному по технической сущности и достигаемому результату [2]. Согласно ему приготавливают абразивную формовочную массу, выполняют ее вальцевание и двойное последовательное каландрирование до получения листа заданных размеров по высоте, после чего из листа вырубают кольцевые заготовки, производят их вулканизацию и механическую обработку.
В данном способе относительное обжатие на первой и второй операциях каландрирования уменьшается, что в свою очередь снижает величину упругой деформации по высоте, а также неоднородность упругой деформации по длине и ширине листов. Вместе с тем, снижается брак по разнотолщинности. Однако, точность остается низкой, а овальность кругов достаточно высокой. Кроме того, распределение обжатий на первой и второй операциях каландрирования распределено не рационально (на второй операции оно примерно в 2 раза выше, чем на первой), что не способствует значительному снижению упругой деформации по высоте, длине и ширине готовых листов.
Наиболее близким к предложенному устройству по технической сути и достигаемому результату является устройство, содержащее смесители для приготовления формовочной и абразивной массы, механизированные прокатные вальцы, промежуточный и чистовой каландры; пневматический пресс для вырубки кольцевых заготовок; печь для вулканизации и станки для механической обработки готовых изделий [2].
Основными недостатками наиболее близких аналогов является большой расход исходных материалов, вызванный широким полем допусков и большими припусками, а также длительная и дорогостоящая механическая обработка готовых кругов.
Задачей предлагаемого изобретения является снижение расхода исходных материалов и уменьшение доли механической обработки готовых изделий путем повышения точности листов после каландрирования и снижения неоднородности упругого последействия готовых листов.
Поставленная задача достигается тем, что в способе производства абразивного инструмента на вулканитовой связке, включающем приготовление формовочной абразивной массы, ее вальцевание и двойное последовательное каландрирование до получения листа заданных размеров, вырубку из листов кольцевых заготовок, их вулканизацию и механическую обработку готовых изделий, согласно изобретению, после двойного последовательного каландрирования лист калибруют за два прохода при одном и том же зазоре между валками, при этом первый калибрующий проход выполняют в направлении, обратном каландрированию, а второй - по ходу каландрирования, причем на второй операции каландрирования относительное обжатие выполняют по крайней мере в 2 раза ниже, чем на первой.
То, что лист после двойного последовательного каландрирования калибруют за два прохода при одном и том же зазоре между валками, с условием, что первый калибрующий проход выполняют в направлении, обратном каландрированию, а второй - по ходу каландрирования, позволяет снизить в несколько раз, по сравнению с известным способом, расход исходных материалов, свести к минимуму разнотолщинность прокатываемых листов и, в большинстве случаев, иметь практически планшетность, а также за счет повышения точности размеров исходных заготовок сократить длительную и дорогостоящую механическую обработку готовых абразивных кругов, а для ряда типоразмеров кругов полностью избежать механическую обработку. Вместе с тем устранение большой упругой деформации эластичного листа после каландрирования путем уменьшения относительного обжатия на второй операции каландрирования, по сравнению с первой по крайней мере в 2 раза, позволяет сократить поле допуска круга по высоте.
Поставленная задача в предполагаемом устройстве достигается тем, что в устройстве для производства абразивного инструмента на вулканитовой связке, содержащем смесители для приготовления формовочной абразивной массы, механизированные прокатные валы, промежуточный и чистовой каландры, предназначенные для получения листа заданных размеров по высоте, а также пневматический пресс для вырубки кольцевых заготовок, печь вулканизации и станки для механической обработки готовых изделий, привод чистового каландра выполнен реверсивным, т.е. позволяющим изменять направление вращения каландров.
Выполнение привода чистового каландра реверсивным позволяет осуществлять калибрование листа в противоположном направлении, что в результате обеспечивает однородность упругих свойств листа по длине и ширине и уменьшение упругой отдачи по высоте. В конечном итоге все это способствует повышению точности изделий, их качества, сокращению расходов исходных материалов.
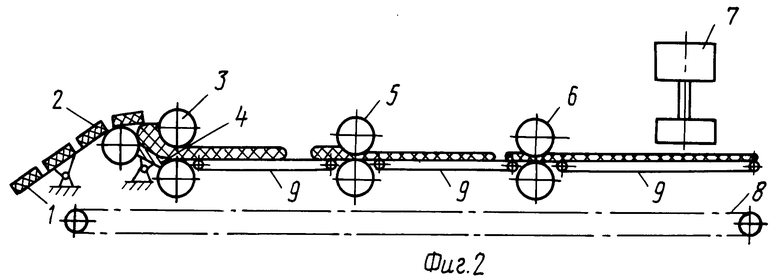
На фиг. 1 проиллюстрирован предлагаемый способ; на фиг.2 - устройство - поточно-механизированная линия.
На фиг.1 показаны валки чистового каландра и, при этом стрелкой 1 показано направление перемещение листа на операции каландрирования и направление вращения валков, стрелкой 2 - направление перемещения листа и направление вращения валков на первой операции калибрования, а стрелкой 3 - соответственно на второй операции калибрования.
