Изобретение относится к области формования изделий и может быть использовано в строительной индустрии.
Известна установка, включающая силовую раму, на которой размещены бункер, матрица и оборудованные приводами объемный дозатор смеси, прессующий пуансон и выталкивающий пуансон (SU, 919871, кл. B 28 B 3/00, 1979).
Однако, эта установка сложна и металлоемка, поскольку имеет много перемещающих механизмов, при относительно невысокой производительности, кроме того, установка конструктивно не предусматривает возможности изготовления двухслойных изделий и изделий с окрашенным лицевым слоем.
Наиболее близким к изобретению является установка для формования изделий, включающая станину, на которой размещен бункер, оборудованная пуансоном матрица, перекрывающая плита с дозировочным отверстием, выполненная с возможностью перемещения в противоположных направлениях над проемом матрицы, расположения дозировочного отверстия над проемом, его сплошного перекрытия и полного освобождения, а также отодвигания прессованных изделий, и привода перемещения пуансона и перекрывающей плиты (Д.М. Хавкин, Технология силикатного кирпича. М. Стройиздат, 1982, с.213-220).
Недостатками данного технического решения являются большая металлоемкость и невысокая надежность из-за наличия таких промежуточных элементов, как, например, мерный ящик.
Задачей изобретения является снижение металлоемкости и повышение надежности работы установки.
Поставленная задача достигается за счет того, что в установке для формования изделий, включающей станину, на которой размещен бункер, оборудованная пуансоном матрица, перекрывающая плита с дозировочным отверстием, выполненная с возможностью перемещения в противоположных направлениях над проемом матрицы, расположения дозировочного отверстия над проемом, его сплошного перекрытия и полного освобождения, а также отодвигания прессованных изделий, и привода перемещения пуансона и перекрывающей плиты, последняя выполнена с возможностью одновременного перемещения под разгрузочным отверстием бункера и над проемом матрицы и, при расположении дозировочного отверстия над проемом, его сплошном перекрытии и полном освобождении, перекрывает разгрузочное отверстие бункера за пределами дозировочного.
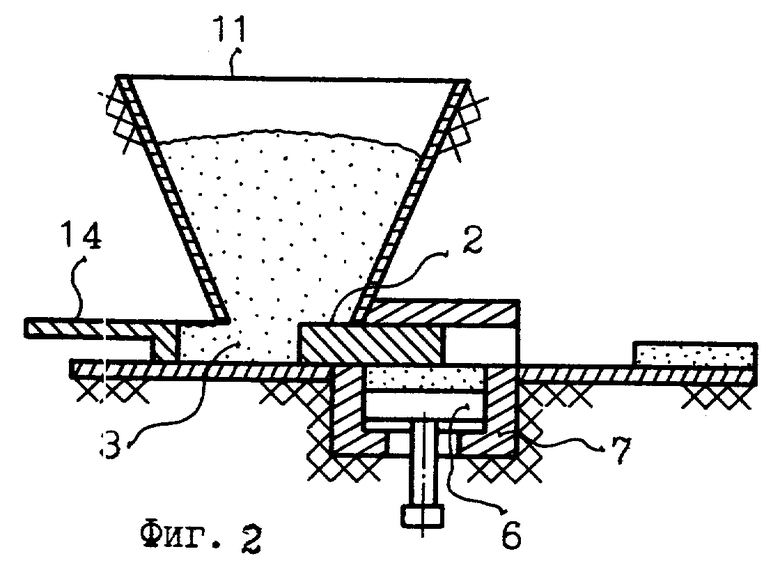
Поставленная задача достигается также за счет того, что разгрузочное отверстие бункера может быть расположено над матрицей, а часть перекрывающей плиты может иметь форму примыкающего шибера, выполненного с возможностью образования над матрицей полости, по высоте достаточной для размещения вытолкнутого из матрицы прессованного изделия.
Разгрузочное отверстие бункера может быть расположено над поверхностью, примыкающей к проему матрицы за пределами образующих его кромок, а дозировочное отверстие перекрывающей плиты выполнено с возможностью объемного дозирования смеси из бункера в матрицу.
