Изобретения относятся к устройствам для получения волоконных и гранулированных материалов и к способам их изготовления, в частности к устройствам для получения химических волоконных и гранулированных материалов, и могут быть использованы в металлургии, химической, легкой, электронной и других отраслях промышленности, а также в медицине.
Конструкция фильер при производстве химического волокна и гранул представляет собой в большинстве случаев перфорированную (рабочую) пластину, выполненную плоской или сферообразной формы и изготовленную из коррозионностойких материалов, поскольку производство осуществляется в химически активных средах.
При внешней простоте конструктивного выполнения из-за высоких требований, предъявляемых к фильерам, круг материалов, из которых она изготавливается, ограничен, а технология изготовления достаточно сложна. Это связано со следующими моментами. Во-первых, фильера это достаточно тонкое изделие, в котором на относительно небольшой площади необходимо выполнить большое количество отверстий малого диаметра. Кроме того, поскольку получение химического волокна, например вискозы, осуществляется в химически агрессивных средах, в таких, как серная кислота, сера, углерод, едкий натр и продукты их взаимодействия, а получение гранулированных порошков из расплава солей натрия и калия, материал фильеры должен обладать высокой коррозионной стойкостью в агрессивных средах.
К таким материалам относятся дорогостоящие металлы или сплавы на их основе, такие как платина, палладий, родий, золото и серебро, которые при их высокой коррозионной стойкости в вышеуказанных средах имеют низкие прочностные характеристики и твердость, и, как следствие, невысокий ресурс работы.
Известна фильера для получения волоконных материалов, выполненная из сплавов благородных металлов, в рабочей части которой изготовлены каналы (а. с. N 878743, кл. C 03 B 37/08). Указанные фильеры обладают высокой коррозионной стойкостью, но низкими прочностными характеристиками и твердостью, что соответственно снижает ресурс их работы при производстве волоконных материалов. Кроме того, эти металлы очень дороги, поэтому их использование связано с криминогенным риском.
Известен способ изготовления фильеры путем пробивки каналов отверстий пуансонами в листовой заготовке из сплавов благородных металлов (а.с. N 878743, кл. C 03 B 37/08). Такая технология изготовления приводит к деформации заготовки и снижает качество получаемых отверстий, соответственно фильеры в целом, что связано с низкой твердостью материала заготовки (HB 15-20 кг/мм2).
Известна фильера, выбранная в качестве прототипа, содержащая рабочую часть с каналами, выполненную из коррозионностойкого материала на основе керамики (а.с. N 240163, кл. C 05 B 37/08).
Данная фильера изготовлена из менее дорогостоящего материала, имеет высокую твердость и износостойкость.
Однако керамика, как правило, имеет низкую пластичность и повышенную хрупкость, что приводит в процессе эксплуатации фильеры к образованию трещин, сколов на ее рабочей поверхности. Это, в свою очередь, приводит к нарушению геометрии каналов и фильеры в целом, что соответственно отрицательно сказывается на качестве получаемых изделий, например волокна, гранул.
Известен способ изготовления фильеры из керамики, при котором в рабочей части заготовки из коррозионностойкого материала выполняют каналы, например, лучом лазера с последующим удалением поверхностных дефектов (а.с. N 240163, кл. C 05 B 37/08, прототип). Процесс изготовления каналов может вызвать также их деформацию, каналы получаются шероховатыми, а их входные отверстия с заусенцами, что отрицательно сказывается на качестве получаемых изделий. Процесс устранения этих дефектов трудно выполним из-за хрупкости материала заготовки.
Техническая задача заявляемых изобретений заключается в разработке и создании фильеры и способа ее изготовления с повышенными прочностными характеристиками и высокой твердостью с сохранением коррозионной стойкости в химически агрессивных средах, а также с уменьшением стоимости фильеры и снижением фактора криминогенного риска.
Задача решается тем, что предлагается выполнить рабочую часть фильеры с изготовленными в ней каналами из сплавов на основе циркония, легированного металлами V-VI групп и кислородом с сформированным на ее поверхности и каналах слое на основе диоксида циркония, модифицированного соединениями, содержащими азот и углерод.
