Изобретение относится к области металлургии, в том числе к способам производства слитков сплавов циркония на основе магниетермической губки, и может быть использовано в атомной промышленности.
Известен способ производства слитков циркониевых сплавов, при котором на стадии прессования брикетов навеску шихты, состоящую из губки, кусочков иодидного циркония и оборотов в виде стружки, засыпают в пресс-форму в количестве от 50 до 70% от объема на один брикет и проводят предварительную подпрессовку, затем сверху высыпают навеску порошков легирующих элементов и оставшиеся шихтовые материалы, после чего прессуют брикеты. (Патент RU 2365464, опубликован 27.08.2009).
Недостатком данного способа является неравномерность распределения в объеме брикета добавок легирующих компонентов, что приводит к снижению однородности их распределения в объеме слитка.
Известен способ производства слитков циркониевых сплавов с использованием стружки от слитков бинарных лигатур, изготовленных металлургическим методом (металлотермия, вакуумно-дуговая или электронно-лучевая гарнисажная плавки). Из лигатурного слитка нарезают стружку, смешивают с губкой циркония и прессуют брикеты, из которых формируют расходуемые электроды, а затем многократным вакуумно-дуговым переплавом выплавляют слитки циркониевых сплавов на основе губки (Патент RU 2313591, опубликован 27.12.2007).
При производстве слитков циркониевых сплавов с использованием порошков легирующих элементов следует учитывать, что порошки значительно различаются между собой по температуре плавления и физическим свойствам, поэтому изготовление многокомпонентных однородных лигатур методом сплавления затруднено.
Металлургические методы изготовления лигатурных слитков предполагают проведение большого количества дорогостоящих операций, связанных с многократной плавкой, получением стружки и ее последующей подготовкой, что приводит к увеличению длительности цикла производства и повышению себестоимости слитков.
Также известен способ производства слитков циркониевых сплавов Циркалой-2 и Циркалой-4 на основе губки, содержащих олово, железо и хром, при котором расходуемый электрод для первого вакуумно-дугового переплава формируют следующим образом: дробленую губку смешивают с оборотами в виде стружки, оловом и хромом в виде гранул и железом в виде проволоки. Из навесок шихты прессуют секторы с углом при вершине 120 град., из которых затем собирают цилиндрические брикеты. Расходуемый электрод формируют методом сварки. Слитки получают двукратным вакуумно-дуговым переплавом (Патент US 4164420, опубликован 14.08.1979).
При выплавке слитков сплавов типа Циркалой данный способ обеспечивает удовлетворительное распределение легирующих элементов.
Однако при производстве слитков из сплавов циркония типа Э110 на основе губки с 1% ниобия и малыми добавками порошков железа и кислорода в виде диоксида циркония или пентаоксида ниобия, равномерно распределить их в брикете при данном способе формирования расходуемого электрода невозможно, так как порошки легирующих элементов просыпаются вниз брикета.
Кроме того, недостатками данного способа является высокая трудоемкость и длительность процесса формирования расходуемого электрода за счет изготовления брикетов из трех секторов.
Известен способ производства слитков из сплавов циркония на основе губки, при котором из предварительно полученной смеси мелкой фракции губки с порошками легирующих элементов прессуют брикет лигатуры небольшого размера, затем его помещают в матрицу пресса и запрессовывают в промышленный брикет, таким же способом изготавливают остальные брикеты, из которых в дальнейшем методом сварки формируют расходуемые электроды для вакуумно-дугового переплава (Патент JP 58161735 A, опубликован 26.09.1983).
Недостаток данного способа состоит в сложности центровки лигатурных брикетов в промышленных брикетах. При нарушении центровки снижается однородность распределения легирующих элементов в объеме брикета, расходуемого электрода и, соответственно, в объеме слитка.
Наиболее близким к заявляемому является способ производства слитков из сплавов циркония на основе губки с оловом и железом, при котором порошки легирующих элементов смешивают с порошком электролитического циркония и прессуют в таблетки лигатуры, затем их помещают в циркониевые трубки того же сплава с последующим их уплотнением, после чего трубки приваривают к образующей брикетов на основе губки (Патент JP 61030637, опубликован 12.02.1986).
Полученную таким образом сборку используют в качестве расходуемого электрода для первого вакуумно-дугового переплава.