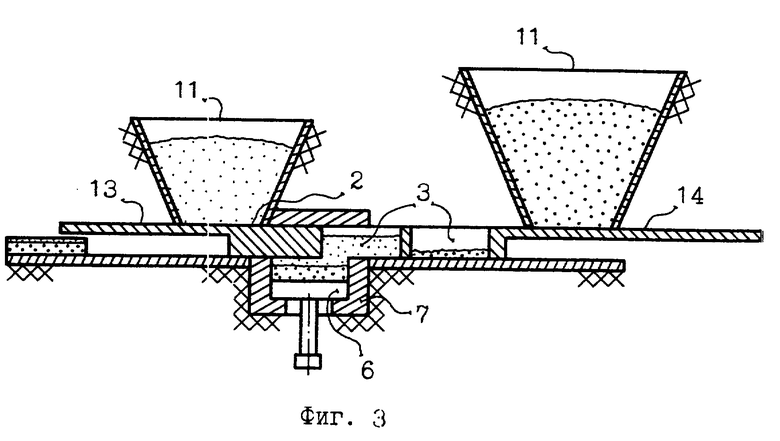
На станине также могут быть закреплены два бункера: первый над поверхностью, примыкающей к проему матрицы, а второй над поверхностью, примыкающей к проему матрицы с его противоположной стороны, на расстоянии от образующих проем кромок, достаточным для размещения части перекрывающей плиты, включающей дозировочное отверстие и сплошную поверхность от дозировочного отверстия до края перекрывающей плиты, достаточную для полного перекрытия проема матрицы, при этом часть перекрывающей плиты имеет форму примыкающего шибера, выполненного с возможностью образования над матрицей полости, достаточной для размещения вытолкнутого из матрицы прессованного изделия.
Технический результат достигается также за счет того, что на станине, на одном уровне, может быть расположена еще, по крайней мере, одна матрица, оборудованная пуансоном, приводом его перемещения, при этом перекрывающая плита может быть выполнена с возможностью отодвигания в противоположных направлениях поочередно выталкиваемых из матриц прессованных изделий.
Перекрывающая плита может содержать второе дозировочное отверстие, расположенное на расстоянии, которое меньше длины проема матрицы по направлению перемещения перекрывающей плиты. Кроме того, второе дозировочное отверстие может быть расположено на достаточном для полного перекрытия проема матрицы расстояния от первого.
Размеры каждой из поверхностей, ограничивающих дозировочное отверстие по направлению перемещения перекрывающей плиты, достаточное для полного перекрытия проема матрицы.
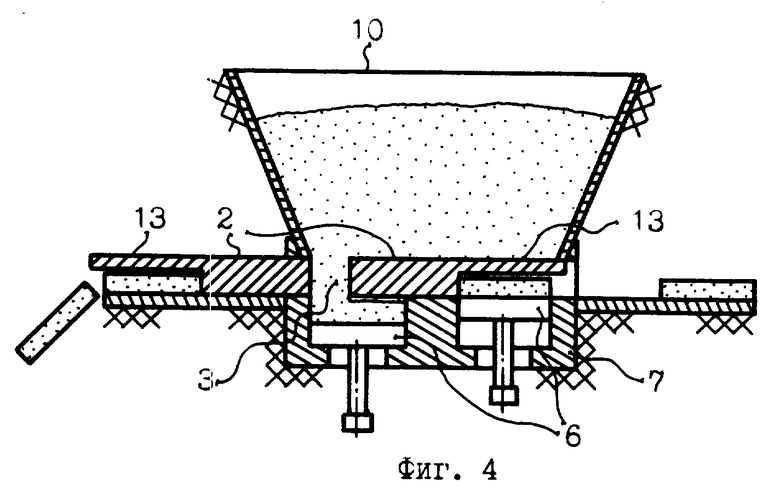
Разгрузочное отверстие бункера может быть расположено над двумя матрицами, а часть перекрывающей плиты может иметь форму примыкающих с противоположных сторон шиберов, выполненных с возможностью образования над матрицами полостей, по высоте достаточных для размещения прессованных изделий.
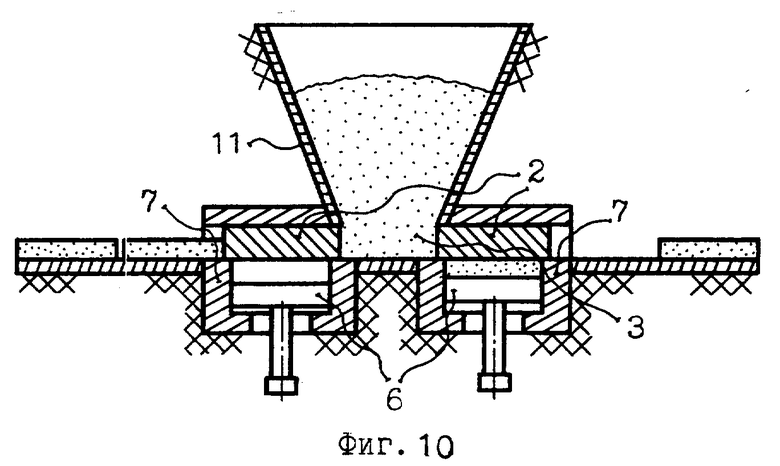
Кроме того, бункер может быть размещен над поверхностью, расположенной между двумя матрицами, за пределами образующих проем кромок этих матриц.