Задача решается далее тем, что рабочая часть фильеры выполняется из сплава на основе циркония, содержащего ниобий 1-5% по массе и кислород - 0,05-0,20% по массе.
Задача решается также созданием способа изготовления фильеры для получения волоконных и гранулированных материалов, при котором заготовку из сплава на основе циркония, легированного металлами V-VI групп и кислородом, перед выполнением каналов подвергают термообработке, которую ведут до полной рекристаллизации материала заготовки, а после выполнения каналов осуществляют удаление поверхностных дефектов путем травления до получения полированной поверхности, а затем промывают и осуществляют упрочнение поверхности химико-термической обработкой в газовой фазе.
Задача решается далее тем, что указанную термообработку ведут при остаточном давлении не более 1•10-2 мм рт.ст. при температуре 600-750oC в течение 2-4 ч.
Задача решается также тем, что химико-термическую обработку ведут путем термического разложения цианидов калия в присутствии кислорода.
Технический результат от использования изобретения заключается в следующем: фильера, изготовленная из сплава на основе циркония, легированного металлами V-IV групп и кислородом с сформированным на ее поверхности и поверхности каналов слоем на основе диоксида циркония, модифицированного соединениями циркония, содержащими азот и углерод, обладает высокими техническими показателями по сравнению с известными.
Фильера обладает высокой коррозионной стойкостью, кроме того, она имеет повышенную прочность и твердость с сохранением пластических свойств. Исследования показали, что именно сочетание основы фильеры из сплавов циркония, легированных металлами V-VI групп и кислородом с формированием на ее поверхности слоя на основе диоксида циркония, модифицированного соединениями циркония, содержащими азот и углерод, обеспечивает изделию повышенные прочностные свойства, высокую твердость и пластичность. Изделия, изготовленные из нелегированного циркония, имеют низкие прочностные характеристики и твердость и их применение в химически активных средах ограничено из-за недостаточной коррозионной стойкости.
Легирование циркония металлами V-VI групп и кислородом значительно повышает прочностные характеристики материала и коррозионную стойкость. Формирование слоя из диоксида циркония на рабочей поверхности и поверхности каналов фильеры обеспечивает их высокую твердость и износостойкость.
Результаты испытаний показали, что модифицирование слоя диоксида циркония соединениями циркония с азотом и углеродом позволяет получать слой с высокой твердостью и удовлетворительной пластичностью и минимальной пористостью.
Сочетание высоких прочностных и пластичных характеристик основы материала фильеры, высокой твердости ее рабочей поверхности и поверхности выполненных в ней каналов позволяет получать высококачественные волокна и гранулы. Кроме этого, обеспечивается высокий ресурс работы фильеры. Естественно, фильера, выполненная из сплавов на основе циркония, имеет существенно ниже стоимость по сравнению с фильерами, изготовленными из сплавов благородных материалов.
Сущность заявляемых изобретений заключается в следующем. Из сплавов циркония, легированного металлами V-VI групп и кислородом, изготавливают пластину, из которой формируют необходимую форму фильеры. Для производства химического волокна фильеру изготавливают, например, чашеобразной формы, которую затем подвергают термообработке. Термообработку ведут в печи сопротивления преимущественно при 600-750oC в течение 2-4 ч при остаточном давлении не более 10-2 мм рт.ст. Режимы термообработки определяются исходя из химического состава сплава, размера изделия и его формы. Термообработка считается законченной при полной рекристаллизации материалов заготовки, что контролируется металлографическими методами. Режимы термообработки для каждого конкретного изделия выбирают заранее, при этом критерием правильности их выбора является получение рекристаллизованной структуры материала. После этого осуществляют изготовление каналов. Поскольку изделие имеет достаточно высокую твердость, традиционные методы формирования отверстий прошивкой пуансонами неприемлемы. В данном случае применяют более эффективные методы, например прожигание отверстий лучом лазера. При этом достигается высокая точность получаемых каналов по их диаметру и высоте с сохранением геометрии заготовки и прочностных характеристик. Исследования показали, что при изготовлении каналов на заготовке, не подвергнутой термообработке, формируются отверстия овальной или неправильной формы. При проведении термообработки перед процессом изготовления каналов отверстия приобретают форму, близкую к кругу, размеры и формы отверстия которого соответствуют требованиям, предъявляемым к фильерам для получения химического волокна и гранул.
