Изобретение относится к черной металлургии, точнее к производству анизотропной стали с ориентированной структурой, используемой для изготовления трансформаторов.
Известно, что комплекс магнитных свойств анизотропной стали во многом определяется степенью совершенства ребровой текстуры, которая формируется при вторичной рекристаллизации, реализующейся в температурном интервале 870-950oC. Основным условием успешного развития вторичной рекристаллизации является подавление нормального роста зерен включениями второй фазы (главным образом, сульфиды и селениды марганца, нитриды алюминия или их комбинация) (см. Б.В.Молотилов, А.К.Петров и др. Сера в электротехнических сталях. - М.: Металлургия, 1973).
Стабилизация структуры матрицы вторичной рекристаллизации является гарантией получения высоких магнитных свойств (Цырлин М.Б. Влияние серы на магнитные свойства электротехнических сталей (автореферат кандидатской диссертации), Днепропетровск, 1969).
Установлено, что для роста наиболее совершенных ребровых зерен в ходе вторичной рекристаллизации в матрице необходимо навести текстурный контраст таким образом, чтобы в отдельных зонах создать благоприятную текстурную ситуацию между поглощающими ребровыми зернами и поглощаемыми с октаэдрической ориентировкой. Благоприятная текстурная ситуация создается, как правило, в подповерхностной зоне, удаленной от поверхности на 5-15%. (Цырлин М.Б. Принципы и методы модифицирования и управления структурой электротехнических сталей (автореферат докторской диссертации), Москва, 1977).
При сульфидном и селеновом вариантах технологии текстурный контраст наследуется от горячекатаного подката, в сульфонитридном - приобретается в ходе холодной прокатки с большой степенью деформации, в нитридной - формируется при регулируемом нагреве металла в ходе первичной рекристаллизации ( см. а. с. N 198376, C 21 D 1/26, 28.06.1967).
При всех широкораспространенных вариантах производства анизотропной стали предпосылки для гарантированного развития вторичной рекристаллизации создаются при горячей прокатке (высокотемпературный нагрев слябов, строго регулируемый режим горячей прокатки и этап охлаждения металла после отжига горячекатаного подката) или специальном отжиге подката, что значительно усложняет и удорожает процесс.
Наиболее близким аналогом является известный способ производства анизотропной электротехнической стали, включающий выплавку стали, горячую прокатку слябов, одно- или двухкратную холодную прокатку, обезуглероживающий отжиг, высокотемпературный и выпрямляющий отжиги (см. а.с. N 1275053 A1, МПК 7 C 21 D 8/12, 07.12.1986).
Техническим результатом изобретения является улучшение магнитных свойств.
Для достижения технического результата в известном способе производства анизотропной электротехнической стали, включающем выплавку стали, горячую прокатку слябов, одно- или двухкратную холодную прокатку, обезуглероживающий, высокотемпературный и выпрямляющий отжиги, выплавляют сталь, содержащую мас. %: кремния 2,8-4,0, марганца 0,05-0,3, углерода 0,01-0,06, алюминия 0,01-0,04, серу менее 0,025, азота 0,04-0,01, остальное железо и неизбежные примеси, технологические параметры до высокотемпературного отжига выбирают таким образом, чтобы сформировать структурный контраст по толщине полосы, при котором средний размер зерен в центральной зоне, составляющей 65-75% толщины листа, превышает средний размер зерен в поверхностных зонах, составляющих 8-17% с каждой стороны в 1,3-2,5 раза.
Для измельчения зерна в поверхностном слое осуществляют азотирование поверхностных зон полосы в процессе обезуглероживающего отжига. В процессе обезуглероживающего отжига после завершения процесса удаления углерода и азотирования поверхностных зон осуществляют увеличение температуры отжига на 30-60oC для укрупнения размера зерна в центральной зоне.