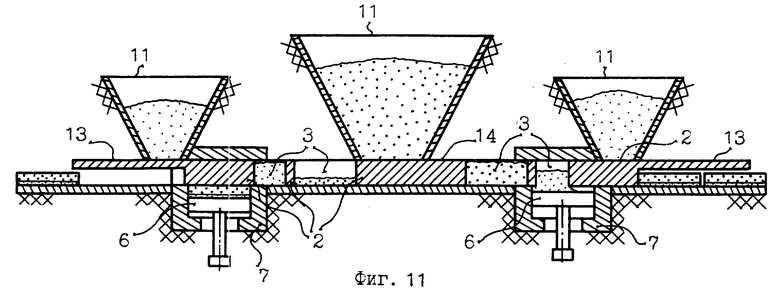
На станине над поверхностью, примыкающей к проему второй матрицы, может быть размещен третий бункер, при этом матрицы, первый и третий бункеры расположены симметрично относительно второго бункера, а перекрывающая плита соединена с зеркально ее отображающей плитой таким образом, что шиберы направлены в противоположные стороны друг от друга, при этом в крайне сдвинутых положениях соединенная перекрывающая плита выполнена с возможностью размещения над проемами одной матрицы дозировочного отверстия, а над другой - образующего полость шибера.
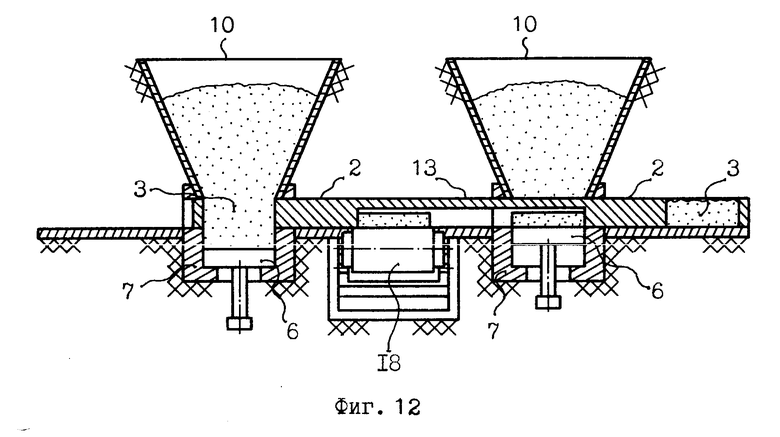
Над второй матрицей может быть размещен второй бункер, а перекрывающая плита соединена с зеркально ее отображающей плитой таким образом, что шиберы направлены друг на друга, при этом в крайне сдвинутых положениях соединенная перекрывающая плита выполнена с возможностью размещения над проемом одной из матриц дозировочного отверстия, а над другой образующего полость шибера.
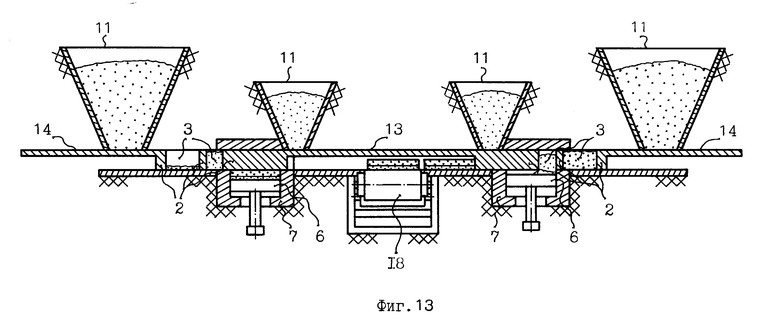
Рядом со второй матрицей также могут быть расположены третий и четвертый бункеры, так же как вокруг первой матрицы, первый и второй бункеры, а перекрывающая плита соединена с зеркально ее отображающей плитой таким образом, что шиберы направлены друг на друга, при этом в крайне сдвинутых положениях соединенная перекрывающая плита выполнена с возможностью размещения над проемом одной матрицы дозировочного отверстия, а над другой образующего полость шибера.
