Изобретение относится к технологии механической обработки труднообрабатываемых непроводящих материалов, таких как конструкционная керамика, и может найти применение в размерной высокоточной обработке керамических деталей в машиностроении, заготовок непроводящих материалов в электронике и т.п.
Известен способ ультразвуковой механической обработки деталей из керамик, в котором на деталь, помещенную в жидкость, локально воздействуют ультразвуковыми колебаниями, возбужденными в жидкости [1].
Недостатком известного способа является то, что минимальный размер получаемых отверстий или ширина образуемых в керамике разрезов, определяемых размером ультразвукового излучателя и длиной волны ультразвука, не могут быть достаточно малыми. Кроме того, получающиеся разрезы в материале имеют большой разброс размеров и низкое качество поверхности (сколы кромок и грубо обработанную поверхность). Поэтому тонкие разрезы, мелкое отверстия, высокие точность и качество получаемой поверхности ультразвуковой обработкой получить невозможно.
Эти недостатки связаны с самим существом способа обработки, в котором разрушение детали происходит в результате схлопывания кавитационных пузырьков, создаваемых ультразвуковым полем в жидкости. В случае использования ультразвука для обработки деталей область возникновения пузырьков имеет неприемлемо большие размеры, поэтому при их схлопывании разрушению подвергается слишком большой участок поверхности детали.
Наиболее близким техническим решением является способ обработки деталей из керамики в прозрачной жидкости импульсным оптическим излучением, сфокусированным на поверхности обрабатываемой непрозрачной керамической детали [2].
Керамика обрабатывается традиционным образом, удаляется материал испарением (или сублимацией, если материал к ней способен). Вода улучшает качество получаемых поверхностей разреза или сверления. Пузырьки пара при этом не только не используются для разрушения поверхности, но и являются помехой процессу обработки, искажая световое поле лазерного пучка. Для устранения этого необходима прокачка воды вдоль обрабатываемой поверхности.
Недостатком этого способа является относительно невысокая скорость разрушения материала в зоне обработки, связанная с тем, что разрушающее действие удара жидкости при схлопывании отдельного пузырька невелико, а частота ударов ограничена, временем роста пузырьков при освещении детали и временем их схлопывания в паузах и не может быть существенно увеличена.
Техническим результатом предложенного способа является увеличение скорости оптикокавитационной обработки керамики.
Технический результат достигается тем, что в способе оптикоабразивной обработки керамики путем воздействия импульсным оптическим излучением, сфокусированным на поверхности керамической детали, помещенной в прозрачную рабочую жидкость, в жидкость вводят абразивную добавку в виде мелких твердых частиц с размерами в поперечнике не более диаметра пятна сфокусированного излучения. Абразивные частицы должны быть из прозрачного материала с коэффициентом преломления, близким к коэффициенту преломления жидкости.
Кроме того, абразивная добавка может содержаться не во всем объеме рабочей жидкости, а лишь в зоне обработки керамики, непрерывно подаваясь в нее по мере выполнения технологического процесса, причем рабочая жидкость пропускается потоком вдоль детали.
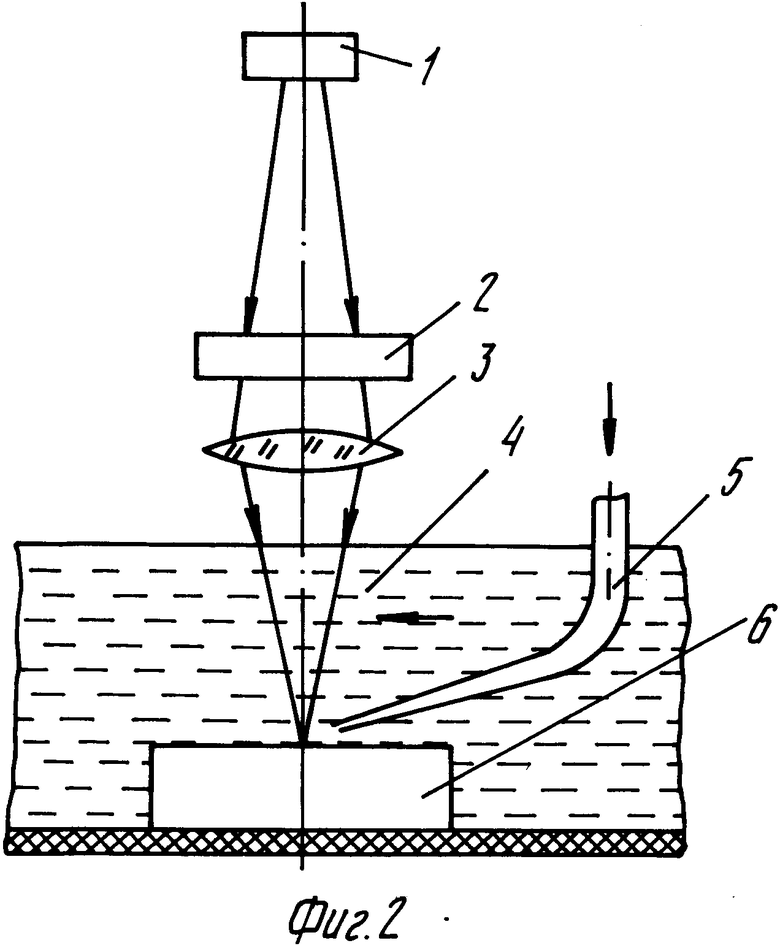
На фиг. 1 и 2 изображены схемы осуществления способа оптикоабразивной обработки керамик.
