Изобретение относится к технологии самолетостроения и может быть использовано в других отраслях машиностроения.
Известен способ координации узлов самолета, заключающийся в образовании координатной системы с помощью опорных лазерных лучей, креплении узлов на съемной раме, установки съемной рамы на фиксаторы стапеля и выставлении узлов регулировкой положения съемной рамы с базой на опорные лазерные лучи с помощью целевых знаков рамы.
Известный способ имеет следующие недостатки.
Каждый монтируемый узел необходимо координировать по шести координатам, а это не исключает суммирования погрешностей их взаимного положения, что снижает степень их взаимозаменяемости. Для координирования каждого узла и для сохранения неизменности его положения после координирования во время крепления к агрегату, под узлы необходимо подвести элементы оснастки, которые выполняют указанные функции. Но металлоконструкции, на которых расположены такие элементы оснастки, занимают часть объема внутри агрегата и этим ухудшают подходы к рабочим зонам и проходы внутри агрегата.
Целью изобретения является повышение степени взаимозаменяемости узлов и улучшение условий осуществления способа.
Это достигается тем, что после установки съемной рамы на фиксаторах стапеля ее закрепляют на силовых элементах агрегата, а регулировку положения съемной рамы осуществляют в плоскости, перпендикулярной оси строительной горизонтали, причем съемная рама имеет форму и узлы крепления, соответствующие форме и узлам крепления изделия, устанавливаемого внутри агрегата.
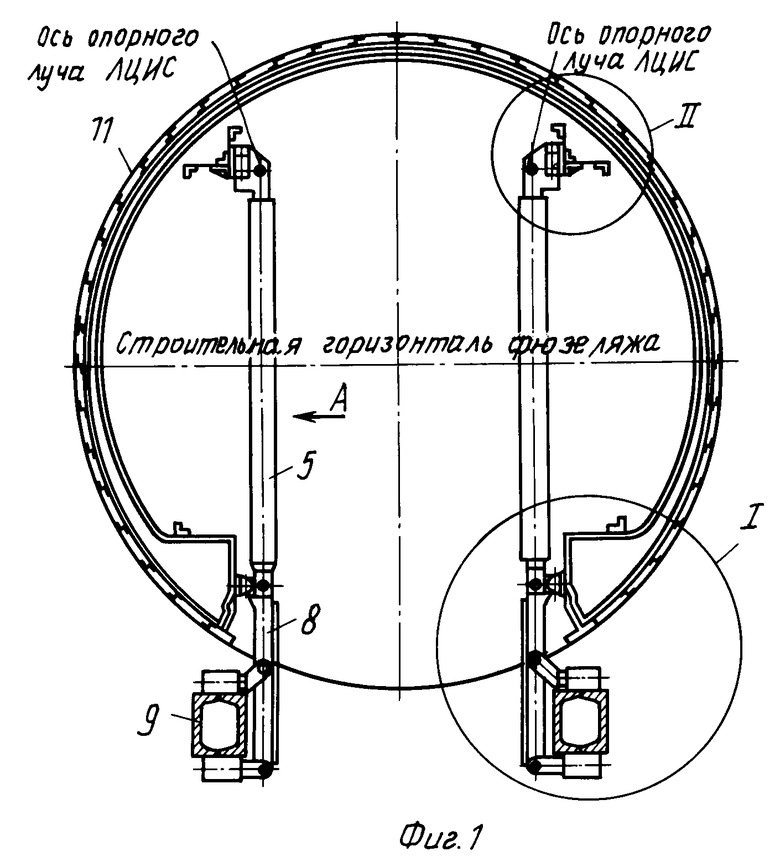
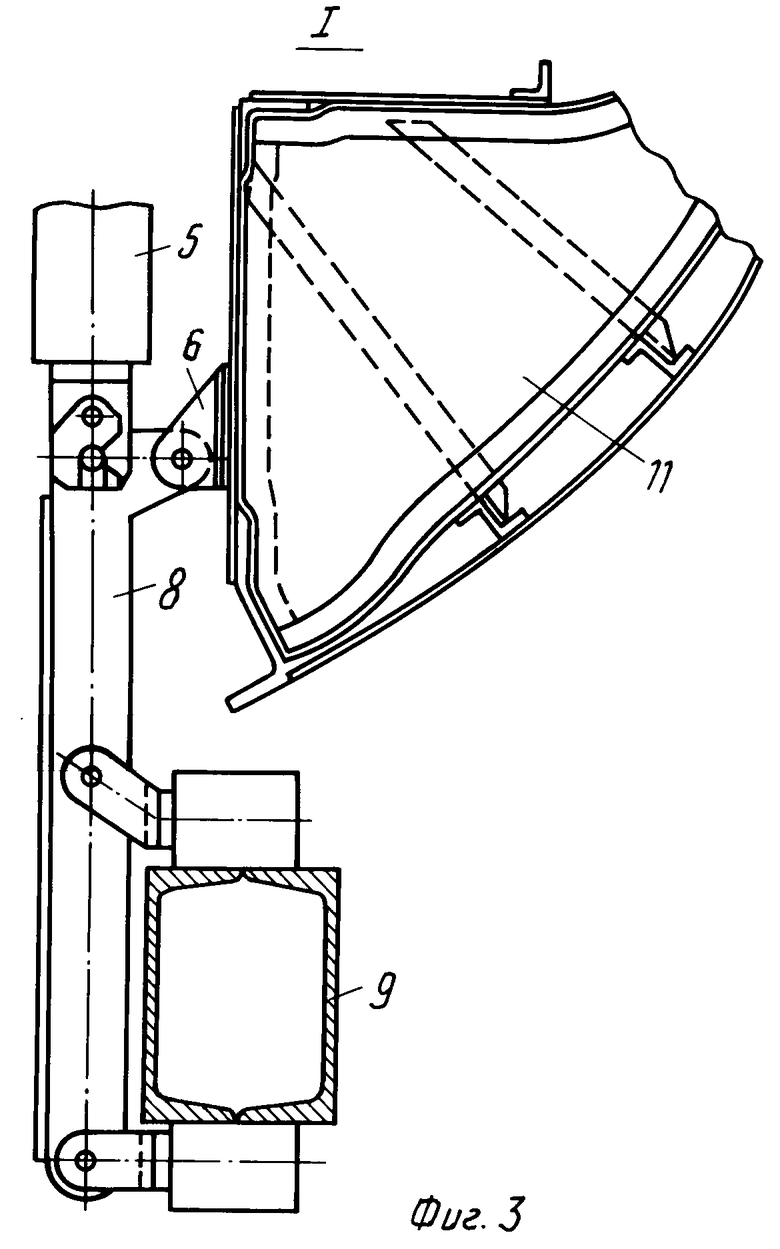
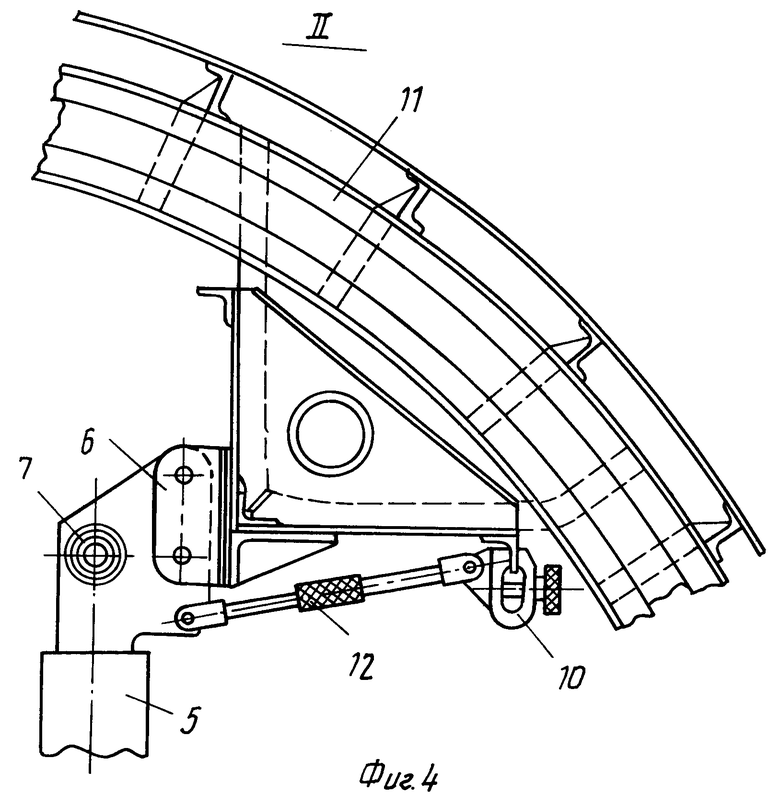
На фиг.1 схематично изображено поперечное сечение агрегата; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3 - узел I на фиг.1; на фиг.4 - узел II на фиг.1.