Поставленная задача решается также за счет того, что на станине закреплен, по крайней мере, один бункер для облицовочной смеси, а перекрывающая плита содержит, по крайней мере, одну не замкнутую со стороны дна полость и выполнена с возможностью совмещения этой полости с разгрузочными отверстиями бункера для облицовочной смеси посредством загрузочных отверстий, расположенных в ограничивающей полость поверхности, и отсутствия возможности совмещения этих отверстий с разгрузочным отверстием бункера для основной смеси, при этом за пределами загрузочных отверстий разгрузочные отверстия бункера для облицовочной смеси перекрыты поверхностью перекрывающей плиты.
На перекрывающей плите может быть закреплен, по крайней мере, один бункер для облицовочной смеси, при этом перекрывающая плита содержит, по крайней мере, одну полость, которая сообщается с этим бункером посредством, по крайней мере, одного загрузочного отверстия.
Кроме того, в перекрывающей плите может быть расположен, по крайней мере, один вкладыш, выполненный с возможностью выдвижения из ее нижней поверхности в проем матрицы и возвращения в исходное положение за его пределами, при этом вкладыш может быть расположен поперек движения перекрывающей плиты и изготовлен в форме подпружиненного ролика.
Дополнение перекрывающей плиты полностью и выдвижным вкладышем позволяет укладывать основной и облицовочный слои смеси за один проход плиты над проемом матрицы, что уменьшает габариты и металлоемкость установки, т.к. возможно расположение бункера с основной смесью.