После выполнения каналов в заготовке осуществляют операцию травления, которую ведут до полного удаления поверхностных дефектов и получения поверхности заготовки и, главное, каналов полированными со степенью шероховатости не менее 7-10 класса и с точностью по диаметру отверстий порядка 2-4 мкм. Режимы травления определяются из условий размеров заготовки, состава используемого сплава требованиям к шероховатости, то есть из условий обеспечения качественного выполнения последующих технологических операций.
Последующие операции заключаются в формировании слоя на поверхности каналов и рабочей поверхности заготовки, которую осуществляли путем химико-термической обработки в газовой фазе. Эта операция позволяет получать требуемую степень насыщения поверхностного слоя необходимыми элементами для достижения высокой твердости и соответственно износостойкости. Химико-термическую обработку заготовки можно проводить различными путями. Наиболее оптимальным вариантом является насыщение поверхностного слоя заготовки в газовой среде путем термического разложения цианидов калия в присутствии кислорода с введением в твердую фазу карбюризатора фторсодержащих соединений металлов IV группы, например фторцирконата калия. Полученные таким образом фильеры были подвергнуты испытаниям на прочность, твердость и коррозионную стойкость. По всем указанным параметрам были получены высокие результаты, превосходящие по своей совокупности аналогичные параметры в известных решениях (см. ниже). Кроме того, по сравнению с фильерами из благородных металлов, фильера, изготовленная в соответствии с изобретениями, на три порядка дешевле по исходному материалу.
Таким образом, технический результат от использования изобретения заключается в разработке фильеры из новых материалов и создании способа ее изготовления, обеспечивающего получение фильеры со значительным увеличением твердости по сравнению со всеми известными аналогами, повышением прочности, пластичности и, как следствие, срока службы при низкой себестоимости и ликвидации криминогенного риска.
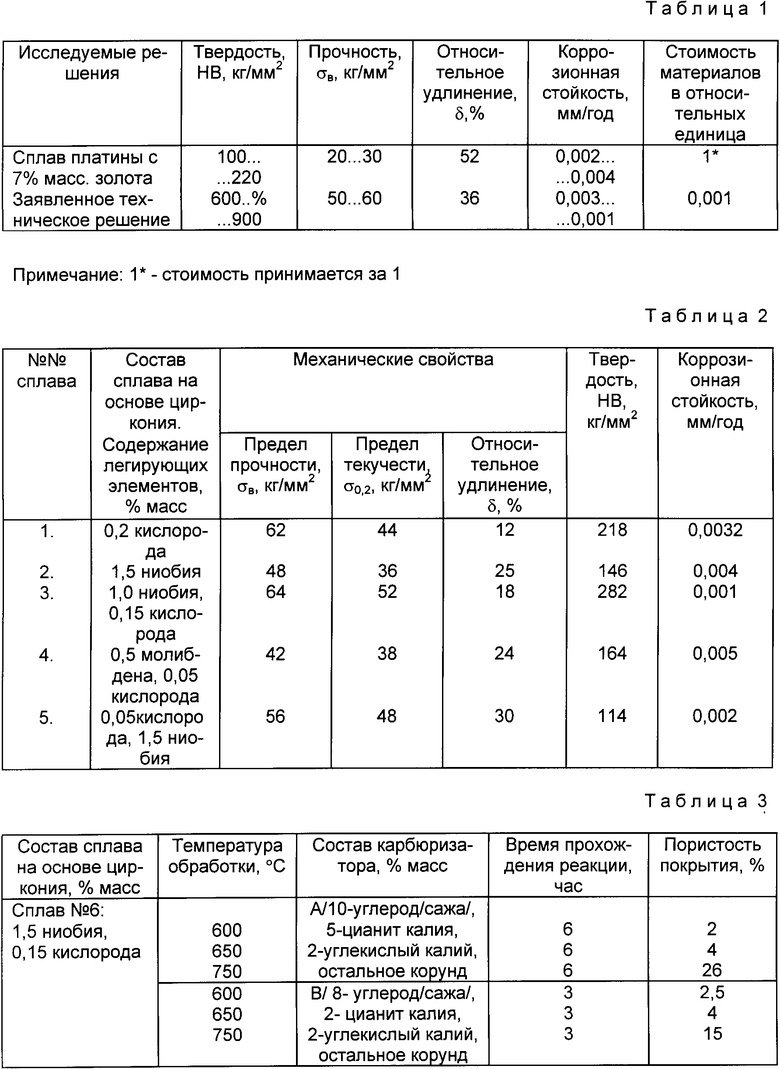
Результаты исследований свойств изготовленных фильер в соответствии с известными техническими решениями и заявляемым изобретением сведены в табл. 1.