На схеме показаны источник излучения 1, прерыватель 2, собирающая линза 3, прозрачная жидкость 4, сосуд 5, обрабатываемая непрозрачная деталь 6, взвесь мелких абразивных частиц 7 (размер их на фиг. сильно преувеличен для наглядности).
На фиг. 2 изображена схема оптикоабразивной обработки керамик в проточной жидкости. На схеме отмечен источник излучения 1, прерыватель 2, собирающая линза 3, поток жидкости 4, капилляр 5 для подачи взвеси абразива в зону обработки и деталь 6.
Способ оптикоабразивной обработки керамик осуществляется следующим образом.
Излучение от источника 1, промодулированное с помощью прерывателя 2, собирается линзой 3 в фокус, расположенный на поверхности детали 6.
Сфокусированный поток оптического излучения при достаточно большой энергии (поток энергии в фокусе составляет до 106 Вт/см2) вызывает обработку кавитационных пузырьков, вследствие локального нагрева керамики, а от нее - жидкости. В паузах между импульсами излучения пузырьки схлопываются, воздействуя на керамику именно в месте расположения фокуса излучения. Введенная в рабочую жидкость абразивная добавка резко увеличивает разрушающее керамику действие кавитационных пузырьков. Максимальное повышение скорости обработки вследствие применения абразивной добавки составляет около двух порядков величины при оптимальной концентрации добавки, которая определяется механическими и оптическими свойствами жидкости и материала абразива, а также размером абразивных частиц. При этом абразивная добавка должна состоять из прозрачного материала с коэффициентом преломления, близким к коэффициенту преломления жидкости, для того чтобы не нарушалась значительным образом фокусировка оптического излучения на поверхности керамики. Для примера, приемлемым сочетанием является вода как рабочая жидкость и кварцевый песок в качестве абразива. Оптимальная концентрация абразива составляет около 10 - 15% по объему. Средний размер частиц абразива должен быть порядка 0,3 от диаметра пятна излучения на обрабатываемой детали или меньше.
В другом варианте способа, показанном на фиг. 2 прозрачная жидкость 4 пропускается потоком вдоль детали 6, а в зону обработки, т. е. в область фокусировки оптического излучения непрерывно подается через капилляр 5 та же жидкость, несущая взвесь прозрачных абразивных частиц.