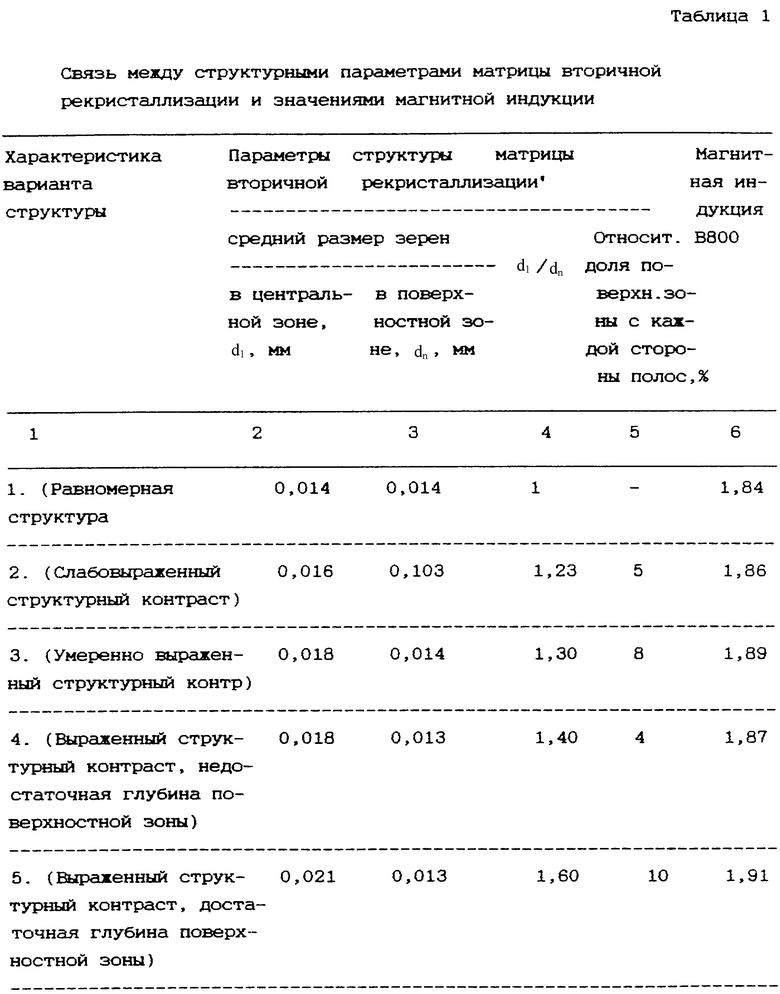
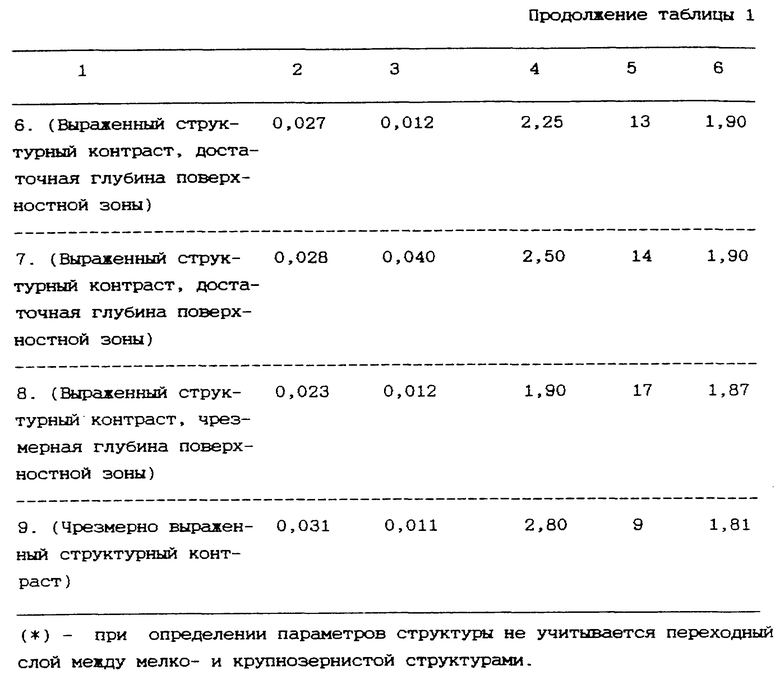
Проведенные исследования показали, что получению совершенной структуры и высоких магнитных свойств способствует также структурный контраст матрицы перед началом вторичной рекристаллизации. Исследования выполнены на металле нитридного варианта, технология которого включала выплавку стали в кислородных конверторах, непрерывную разливку, горячую прокатку после низкотемпературного нагрева слябов, двухкратную холодную прокатку с промежуточным обезуглероживающим отжигом, нанесением магнезиального покрытия, высокотемпературный и выпрямляющий отжиги. Перед высокотемпературным отжигом отбирали образцы для последующего исследования структуры матрицы перед вторичной рекристаллизацией. Количественному структурному анализу подвергали образцы полос, характеризующиеся разными текстурно-чувствительными свойствами (главным образом, магнитной индукцией В800, тесно коррелирующей со степенью совершенства текстуры). Образцы, отобранные перед высокотемпературным отжигом подвергали градиентному отжигу в интервале температур 800-1000oC и затем определяли изменение размеров зерен матрицы непосредственно перед фронтом вторичной рекристаллизации.
Результаты исследований представлены в таблице N 1, из данных которой следует, что значения В800 возрастают, а следовательно, и усиливается текстура в готовой стали при условии, если перед началом вторичной рекристаллизации в центральных зонах полос достигается укрупнение структуры, а в поверхностных зонах рост зерен заторможен. Для получения максимального эффекта объем