Недостаток данного метода заключается в необходимости проведения дополнительных технологических операций, включающих помещение прессованных таблеток лигатуры в циркониевые трубки того же сплава и приварку их к образующей брикетов, что удлиняет технологический процесс и увеличивает трудозатраты на производство слитков циркониевых сплавов.
Кроме того, в данном варианте формирования расходуемых электродов в процессе плавки происходит опережающее плавление трубок с таблетками лигатуры по сравнению с центральной частью расходуемого электрода в силу их разной плотности, что приводит к снижению химической однородности в объеме слитка.
Задача заключается в разработке способа введения легирующих элементов, обеспечивающего высокую химическую однородность слитков циркониевых сплавов различного состава на основе магниетермической губки.
Технический результат - обеспечение высокой химической однородности слитков сплавов циркония на основе магниетермической губки за счет равномерного распределения легирующих элементов в объеме брикетов, расходуемых электродов и слитков.
Технический результат достигается тем, что в способе получения слитков из сплавов циркония на основе магниетермической губки, содержащих тугоплавкие и/или легкоплавкие легирующие элементы, получают таблетки лигатуры, прессуют брикеты из шихты на основе цирконийсодержащих материалов, формируют расходуемые электроды и плавят слиток, причем перед прессованием брикетов полученные таблетки лигатуры равномерно распределяют в шихте путем механического перемешивания, а формирование расходуемого электрода осуществляют путем сварки брикетов между собой.
Таблетки лигатуры получают смешиванием и прессованием легирующих компонентов в чистом виде или в виде соединений отдельно или с добавлением по результатам расчета электролитического порошка циркония или губки циркония фракцией не более 2 мм.
В качестве цирконийсодержащих компонентов при прессовании брикетов из шихты используют губку, а также измельченные йодидный цирконий и/или обороты производства.
Рассчитывают необходимое количество таблеток лигатуры на один брикет по формулам:

где mл.к. - масса легирующих компонентов на один брикет, кг;
mт - масса таблетки лигатуры, размеры которой сравнимы со средней фракцией губки, кг;

где mбр - масса одного брикета, кг;
k - коэффициент пропорциональности, к≤40, сравнивают значения NT1 и NT2 и, в случае получения неравенства NT1<NT2, к смеси порошков легирующих элементов добавляют цирконийсодержащий компонент для изготовления таблеток лигатуры в количестве не менее NT2 на один брикет.
Таблетки лигатуры прессуют с удельным давлением прессования не менее 5000 кг/см2 для обеспечения необходимой механической прочности.
Для равномерного распределения таблеток лигатуры в шихте используют механический смеситель.
Формирование расходуемых электродов осуществляют методом электронно-лучевой сварки.
Выплавку слитков осуществляют многократным вакуумно-дуговым переплавом.
Задача решается введением легирующих компонентов в шихту в виде таблеток лигатуры многокомпонентного или бинарного состава. Можно получать таблетки лигатуры любого состава в виде однородной механической смеси порошков легирующих компонентов с добавлением к этой смеси цирконийсодержащего компонента.
При значениях коэффициента пропорциональности к>40 не достигается необходимая химическая однородность шихты за счет недостаточного количества таблеток лигатуры.
Однородность смеси порошков легирующих компонентов достигается за счет перемешивания в механическом смесителе.
По результатам экспериментальных исследований зависимости механической прочности таблеток лигатуры от удельного давления прессования установлено, что для получения их достаточных прочностных характеристик удельное давление должно составлять не менее 5000 кг/см2. При меньшем значении удельного давления в процессе перемешивания с цирконийсодер-жащим материалом поверхность таблеток лигатуры осыпается и они разрушаются, что приводит к снижению химической однородности брикетов и, как следствие, выплавляемого слитка.
Для получения однородной смеси шихты, состоящей из губки циркония, таблеток лигатуры и/или йодидного циркония, и/или циркониевых оборотов производства применяется механический смеситель.
