Изобретение относится к абразивной промышленности, в частности, к производству кольцевых заготовок полуфабрикатов на вулканитовой связке для последующего получения шлифовальных, полировальных и других абразивных кругов.
Задачей предполагаемого изобретения является повышение качества вырубаемых кольцевых заготовок абразивных кругов, устранение заусенцев, повышение геометрической точности заготовок, увеличение диапазона вырубаемых кольцевых заготовок но толщине, повышение производительности, обеспечение надежного съема отходов с инструмента.
Поставленная задача достигается тем, что устройство для вырубки абразивных кольцевых заготовок на вулканитовой связке содержит подпружиненный выталкиватель вырубленной заготовки, оправку с закрепленным на ней верхним полым пуансоном с плоским рабочим торцем и режущей кромкой на цилиндре, размещенный внутри верхнего пуансона выталкиватель внутренней высечки, установленный на верхнем пуансоне съемник наружного отхода, а также матрицу, состоящую из основания с кольцом, внутри которого с образованием кольцевой полости расположен нижний цилиндрический пуансон, при этом внутренний диаметр кольца соответствует наружному диаметру заготовки, а наружный диаметр нижнего пуансона диаметру полости верхнего пуансона и внутреннему диаметру заготовки, причем на торцевых рабочих поверхностях кольца и нижнего пуансона выполнены скосы, высота нижнего пуансона больше высоты кольца на высоту заготовки, а в кольцевой полости матрицы размещен выталкиватель вырубленной заготовки, дополнительно предназначенный для жесткой фиксации последней.
То, что устройство снабжено режущими элементами выполненными в виде верхнего полого пуансона с плоским рабочим торцем и режущей кромкой на цилиндре, а также матрицы, состоящей из основания с кольцом, внутри которого с образованием кольцевой полости расположен цилиндрический пуансон, причем внутренний диаметр кольца соответствует наружному диаметру заготовки, а наружный диаметр нижнего пуансона диаметру полости верхнего пуансона и внутреннему диаметру заготовки, при этом на торцевых рабочих поверхностях кольца и нижнего пуансона выполнены скосы, высота нижнего пуансона больше высоты кольца на высоту заготовки, позволяет разделить но времени вырубку внутреннего и наружного диаметров заготовки, плавно и последовательно по периметру вырубаемых контуров внедрить инструмент в сырую высоко пластичную исходную пластину и тем самым предотвратить возникновение заусенца, увеличить толщину вырубаемых, заготовок и тем самым сократить количество предварительных операций прокатки, устранить операции дублирования, повысить точность геометрических размеров вырубаемых заготовок, уменьшить налипание массы на инструмент. То, что в кольцевой полости матрицы размещен выталкиватель вырубленной заготовки дополнительно предназначенный и для жесткой фиксации последней обеспечивается жесткое фиксирование вырубаемой заготовки па всей стадии вырубки, что также способствует устранению образования заусенца и обеспечивает извлечение вырубленной заготовки из полости матрицы но окончании процесса. Оснащение верхнего пуансона съемником наружного отхода позволит после окончания вырубки надежно отделить его от вырубленной заготовки и инструмента.
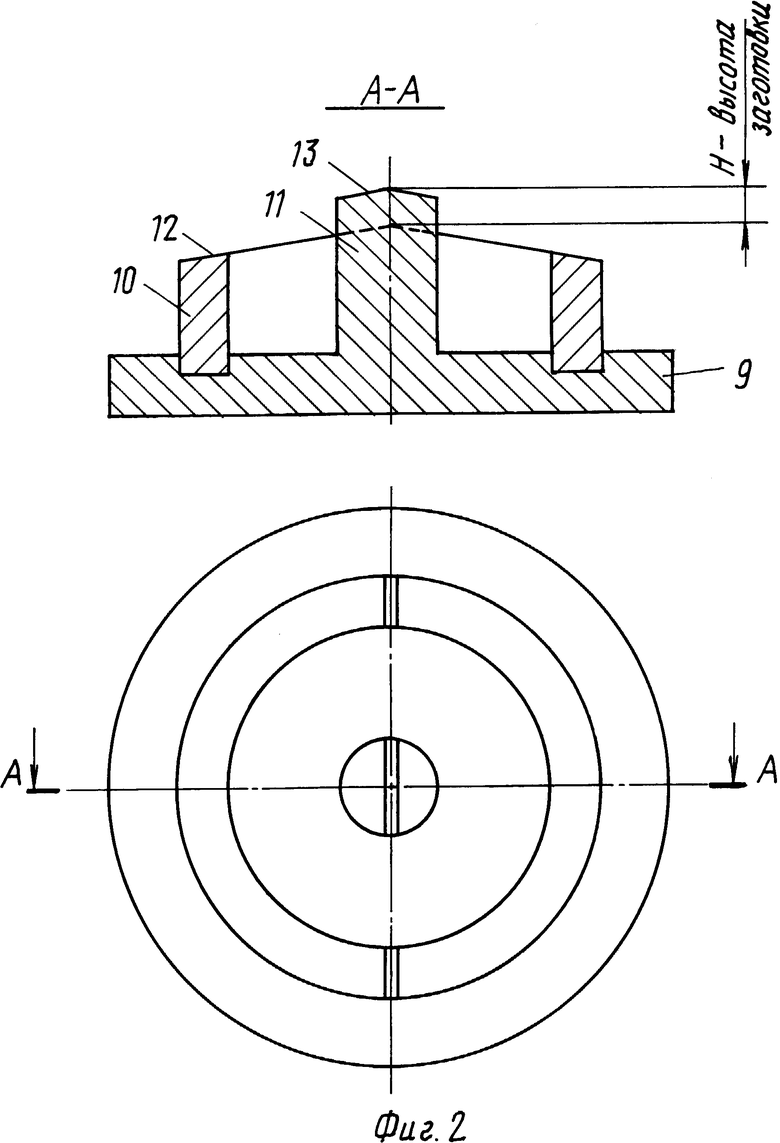
На фиг. 1 дан общий вид устройства в крайнем верхнем и нижнем положениях; на фиг. 2 то же, матрица.