поверхностной зоны необходимо поддерживать в пределах 10-20% с каждой стороны, а отношение средних размеров зерен в центральной зоне к средним размерам зерен в поверхностной зоне необходимо ограничить в пределах 1,3-2,5. В подобной ситуации зарождение вторичных зерен смещается к поверхностной зоне, текстурная ситуация в которой предпочтительнее, чем в центральной [5].
Вероятно, соотношение размеров зерен в поверхностной и центральной зонах, равно как и выраженность поверхностной мелкозернистой зоны, определяется структурой литого металла, точнее соотношением зон транскристаллизации и равноосной структуры, и недостаточно надежно регулируется. По этой причине попытки реализовать возможности описанного выше эффекта в рамках действующей технологии не привели к однозначным положительным результатам. Поэтому были поставлены работы по перестройке всего технологического процесса, результаты которых изложены ниже.
Металл для выполнения исследований выплавляли в кислородных конверторах (состав стали: C - 0,048%, Mn - 0,09%, Si - 3,1%, Al - 0,018%, N2 - 0,006%, S - 0,015%, остальное - железо и неизбежные примеси). Разливку осуществляли на машинах непрерывного литья (толщина слябов 200-250 мм). Слябы нагревали в печах с шагающими балками до температуры 1200oC и прокатывали на толщину 2,0-2,5 мм на непрерывном широкополосном стане горячей прокатки (температура завершения горячей прокатки составляла 880-950oC, температура смотки полос 550-680oC). Далее металл подвергали однократной холодной прокатке на толщину 0,30 мм, обезуглероживающему, высокотемпературному и выпрямляющему отжигам.