Способ осуществляется следующим образом.
После включения лазерного излучателя 1, закрепленного на опоре 2, в электрическую сеть и нагрева его, регулируя положение коллиматора излучателя, вписывают ось лазерного луча в ось базового целевого знака 3, установленного на опоре 4. Таким образом формируют опорный луч лазерной центрирующей измерительной системы (ЛЦИС). На съемную раму 5, являющуюся копией изделия, размещенного на монтируемые узлы 6 по взаимному положению узлов,устанавливают узлы 6 и целевые знаки 7. Затем раму 5 с узлами 6 и целевыми знаками 7 устанавливают на фиксаторы 8, закрепленные на каркасе 9 стапеля, а прижимами 10 крепят раму 5 к силовым элементам конструкции агрегата 11. Вращением резьбовых муфт 12 регулируют положение рамы 5, вписывая ось целевых знаков 7 в ось опорного лазерного луча ЛЦИС. После этого измеряют зазор между подошвой узла 6 и агрегатом 11, заполняют зазор прокладкой соответствующей толщины и крепят узел 6 к агрегату.
В предлагаемом способе координирования погрешность взаимного положения монтируемых узлов величина постоянная и равная погрешности фиксаторов, установленных на съемной раме. При этом взаимное положение фиксаторов узлов съемной рамы отстыковано с взаимным положением фиксаторов приспособления для установки узлов навески на изделии, что обеспечивает им равные погрешности и 100%-ную взаимозаменяемость изделий и мест установки их на агрегатах.
В предлагаемом способе поддерживающее устройство выполнено в виде съемной рамы, нижней опорой опирающейся и фиксируемой на фиксаторах стапеля, а верхней стороной закрепляемой непосредственно на агрегате. Это позволяет сделать раму плоской и легкой, она практически не отнимает у исполнителя рабочее пространство внутри агрегата, обеспечивая максимум удобств в выполнении сборочных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1990 |
|
SU1802497A1 |
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| СПОСОБ СБОРКИ ОБЪЕМНЫХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1997 |