Устройство состоит из оправки 1 на которой закреплен верхний полый пуансон 2 с плоским рабочим торцем 3 и режущей кромкой 4 на цилиндре. В полости пуансона 2 установлен подпружиненный пружиной 5 верхний выталкиватель 6 внутренней высечки 7 вырубаемой кольцевой заготовки 8. Матрица состоит из основания 9 с кольцом 10 внутри которого с образованием кольцевой полости расположен нижний цилиндрический пуансон 11. Внутренний диаметр кольца 10 соответствует наружному диаметру заготовки 8, а наружный диаметр нижнего пуансона 11 диаметру полости верхнего пуансона 2 и внутреннему диаметру заготовки 8. На торцевых рабочих поверхностях кольца 10 и нижнего пуансона 11 выполнены скосы, соответственно 12 и 13. Высота нижнего пуансона 11 больше высоты кольца 10 на высоту заготовки 11. В кольцевой полости матрицы размещен выталкиватель 14 вырубленной заготовки 8, подпружиненный пружиной 15, который дополнительно предназначен и для жесткой фиксации упомянутой заготовки. На верхнем пуансоне 2 смонтирован съемник 16 наружного отхода 17.
Устройство работает следующим образом. При ходе оправки 1 с верхним пуансоном 2 вниз, вырубаемая заготовка 8 зажимается между плоским рабочим торцем 3 верхнего пуансона 2 и выталкивателем 14, а также между рабочим торцем 18 выталкивателя 2 внутренней высечки и рабочей торцевой поверхностью 13 нижнего пуансона 11. При дальнейшем ходе вниз, благодаря тому, что нижний пуансон 11 выше кольца 10 матрицы, происходит внедрение внутренней режущей кромки 20 верхнего пуансона 2 в тело заготовки 8, которая сдвигается относительно нижнего пуансона 11 и тем самым первоначально осуществляется вырубка внутреннего отверстия. После этого верхний пуансон 2 своей наружной режущей кромкой 4 начинает внедряться в заготовку, сдвигая ее относительно рабочей торцевой поверхности 12 кольца 10 матрицы и отделяя ее от исходной пластины по наружному диаметру вырубаемого кольца. Благодаря скошенным торцевым рабочим поверхностям 12, 13 соответственно кольца 10 матрицы и нижнего пуансона 11 внедрение режущих кромок инструмента происходит постепенно, обеспечивая заданный размер вырубаемой кольцевой заготовки. После окончания вырубки верхний пуансон 2 поднимается вверх, выталкиватель 14 выталкивает вырубленную кольцевую заготовку из полости матрицы. Съемник 16 под воздействием пружины 21 обеспечивает снятие наружного отхода 17 с верхнего пуансона 2. Па всем цикле вырубки и выталкивания вырубленной заготовки 8 обеспечивается ее жесткая фиксация между плоским рабочим торцем 3 верхнего пуансона 2 и выталкивателем 14, что также способствует повышению точности вырубаемой заготовки, препятствует образованию заусенца, в том числе и при увеличенных высотах вырубаемых заготовок.
Разработано опытно-промышленное устройство для вырубки абразивных кольцевых заготовок на вулканитовой связке с наружным диметром 356 мм, внутренним 127 мм и высотой 8 мм. В соответствии с требуемыми размерами вырубаемого кольца назначены исполнительные размеры матрицы и пуансонов. Угол скоса рабочих торцевых поверхностей кольца матрицы и нижнего пуансона принят равным 15o. В качестве упругих элементов, используемых в узлах выталкивателей устройства приняты цилиндрические витые пружины.