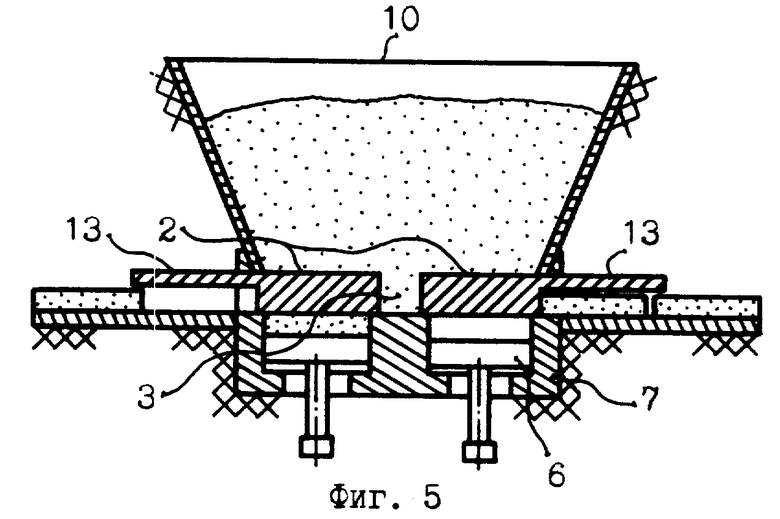
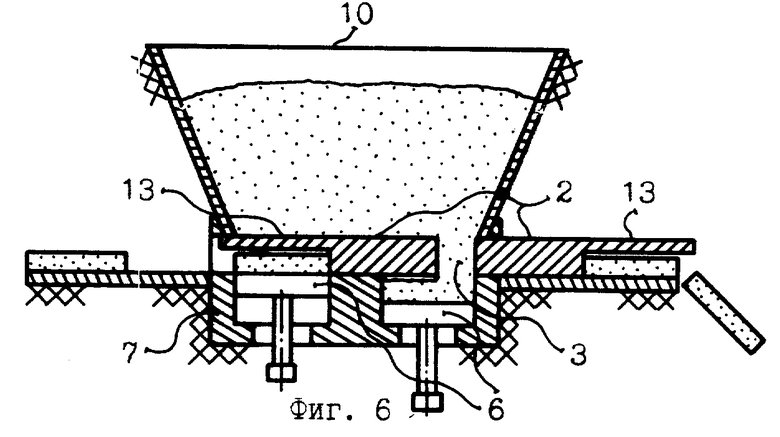
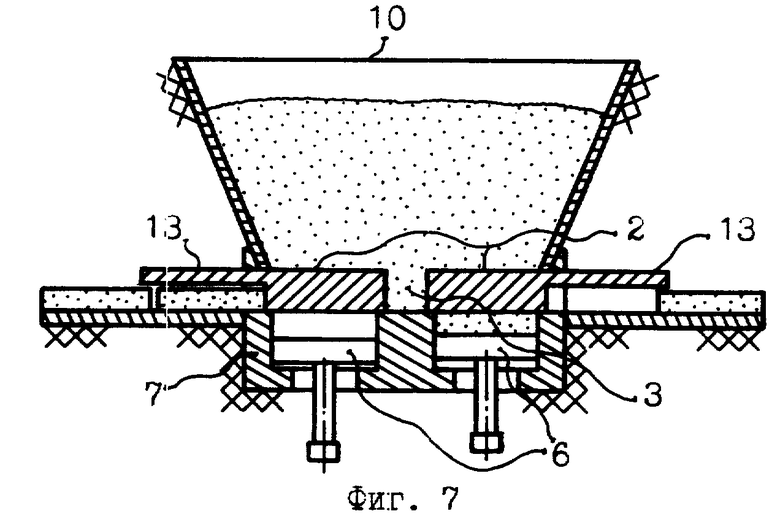
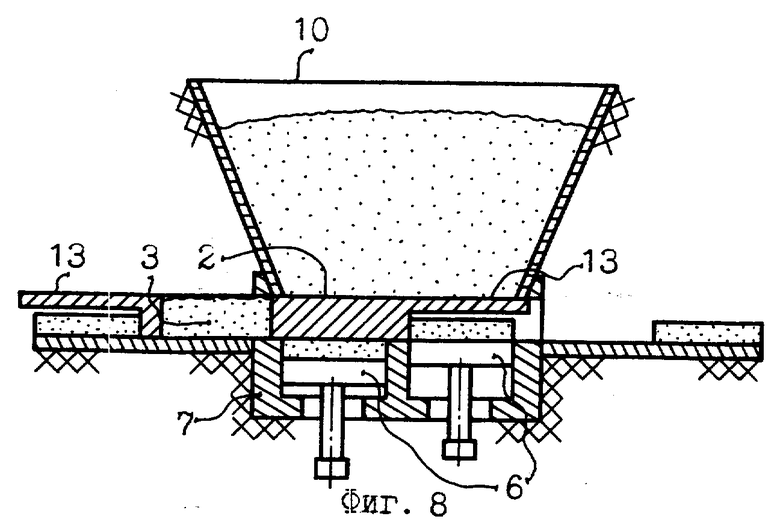
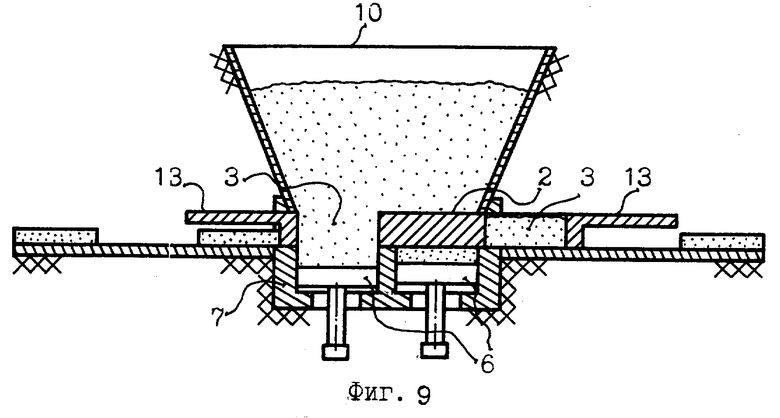
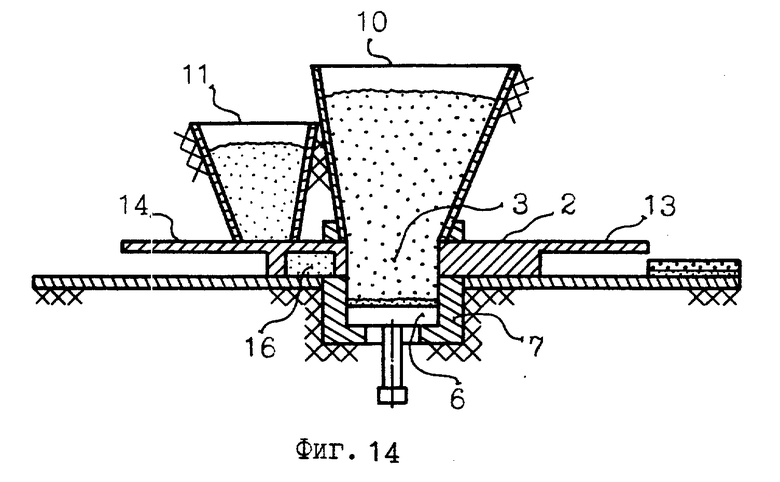
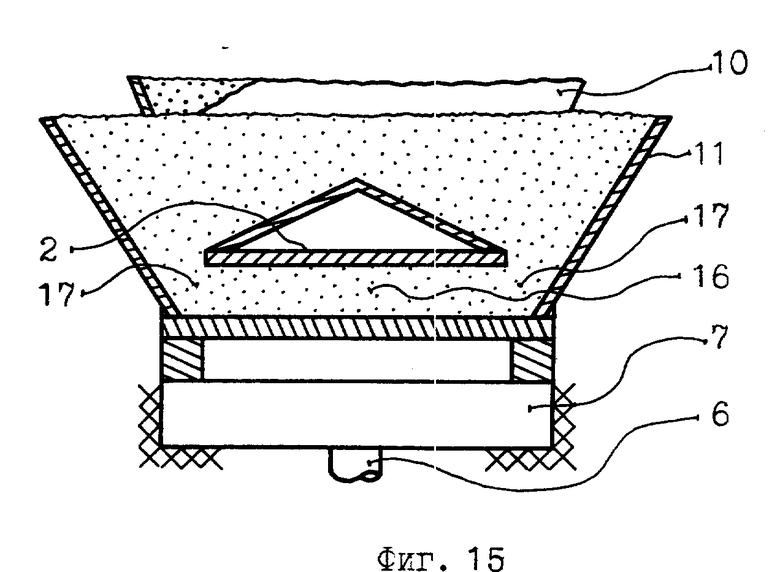
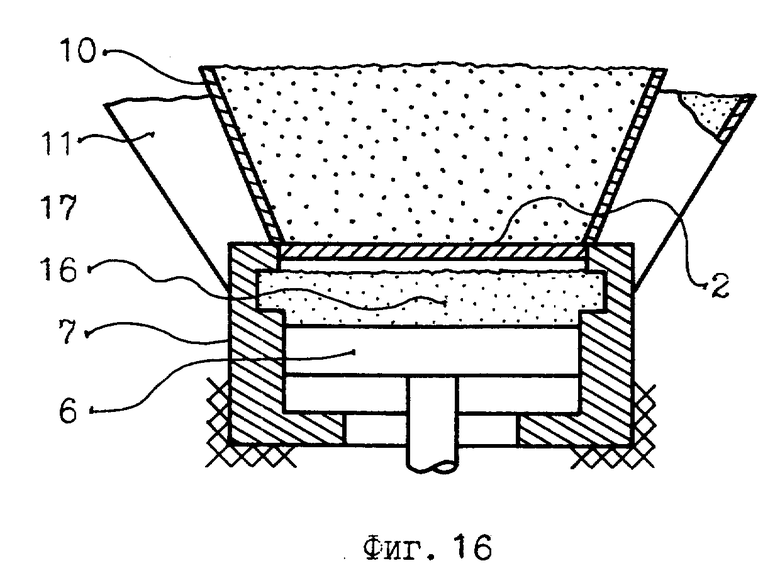
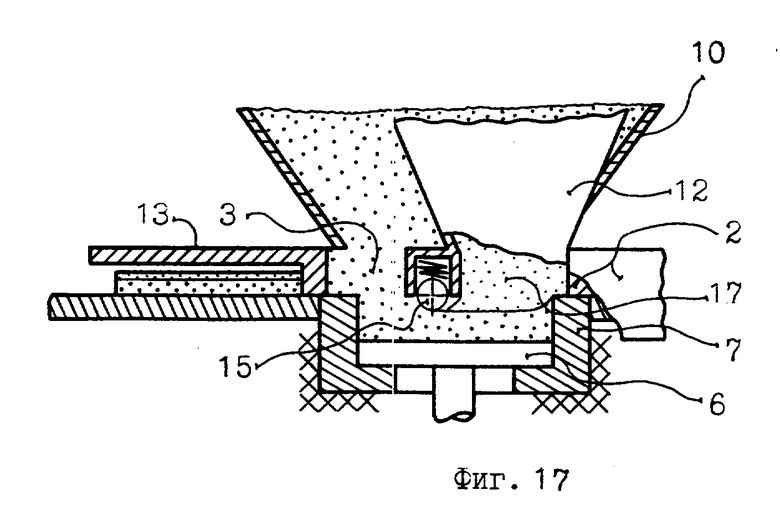
Сущность изобретения поясняется чертежами, где: на фиг.1 изображена установка, разгрузочное отверстие бункера которой расположено над проемом матрицы; на фиг.2 схема установки с бункером, разгрузочное отверстие которого расположено над поверхностью, примыкающей к проему матрицы; на фиг.3 схема установки с двумя бункерами, расположенными над поверхностью примыкающей к проему матрицы; на фиг.4, 5, 6 и 7 схема установки с бункером, расположенным над проемами двух матриц, и перекрывающей плитой с дозировочным отверстием, ограниченным поверхностями, достаточными для полного перекрытия проема матрицы, в последовательности выполняемых операций, на фиг. 8 схема установки с бункером, расположенным над двумя матрицами, и перекрывающей плитой, содержащей дозировочное отверстие и одну сплошную поверхность, достаточную для полного перекрытия проема матрицы; на фиг. 9 схема установки с бункером, расположенным над двумя матрицами, и перекрывающей плитой, содержащей два дозировочных отверстия, расположенных на достаточном для полного перекрытия проема матрицы расстоянии; на фиг. 10 схема установки с бункером, размещенным