Ниже приведены конкретные примеры осуществления изобретений.
Пример 1.
Фильеры изготовили из листа толщиной 0,35 мм из сплавов на основе циркония следующих составов, мас.
сплав N 1 0,2 кислорода, остальное цирконий;
сплав N 2 1,5 ниобия, остальное цирконий;
сплав N 3 1,0 ниобия, 0,15 кислорода, остальное цирконий;
сплав N 4 0,5 молибдена, 0,5 ниобия, остальное цирконий;
сплав N 5 0,05 кислорода, 1,5 ниобия, остальное цирконий.
В табл. 2 приведены данные по механическим свойствам фильер, изготовленных из сплавов составов 1-5, а также их коррозионная стойкость в промышленной среде при производстве вискозного волокна (10% серная кислота, 5% едкий натр, остальное вода).
Пример 2.
Фильера была изготовлена из сплава циркония, содержащего 1,5% ниобия и 0,15% кислорода по массе и подвергалась химико-термической обработке при температурах 600, 650 и 750oC в печи сопротивления.
Использовали карбюризаторы двух составов А и В, где:
А активированный уголь + цианид калия + углекислый калий, остальное наполнитель корунд;
В активированный уголь + цианид калия + углекислый калий + фторцирконат калия, остальное наполнитель корунд.
В процессе нагрева происходит термическое разложение цианидов калия и фторсодержащих соединений металлов IV группы, образующих в газовой фазе смесь состава: кислород, окись углерода, двуокись углерода и продукты разложения фторсодержащих соединений циркония.
В результате химических реакций на поверхности фильеры образуется слой, состоящий из окиси циркония и содержащий соединения циркония с углеродом и азотом. Добавки фторсодержащих соединений металлов IV группы позволили значительно уменьшить время прохождения реакции образования оксикарбонитридного слоя и уменьшить пористость (табл. 3).
При снижении температуры нагрева ниже 600oC наблюдалось снижение качества слоя покрытия по равномерности его распределения на поверхности и снижение твердости.
Превышение температуры нагрева свыше 750oC приводит к повышению пористости, слой становится рыхлый с осыпающейся пленкой.
Пример 3.
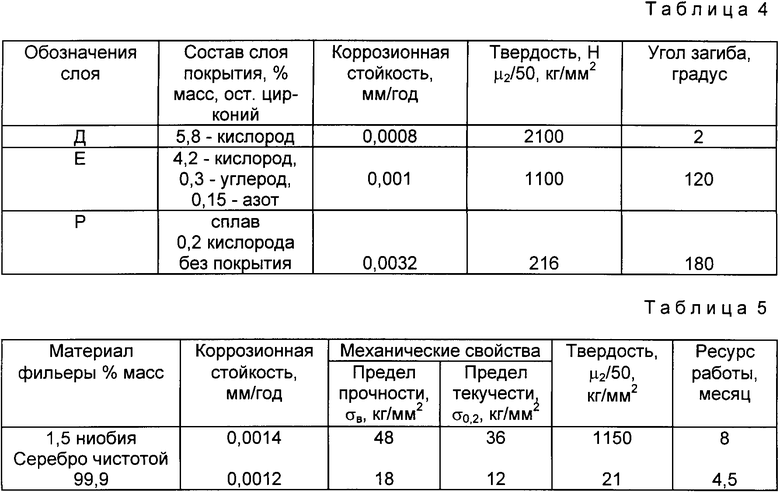
В табл. 4 приведены данные по фильерам с сформированным слоем на основе диоксида циркония, модифицированного соединениями циркония, содержащими азот и углерод. Исследования показали, что слой, состоящий из 100% диоксида циркония, обладает высокой твердостью, но низкой пластичностью. Модифицирование азотом и углеродом позволило повысить пластические характеристики слоя покрытия, при этом сохранить достаточно высокую его твердость.