Использование предлагаемого способа оптикоабразивной обработки керамики позволяет увеличить скорость обработки приблизительно на 2 порядка величины, сохранив практически неизменной прецизионность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИКОКАВИТАЦИОННОЙ ОБРАБОТКИ КЕРАМИКИ | 1993 |
|
RU2072302C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОРАЗРЯДНОЙ ОБРАБОТКИ НЕПРОВОДЯЩИХ МАТЕРИАЛОВ | 1996 |
|
RU2095205C1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОЭРОЗИОННОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДИЭЛЕКТРИКОВ | 1996 |
|
RU2096142C1 |
| ИНДУКЦИОННЫЙ ДАТЧИК КОНТРОЛЯ ТОЛЩИНЫ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 1996 |
|
RU2112919C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ДИЭЛЕКТРИКОВ | 1992 |
|
RU2024367C1 |
| Способ кавитационного удаления заусенцев с малогабаритных деталей | 2018 |
|
RU2689244C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 1996 |
|
RU2095463C1 |
| РЕГЕНЕРИРУЕМЫЙ САЖЕВЫЙ ФИЛЬТР ВЫХЛОПНЫХ ГАЗОВ | 1994 |
|
RU2075603C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОГО УПРОЧНЕНИЯ РЕЖУЩИХ КРОМОК ПЛАСТИНЧАТОГО ИНСТРУМЕНТА | 1996 |
|
RU2104136C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2169793C1 |
Изобретение относится к технологии механической обработки труднообрабатываемых непроводящих материалов, например таких, как конструкционная керамика, и может найти применение в размерной высокоточной обработке керамики в машиностроении и электронике. Способ оптикоабразивной обработки керамики позволяет увеличить скорость обработки за счет введения абразивной добавки в прозрачную рабочую жидкость, в которую помещают деталь, и воздействуют на несфокусированным оптическим излучением. Абразивный материал должен иметь коэффициент преломления, близкий к коэффициенту преломления жидкости. В другом варианте способа абразивная добавка вводится непосредственно в зону обработки, а рабочая жидкость пропускается потоком вдоль детали. 1 з.п. ф-лы, 2 ил.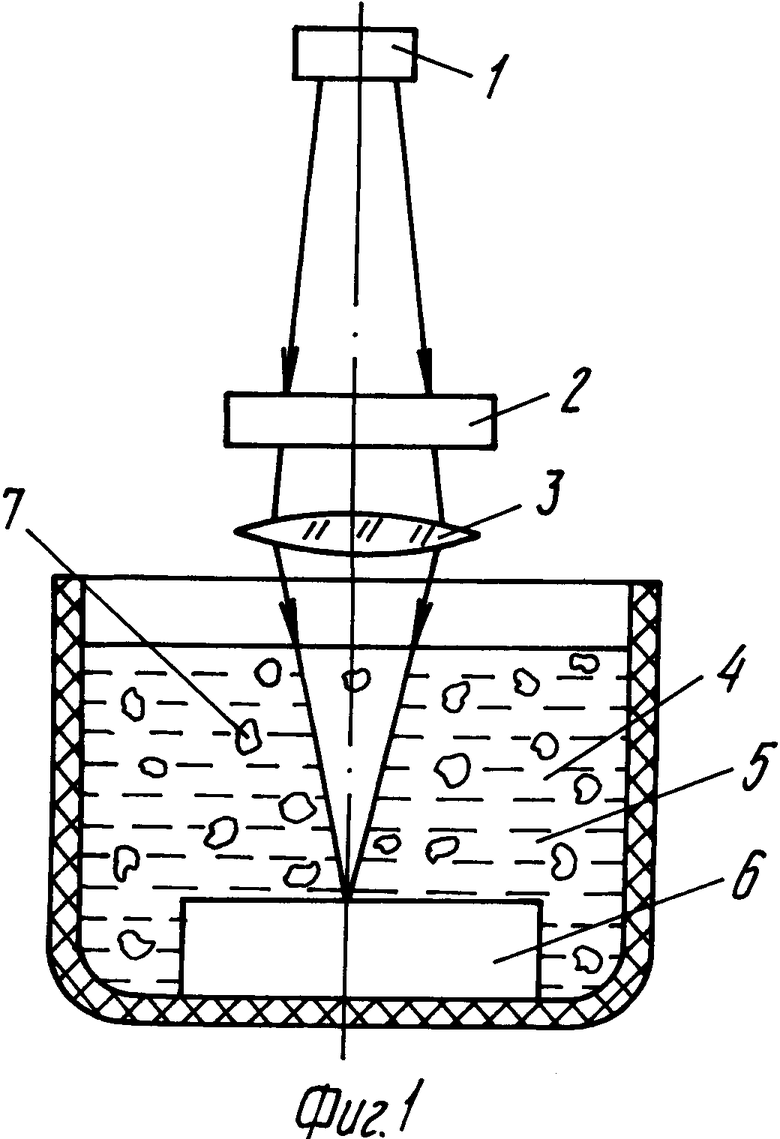
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Марков А.И | |||
| Ультразвуковое резание труднообрабатываемых материалов | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Morita Noboru, Ishida Shuichi, Fujimori Yasutomo, Ishikawa Ken | |||
| Pulsedlaser procossirg of ceramics in water | |||
| Appl | |||
| Phys | |||
| Lett | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