Физическое моделирование процесса вырубки на предлагаемом устройстве в лабораторных условиях на экспериментальной оснастке показало положительные результаты. Полученные образцы имели точную не искаженную геометрическую форму и размеры, заусенец практически отсутствовал. За счет сокращения операций прокатки и устранения операций дублирования до толщины 30 мм общая производительность при производстве шлифовальных и полировальных кругов увеличивается в 1,23 раза, выход годной продукции возрастая на 7% а производительность в среднем на 32%
Предлагаемое устройство целесообразно использовать на предприятиях абразивной промышленности при производстве кольцевых заготовок на вулканитовой связке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
Устройство предназначено для вырубки абразивных кольцевых заготовок на вулканитовой связке. Режущие элементы устройства выполнены в виде верхнего полого пуансона и матрицы, состоящей из основания с кольцом, внутри которого, с образованием кольцевой полости, расположен нижний цилиндрический пуансон. Верхний пуансон выполнен с плоским рабочим торцем и с режущей кромкой на цилиндре. Внутренний диаметр кольца матрицы соответствует наружному диаметру заготовки, а наружный диаметр нижнего пуансона - диаметру полости верхнего пуансона и внутреннему диаметру заготовки. На торцевых рабочих поверхностях кольца и нижнего пуансона выполнены скосы, а высота нижнего пуансона больше высоты кольца на высоту заготовки. В кольцевой полости матрицы размещен выталкиватель вырубленной заготовки, который дополнительно предназначен для жесткой фиксации последней. На верхнем пуансоне установлен съемник наружного отхода. 2 ил.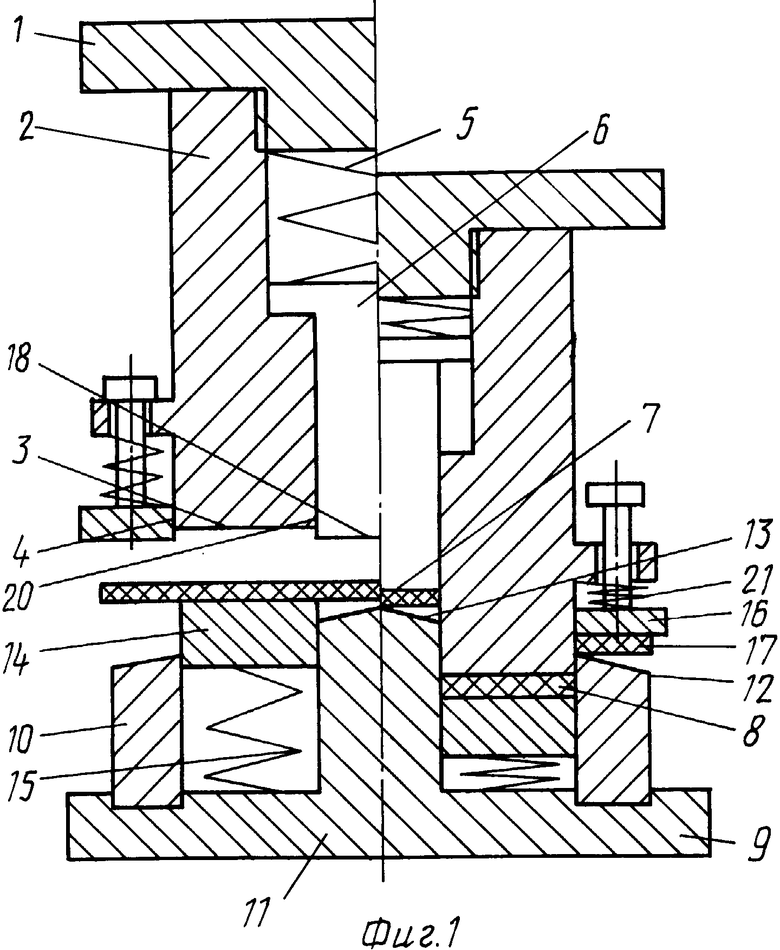
Устройство для вырубки абразивных кольцевых заготовок на вулканитовой связке, характеризующееся тем, что оно содержит подпружиненный выталкиватель вырубленной заготовки, оправку с закрепленным на ней верхним полым пуансоном с плоским рабочим торцом и режущей кромкой на цилиндре, размещенный внутри верхнего пуансона выталкиватель внутренней высечки, установленный на верхнем пуансоне съемник наружного отхода, а также матрицу, состоящую из основания с кольцом, внутри которого с образованием кольцевой полости расположен нижний цилиндрический пуансон, при этом внутренний диаметр кольца соответствует наружному диаметру заготовки, а наружный диаметр нижнего пуансона диаметру полости верхнего пуансона и внутреннему диаметру заготовки, причем на торцевых рабочих поверхностях кольца и нижнего пуансона выполнены скосы, высота нижнего пуансона больше высоты кольца на высоту заготовки, а в кольцевой полости матрицы размещен выталкиватель вырубленной заготовки, дополнительно предназначенный для жесткой фиксации последней.
