Изобретение относится к монтажу сборочной оснастки и может быть использовано в самолетостроении.
Известен способ монтажа сборочного стапеля с применением эталонного носителя размеров (см. Григорьев В.П., Ганиханов Ш.Ф. Приспособления для узлов и агрегатов самолетов и вертолетов М.: Машиностроение, 1977, УДК 629,725.33-627,45 621 9-(075.8), с. 46, рис. 31), по которому на раме стапеля монтируют вилки с отверстиями под рубильники, устанавливают эталонный носитель размеров в стапель и монтируют рубильники и фиксаторы узлов по эталонному носителю размеров.
Известный способ имеет следующие недостатки:
1. Высокая стоимость и большая металлоемкость эталонного носителя размеров.
2. Невозможность обеспечения достаточной жесткости эталонного носителя размеров при малой строительной высоте агрегата и большой длине, что снижает его точность и увеличивает трудоемкость монтажа стапеля за счет потерь времени на регулирование эталона в пространстве.
3. Трудоемкость монтажа стапеля увеличиваются за счет потерь времени на транспортирование, установку эталонного носителя размеров в стапель и снятие его.
4. Необходимость установки рубильников по эталонному носителю размеров увеличивает трудоемкость монтажа стапеля Это объясняется тем, что обводообразующие поверхности рубильников и эталонного носителя размеров не совпадает из-за погрешности изготовления этих элементов. В результате этого не совпадут отверстия в законцовках рубильников и вилках балок, что приводит к необходимости совместной разделки отверстий в вилках и рубильниках.
Технической задачей, решаемой заявленным изобретением, является сокращение металлоемкости эталонного носителя размеров на 40-50%, трудоемкости его изготовления и монтажа стапеля на 20-25%.
К существенным признакам заявленного изобретения относится то, что крайние рубильники устанавливают с базой на вилки рамы, а эталонный носитель размеров, выполненный в виде отдельных элементов с контуром, соответствующим наружному контуру агрегата, расположенных по дистанциям узлов навески агрегата, выставляют с базой на рубильники, вписывая контур элементов эталонного носителя в контур крайних рубильников по процентным лучам с помощью лазерных средств монтажа. Кроме этого, при монтаже стапелей для сборки агрегатов, имеющих ось вращения, вначале выставляют элементы эталонного носителя с крайними узлами навески агрегата, а затем выставляют промежуточные элементы эталонного носителя размеров, совмещая ось вращения макетных узлов промежуточных элементов эталонного носителя с осью вращения макетных узлов крайних элементов эталонного носителя с помощью лазерных средств монтажа.
На фиг 1 показан общий вид стапеля для сборки закрылка; на фиг 2-сечение А-А на фиг 1; на фиг. 3 сечение Б-Б на фиг 1; на фиг. 4 сечение В-В на фиг. 1.
Способ осуществляется следующим образом.
На инструментальном стенде заливают вилки 1 в стаканы 2 рамы 3 под рубильники 4,5 и под проймы 6.
Устанавливают и фиксируют на вилках 1 рамы крайние рубильники 4. Устанавливают в вилки 1 промежуточные рубильники 5. Выставляют промежуточные рубильники 5 с базой на крайние рубильники 4, вписывая по процентным лучам с помощью лазерных средств монтажа контур промежуточных рубильников 5 контур крайних рубильников 4. После этого в вилках 1 и законцовках промежуточных рубильников 5 разделывают совместно отверстия.
Устанавливают в вилки 1 проймы 6 (элементы эталонного носителя) и выставляют их с базой на крайние рубильники 4, вписывая по процентным лучам с помощью лазерных средств монтажа контур проймы в контур крайних рубильников 4 и фиксируют на вилках 1 путем совместной разделки отверстий в вилках 1 и пройме Б.
По макетным узлам навески агрегата 7, смонтированным на проймах 6, выполняют монтаж фиксаторов навески 8.
При монтаже стапелей для сборки агрегатов, имеющих ось вращения последовательность работ аналогична, описанной выше, за исключением следующих особенностей. После фиксации промежуточных рубильников 5 на вилках 1 рамы 3 устанавливают проймы с крайними для агрегата узлами навески и вписывают их в крайние рубильники 4 и фиксируют на вилках 1. Затем устанавливают проймы - с промежуточными узлами навески агрегата Контур этих пройм также вписывают в контур крайних рубильников@ но кроме этого ось вращения макетных узлов промежуточных пройм@вписывают в ось вращения макетных узлов крайних пройм@с помощью лазерных средств монтажа. После этого проймы фиксируют в вилках 1 и выполняют монтаж фиксаторов узлов навески агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| НАСТИЛ СТАПЕЛЯ | 1991 |
|
RU2097259C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| СПОСОБ КООРДИНАЦИИ УЗЛОВ ПРИ ИХ МОНТАЖЕ ВНУТРИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2021169C1 |
| СМЕСИТЕЛЬ | 1994 |
|
RU2077941C1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |



Изобретение относится к монтажу сборочной оснастки и может быть использовано в самолетостроении. Сущность способа монтажа стапеля для сборки агрегатов преимущественно с линейчатой поверхностью состоит в том, что эталонный носитель размеров в виде элементов 6 с контуром, соответствующим наружному контуру агрегата, вписывают в контур ранее установленных рубильников 4. 1 з.п. ф-лы, 4 ил.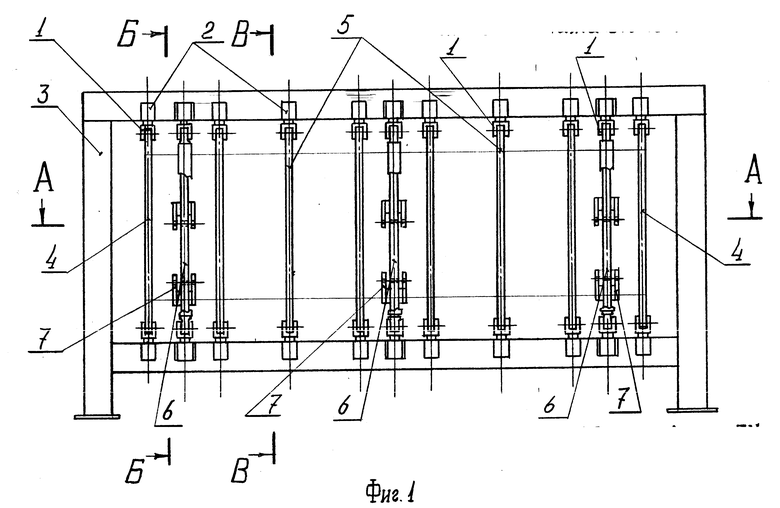
| Григорьев В.П., Ганиханов Ш.Ф | |||
| Приспособления для узлов и агрегатов самолетов и вертолетов | |||
| - М.: Машиностроение, 1977, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