над поверхностью, расположенной между двумя матрицами; на фиг. 11 схема установки с тремя бункерами; на фиг. 12 схема установки с двумя бункерами, расположенными над двумя матрицами; на фиг. 13 схема установки с четырьмя бункерами; на фиг. 14 схема установки с перекрывающей плитой, оснащенной полостью для облицовочной смеси; на фиг. 15 то же, при расположении полости под бункером с облицовочной смесью, вид по ходу перекрывающей плиты; на фиг. 16 то же, при расположении полости под бункером для основной смеси, вид по ходу перекрывающей плиты; на фиг. 17 схема установки с бункером для облицовочной смеси, расположенным на перекрывающей плите, вид сбоку перекрывающей плиты; на фиг. 18 то же, при расположении полости под бункером для основной смеси, вид по ходу перекрывающей плиты.
Установка включает станину 1, на которой расположены перекрывающая плита 2, по крайней мере, с одним дозировочным отверстием 3 и приводом перемещения 4, а также оборудованная содержащим привод 5 пуансоном 6, по крайней мере, одна матрица 7, ограничивающая проем 8, и средства управления и автоматики 9, при этом формовочная смесь может накапливаться в бункере 10, расположенном над проемом 8 матрицы 7, в бункере 11, расположенном над поверхностью, примыкающей к проему 8, или в бункере 12, закрепленном на перекрывающей плите 2. Кроме того, часть перекрывающей плиты 2 может иметь форму шибера 13, выполненного с возможностью образования полости над проемом 8, достаточной для размещения вытолкнутого из матрицы 7 прессованного