В табл. 4 показан результат исследований свойств слоев покрытий различных составов (D, E, F) полученных в результате химико-термической обработки, приведенной выше, применительно к составу сплава 6 (табл. 3, вариант В).
Испытания на пластичность слоя покрытия оценивали на образцах по углу загиба до появления первой трещины (см. табл. 4).
Пример 4.
Также испытывали фильеры для производства гранулированного каустика, которые изготавливали из сплава N 3, табл. 2 (1,0 ниобия и 0,15 кислорода, мас.) толщиной в рабочей зоне 3 мм и диаметром 120 мм, с количеством отверстий 960 штук с диаметром 0,60 мм.
Термообработку и химико-термическую обработку проводили по примеру N 2 (вариант В).
Фильеры испытывали при производстве гранулированного каустика в промышленных условиях при температуре 420-450oC и давлении 0,5 ати. Гранулы получали из расплава, содержащего 100% едкого натра чистотой 99,99.
В табл. 5 приведены результаты испытаний фильер со слоем покрытия варианта E, табл. 4.
Как видно из табл. 5, высокая твердость поверхности фильеры обеспечивает больший ресурс ее работы по сравнению с серебром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2539643C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2482203C1 |
| ЛОПАТКА ГАЗОТУРБИННОЙ УСТАНОВКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2581339C1 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721976C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ ЦИРКОНИЯ НА ОСНОВЕ МАГНИЕТЕРМИЧЕСКОЙ ГУБКИ | 2018 |
|
RU2700892C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ ДЕТАЛЕЙ ГОРЯЧЕГО ТРАКТА ГАЗОТУРБИННЫХ УСТАНОВОК, ИМЕЮЩИХ РАВНООСНУЮ СТРУКТУРУ | 2015 |
|
RU2581337C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2514250C1 |
Изобретения относятся к устройствам получения волоконных и гранулированных материалов и к способам их изготовления и могут быть использованы в химической, легкой, строительной, электронной и др. областях промышленности, а также в медицине. Технической задачей является получение фильеры с высокими коррозионностойкими свойствами, с повышенной прочностью и твердостью и, как следствие, повышение срока службы и качества получаемого продукта при снижении себестоимости по сравнению с благородными металлами. Согласно изобретению предлагается выполнять рабочую часть фильеры из сплава на основе циркония, легированного металлами V-VI групп и кислородом со сформированным на ее поверхности и поверхности каналов слоя на основе диоксида циркония, модифицированного соединениями циркония с азотом и углеродом. При этом предлагается в качестве одного из сплавов использовать сплав, содержащий ниобий 1-5%, кислород 0,05-0,20% по массе, остальное цирконий, а в качестве слоя формировать соединения типа оксикарбонитрида циркония. Предлагается также способ изготовления фильеры, отличающийся тем, что заготовку из сплава на основе циркония, легированного металлами V-VI групп и кислородом, перед выполнением каналов подвергают термообработке, которую ведут до полной рекристаллизации материала заготовки, а удаление поверхностных дефектов осуществляют травлением до получения полированной поверхности каналов и заготовки, а после промывки осуществляют упрочнение поверхности каналов и поверхности заготовки химико-термической обработкой в газовой фазе. При этом термообработку ведут при пониженном давлении, составляющем 1•10-2 мм рт.ст. при температуре 600-750oC в течение 2-4 ч, а химико-термическую обработку ведут в среде продуктов разложения цианидов калия в присутствии кислорода и фторсодержащих соединений металлов IV группы в карбюризаторе. Использование изобретения позволяет получить фильеру с более высокой прочностью и твердостью, что увеличивает их ресурс работы при высокой коррозионной стойкости в агрессивных средах. 2 с. и 4 з.п. ф-лы, 5 табл.
| SU, авторское свидетельство, 878743, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 240163, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