Способ осуществляют на устройстве следующим образом. Абразивную формовочную массу 2 (фиг.2) по транспортеру 1 задают в валки вальцев 3 для получения плоской заготовки (зазор между передними и нижними валками перекрыт вставкой 4), затем заготовку подвергают каландрированию на промежуточном 5 и чистовом 6 каландрах. После каландрирования лист (фиг.1) подвергают калибровке, а затем из листа на установке 7 вырубают кольцевые заготовки, их вулканизируют и подвергают механической обработке.
По данному способу и на данной установке были получены листы, вырублены кольцевые заготовки и получены готовые изделия: отрезные круги 300х2х32. После калибровки поле допуска по номинальной высоте 2 мм было равно ± 0,1 мм, т. е. составило 10% от номинальной высоты. Вырубленная кольцевая заготовка имела наружный диаметр 302 м и поле допуска на готовых кругах по наружному диаметру было равно ± 1,5 мм.
Предлагаемый способ и устройство наиболее целесообразно применят при производстве полировальных и отрезных кругов диаметром 200, 250, 300, 400 и 500 мм и высотой от 1 до 10 мм.
Исследование качества готовых кругов (получено 100 отрезных кругов) показало, что из того же самого количества исходного материала получено на 15% больше готовых изделий, т.е. расход исходных материалов уменьшен на 15%. Поскольку поле допуска по наружному диаметру уменьшено в 2,33 раза и припуск уменьшен в 2,5 раза, то объем механической обработки снизился в 2,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 1996 |
|
RU2102223C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2113975C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2108227C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227777C2 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
Изобретение относится к абразивной промышленности и предназначено для производства абразивного инструмента на вулканитовой связке, преимущественно крупногабаритных кругов не большой высоты. После приготовления на смесителях формовочной абразивной массы, ее прокатывают на вальцах и каландрируют на промежуточном и чистовом каландрах до получения листа заданных размеров по высоте. Затем лист калибруют за два прохода на чистовом каландре при одинаковом зазоре между валками, причем первый проход выполняют в направлении, обратном каландрированию, а второй - по ходу каландрирования. На пневматическом прессе из полученного листа вырубают кольцевые заготовки, которые вулканизируют и механически обрабатывают. 2 с. и 1 з.п. ф-лы, 2 ил.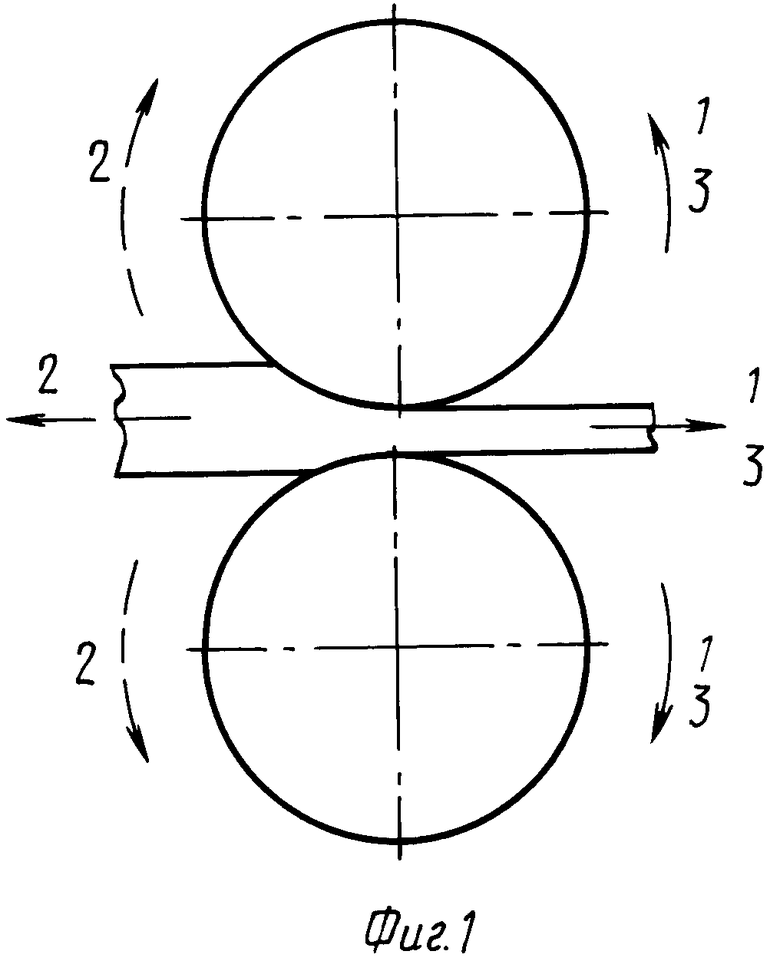
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рыбаков В.А | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| - Л.: Машиностроение, 1981, с | |||
| Искроудержатель для паровозов | 1920 |
|
SU271A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов | |||
| - Челябинск, Южно-Уральский ЦНТИ, 1970, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