изделия, или шибера 14, выполненного в виде обычной перекрывающей задвижки, а также может быть снабжена подпружиненным роликом 15 и полостью 16, содержащей в ограничивающей ее поверхности отверстия 17, а отформованные изделия могут перемещаться на ленту конвейера 18.
Вариант установки с бункером, разгрузочное отверстие которого расположено над проемом 8 матрицы 7 (фиг. 1), работает следующим образом. При размещении дозировочного отверстия 3 перекрывающей плиты 2 над матрицей 7, ее проем 8 заполняется формовочной смесью из бункера 10, после чего на матрицу 7 надвигают приводом 4 сплошную поверхность перекрывающей плиты 2 и подрезают в ней излишки смеси. После полного перекрытия проема 8, приводом 5 поднимают пуансон 6 и обжимают в матрице 7 формовочную смесь. По окончании уплотнения, давление обжатия сбрасывают, приводом 4 сдвигают перекрывающую плиту 2 до расположения над проемом 8 шибера 13 и в образовавшуюся полость, выталкивают отформованное изделие, при этом приводом 5 поднимают пуансон 6 до размещения его формовочной поверхности на одном уровне с верхней кромкой матрицы 7. Далее, приводом 4 сдвигают перекрывающую плиту 2 до расположения ее дозировочного отверстия 3 над проемом 8 матрицы 7, причем одновременно передвигают за пределы формовочной зоны прессованное изделие. В последующем, приводом 5 снижают пуансон 6 и повторяют рассмотренную последовательность этапов работы установки (работа установок, представленных на фиг. 2 и 3, принципиально не отличается от рассмотренной).