Процесс выплавки слитков сплавов циркония на основе губки, согласно разработанному способу, осуществляли следующим образом: из тройной шихты состава: 70% - губки и таблеток лигатуры, 17% - йодидного циркония, 13% - оборотов сплава Э110 о.ч. методом двукратного вакуумно-дугового переплава получали слиток сплава Э110 о.ч. Требования к содержанию легирующих элементов в слитке данного сплава: ниобий 0,9-1,1 масс.%, железо 0,04-0,07 масс.%, кислород 0,07-0,099 масс.%. Расчетное содержание ниобия составляло 1,03 масс.%, железа - 0,045 масс.% и кислорода - 0,075 масс.%. Для легирования применялись следующие легирующие компоненты: порошки железа и ниобия, диоксид циркония для введения кислорода. Расчет шихты проводился с учетом содержания кислорода и железа в цирконийсодержащих материалах. Таблетки лигатуры представляли собой цилиндры 0 11 мм массой по 5 г каждая, которые были соразмерны со средней фракцией магнийтермической губки (2-25 мм). Масса брикета из цирко-нийсодержащего материала и таблеток лигатуры составила 1,5 кг.Была рассчитана масса легирующих компонентов на брикет, которая составила 21 г.По формулам (1) и (2) было рассчитано количество таблеток на один брикет (NТ1=4,2 шт., NT2=7,5 шт., k=40,0). Анализ результатов расчетов (NT1<NT2) показал, что необходимо добавлять цирконийсодержащий компонент.
Было изготовлено по 4 таблетки лигатуры массой 5,25 г каждая на брикет без добавления цирконийсодержащего компонента (слиток №1) и по 8 таблеток (k=37,5) на брикет с добавлением цирконийсодержащего компонента (слиток №2).
Для изготовления таблеток лигатуры использовали: смеситель пересыпного типа «пьяной бочки» марки СМУ-ПБ-Р-100 производства НПО «Россмаш» и таблетировочный пресс KST-1416 (Shanghai Tianxiang & Chen-tai Pharmaceutical Machinery). Удельное давление прессования таблеток составило 5000 кг/см2. Таблетки лигатуры, изготовленные с меньшим удельным давлением прессования, в процессе перемешивания с цирконийсодержащим материалом в смесителе разрушались, и части таблеток лигатуры просыпались на дно смесителя.
Цирконийсодержащие материалы смешивали с таблетками лигатуры в планетарно-шнековом смесителе марки ПШ-2,5 и из полученной смеси на гидравлическом прессе марки ГП-700 прессовали брикеты ∅80 мм, массой 1,5 кг в количестве 32 штук. Из брикетов методом электронно-лучевой сварки сформировали два расходуемых электрода в электронно-лучевой установке марки ES 1/3/60.
Двукратным вакуумно-дуговым переплавом было выплавлено два слитка. Плавка проводилась последовательно в изложницы ∅110 и ∅160 мм в вакуумно-дуговой печи марки ВДП-300. Первый вакуумно-дуговой переплав проводили при силе тока дуги 2 кА.
После токарной обработки слитков первого переплава из них сформировали расходуемый электрод для второго вакуумно-дугового переплава. Второй вакуумно-дуговой переплав проводили при силе тока дуги 3 кА. Масса слитков №1 и №2 второго переплава после токарной обработки составила 45 кг и 44,8 кг.
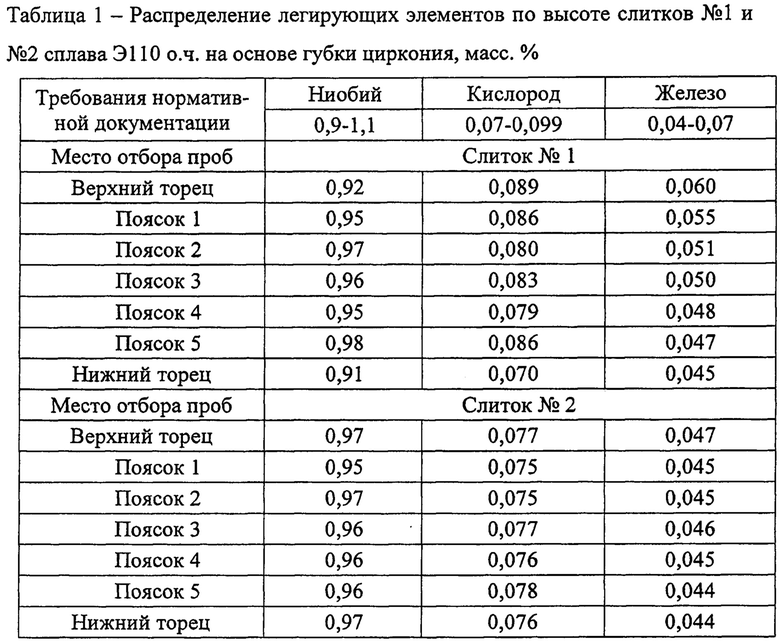
В таблице 1 показано распределение легирующих элементов по высоте слитков №1 и №2. Слиток №2 обладает высокой химической однородностью по всей высоте слитка, а слиток №1 - только в средней его части.