|
RU2123965C1 |
| Устройство для контроля положения в пространстве фиксирующих элементов | 1990 |
|
SU1737266A1 |
| НАСТИЛ СТАПЕЛЯ | 1991 |
|
RU2097259C1 |
| УСТАНОВКА ДЛЯ МАНИПУЛИРОВАНИЯ ЧАСТЯМИ ОБЪЕКТА ПРИ ИХ ВЗАИМНОЙ СТЫКОВКЕ | 1998 |
|
RU2158700C2 |
| СТАПЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2265783C1 |
Изобретение относится к технологии самолетостроения и может быть использовано в других отраслях машиностроения. Способ заключается в образовании координатной системы с помощью опорных лазерных лучей, креплении узлов на съемной раме 5, установке съемной рамы 5 на фиксаторах 8 стапеля и закреплении ее на силовых элементах агрегата 11. Выставление узлов осуществляют регулировкой положения съемной рамы 5 в плоскости, перпендикулярной оси строительной горизонтали с базой, на опорные лазерные лучи с помощью целевых знаков рамы 7. Съемная рама 5 имеет форму и узлы крепления, соответствующие форме и узлам крепления изделия, устанавливаемого внутри агрегата 11. 4 ил.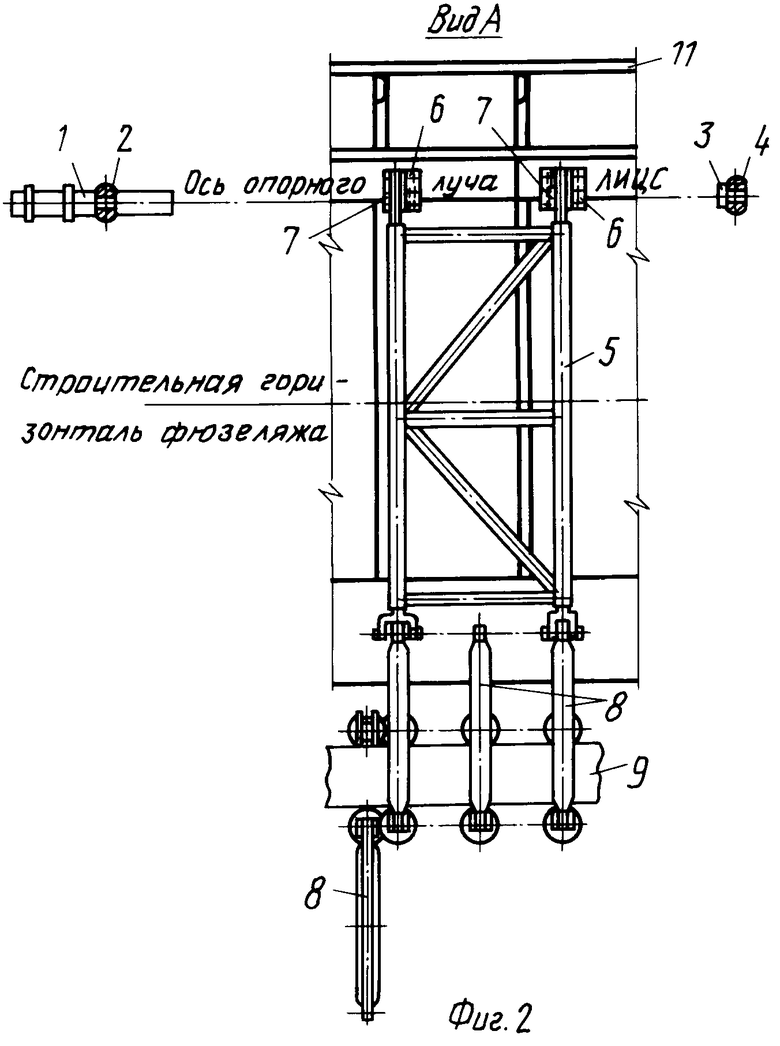
СПОСОБ КООРДИНАЦИИ УЗЛОВ ПРИ ИХ МОНТАЖЕ ВНУТРИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ, заключающийся в образовании координатной системы с помощью опорных лазерных лучей, креплении узлов на съемной раме, установке съемной рамы на фиксаторах стапеля и выставлении узлов регулировкой положения съемной рамы с базой на опорные лазерные лучи с помощью целевых знаков рамы, отличающийся тем, что после установки съемной рамы на фиксаторах стапеля ее закрепляют на силовых элементах агрегата, а регулировку положения съемной рамы осуществляют в плоскости, перпендикулярной оси строительной горизонтали, причем съемная рама имеет форму и узлы крепления, соответствующие форме и узлам крепления изделия, устанавливаемого внутри агрегата.
| Крысин В.Н | |||
| и др | |||
| Технологические процессы формования, намотки и склеивания конструкций | |||
| М.: Машиностроение, 1989, с.185-188, рис.3.15. |