Наличие в установке двух матриц усложняет ее работу. При этом, располагая над первой матрицей 7 дозировочное отверстие 3, а над второй шибер 13, максимально снижают пуансон 6 в первой матрице 7 и поднимают во второй, в процессе чего, происходит частичное заполнение формовочной смесью из бункера 10 первой матрицы 7 и выталкивание прессованного изделия из второй (фиг. 4). Далее, передвигая ранее отформованное изделие, сдвигают перекрывающую плиту 2, и ее сплошной поверхностью перекрывают обе матрицы 7, одновременно перемещая над первой матрицей 7 дозировочное отверстие 3 и окончательно заполняя ее смесью из бункера 10, после чего, в первой матрице 7 поднимающимся пуансоном 6 уплотняют смесь, а во второй частично снижают пуансон 6 (фиг.5). После окончания прессования, передвигая ранее отформованное изделие, сдвигают перекрывающую плиту 2, располагая над первой матрицей 7 шибер 13, а над второй дозировочное отверстие 3, и максимально поднимают пуансон 6 в первой матрице 7 и снижают во второй, при этом происходит выталкивание прессованного изделия из первой матрицы 7 и частичное заполнение формовочной смесью из бункера 10 второй (фиг. 6). В последующем, передвигая ранее отформованное изделие, сдвигают перекрывающую плиту 2 и ее сплошной поверхностью перекрывают обе матрицы 7, одновременно перемещая над второй матрицей 7 дозировочное отверстие 3 и окончательно заполняя ее смесью из бункера 10, после чего в первой матрице 7 частично снижают пуансон 6, а во второй поднимающимся пуансоном 6 уплотняют смесь (фиг.7). После окончания прессования, передвигая ранее отформованное изделие, сдвигают перекрывающую плиту 2 и повторяют рассмотренную последовательность этапов работы установки (фиг. 4, 5, 6 и 7). Работа установок, представленных на фиг. 8, 9, 10 и 12 существенно не отличается от вышеизложенной.
Технология формования двухслойных изделий (фиг. 3), в том числе на двух матрицах (фиг. 11 и 13), незначительно отличается от ранее рассмотренных, при этом различный формовочный материал поочередно перемещается в дозировочных отверстиях 3 перекрывающей плиты 2 над матрицей 7, в которой во время перемещения над ней одного из дозировочных отверстий 3 не полностью снижен пуансон 6.
Изделия с облицовочным слоем могут формоваться перемещением над матрицей 7 полости 16, при этом используют смесь, консистенция которой позволяет заполнять полость 16 через загрузочное отверстие 17 (фиг. 14, 15, 16). Успешное функционирование полости 16 может потребовать ее оснащения устройством для увлажнения и перемешивания смеси, а также применение возбудителей виброколебаний.
Задавать толщину второго слоя можно подпружиненным роликом 15, который, находясь в перекрывающей плите 2 и перемещаясь над матрицей 7, выдвигается в проем 8 и прикатывает предварительно уложенную в матрицу 7 смесь, освобождая пространство для укладки второго слоя (фиг. 17, 18).
Для повышения эффективности уплотнения прессуемых изделий установки могут быть оснащены вибровозбудителями матриц 7 и/или пуансонов 6.

Использование: в области формования изделий в строительной индустрии. Сущность изобретения: Установка для формования изделий прессованием включает перекрывающую плиту, выполненную, по крайней мере, с одним дозировочным отверстием и с возможностью возвратно-поступательного перемещения над, по крайней мере, одной матрицей, закрепленной на станине, при этом формовочная смесь может накапливаться на установке в бункере, размещенном над матрицей, в бункере, размещенном над поверхностью, примыкающей к кромке проема матрицы, а перекрывающая плита может быть дополнена, по крайней мере, одним шибером и снабжена подпружиненным роликом и полостью. 17 з.п. ф-лы, 18 ил.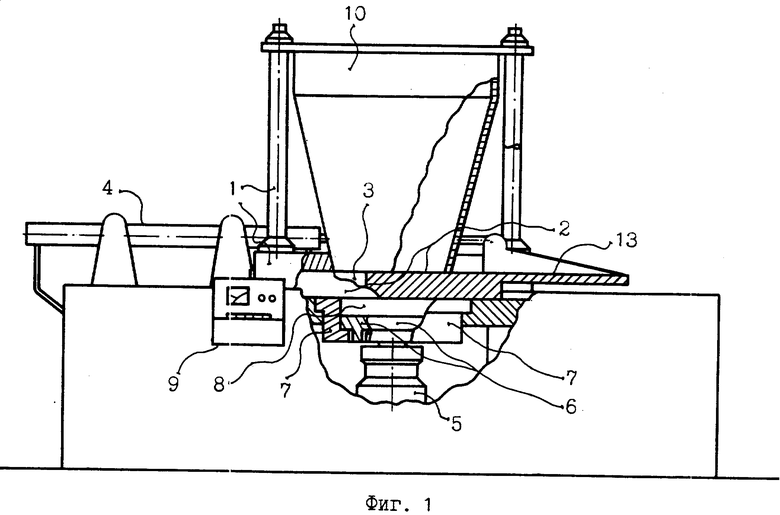
| Хавкин Л.М | |||
| Технология силикатного кирпича | |||
| - М.: Стройиздат, 1982, с.213-220. |