В таблице 2 представлено распределение легирующих элементов в поперечном сечении слитков №1 и №2. Слиток №2 имеет высокую химическую однородность во всех исследованных поперечных сечениях, однородность слитка №1 является удовлетворительной.

На основании данных таблиц 1 и 2 можно сделать вывод о высокой химической однородности слитка №2 во всем объеме.
Таким образом, разработан способ, обеспечивающий высокую химическую однородность слитков циркониевых сплавов на основе магниетермической губки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слитков циркониевых сплавов | 2022 |
|
RU2800271C1 |
| Способ получения лигатуры цирконий-ниобий | 2022 |
|
RU2796507C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ ЦИРКОНИЯ | 2005 |
|
RU2302476C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА НА ОСНОВЕ ГУБЧАТОГО МЕТАЛЛА | 2007 |
|
RU2365464C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ЦИРКОНИЙ-НИОБИЕВОГО СПЛАВА, МИКРОЛЕГИРОВАННЫХ ЖЕЛЕЗОМ И КИСЛОРОДОМ | 2007 |
|
RU2365643C2 |
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРМЕТАЛЛИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДА ТИТАНА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ НИОБИЯ | 2014 |
|
RU2576288C1 |
| Способ двухэтапного получения сплава TiMoNbZrAl | 2022 |
|
RU2806683C1 |
| Способ получения полуфабриката из сплава на основе ниобия | 2018 |
|
RU2680321C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2002 |
|
RU2234543C2 |
Изобретение относится к получению слитков из сплавов циркония на основе циркониевой магниетермической губки, содержащих легирующие элементы. Способ включает получение таблеток лигатуры, формирование расходуемых электродов и выплавку слитков. Таблетки лигатуры получают смешиванием и прессованием легирующих компонентов в чистом виде, или в виде их соединений, или с добавлением электролитического порошка циркония или циркониевой магниетермической губки. Осуществляют прессование брикетов из шихты, содержащей цирконийсодержащие материалы в виде циркониевой магниетермической губки, измельченного йодидного циркония и/или оборотов производства циркония, а полученные таблетки лигатуры равномерно распределяют в шихте путем механического перемешивания. Формирование расходуемых электродов осуществляют путем сварки брикетов между собой. Обеспечивается высокая химическая однородность слитков из сплавов циркония на основе магниетермической губки. 4 з.п. ф-лы, 2 табл.
1. Способ получения слитков из сплавов циркония на основе циркониевой магниетермической губки, содержащих легирующие элементы, включающий получение таблеток лигатуры, формирование расходуемых электродов и выплавку слитков, отличающийся тем, что таблетки лигатуры получают смешиванием и прессованием легирующих компонентов в чистом виде, или в виде их соединений, или с добавлением электролитического порошка циркония или циркониевой магниетермической губки, причем осуществляют прессование брикетов из шихты, содержащей цирконийсодержащие материалы в виде циркониевой магниетермической губки, измельченного йодидного циркония и/или оборотов производства циркония, а полученные таблетки лигатуры равномерно распределяют в шихте путем механического перемешивания, при этом формирование расходуемых электродов осуществляют путем сварки брикетов между собой.
2. Способ по п. 1, отличающийся тем, что таблетки лигатуры прессуют с удельным давлением прессования не менее 5000 кг/см2.
3. Способ по п. 1, отличающийся тем, что механическое перемешивание таблеток лигатуры и шихты ведут в механическом смесителе.
4. Способ по п. 1, отличающийся тем, что сварку брикетов между собой осуществляют методом электронно-лучевой сварки.
5. Способ по п. 1, отличающийся тем, что выплавку слитков ведут многократным вакуумно-дуговым переплавом.
| JP 61030637 A, 12.02.1986 | |||
| JP 58161735 A, 26.09.1983 | |||
| US 4164420 A1, 14.08.1979 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ ЦИРКОНИЙ-НИОБИЙ | 2005 |
|
RU2313591C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА НА ОСНОВЕ ГУБЧАТОГО МЕТАЛЛА | 2007 |
|
RU2365464C2 |