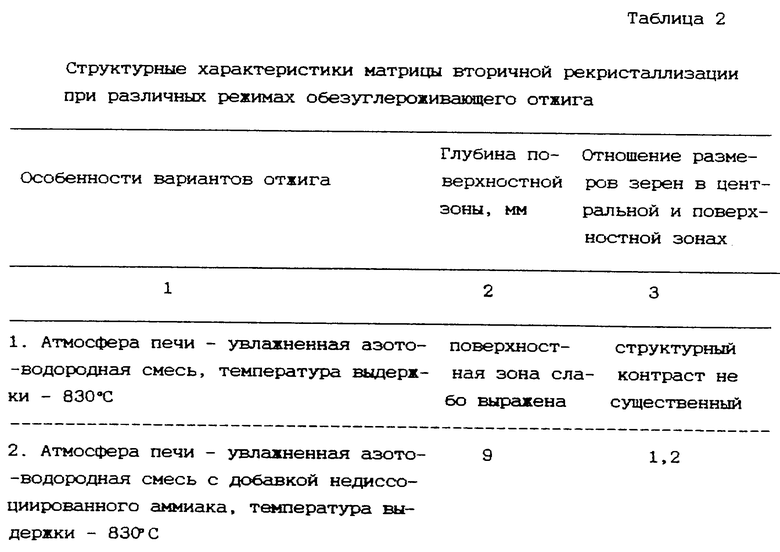
С целью сдерживания роста зерен в поверхностном слое полос обезуглероживающий отжиг проводили в увлажненной азото-водородной атмосфере с добавками неразложившегося аммиака.
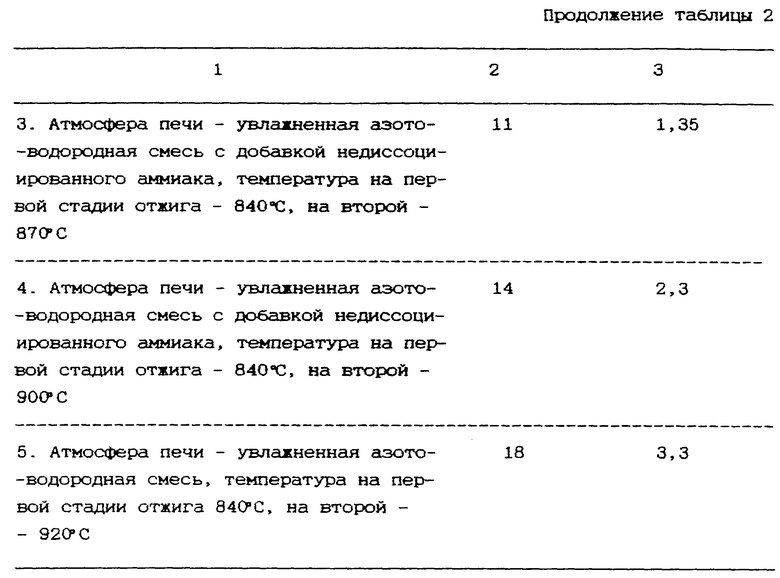
Для стимулирования роста зерен в центральных участках полос на части металла изменяли режимы обезуглероживающего отжига, а именно: после завершения процесса удаления углерода и насыщения поверхностных слоев азотом, реализующихся при температурах 800-850oC, температуру отжига увеличивают до 870-900oC.
Из данных, приведенных в таблице 2, иллюстрирующей полученные результаты, следует, что оба используемых приема эффективно способствуют созданию структурного контраста по толщине полос за счет эффективного сдерживания собирательной рекристаллизации в поверхностных слоях. Особенно эффективно совмещение обоих приемов.
Пример 1
Металл (C - 0,047%, Si - 3,03%, Mn - 0,10%, S - 0,012%, Al - 0,019%, N2 - 0,007%, остальное - железо и примеси) прокатывали после нагрева до 1200oC на полосы толщиной 2,5 мм. Горячекатаные полосы подвергали нормализующей термообработке (нагрев до 950oC, выдержка в течение 2 минут), холодной прокатке на толщину 0,30 мм, обезуглероживающему отжигу в увлажненной смеси азота, водорода и недиссоциированного аммиака по режиму нагрева до температуры 820oC, выдержка 3 минуты, нагрев до температуры 890oC, выдержка 1 минута, нанесение магнезиального покрытия, высокотемпературный отжиг с выдержкой при 1150oC в течение 10 часов. Готовый металл характеризовался следующими магнитными свойствами: Р1,5/50 - 0,76 Вт/кг, Р1,7/50 - 1,01 Вт/кг, В800 = 1,91 Тл, В2500 = 1,99 Тл.
Пример 2
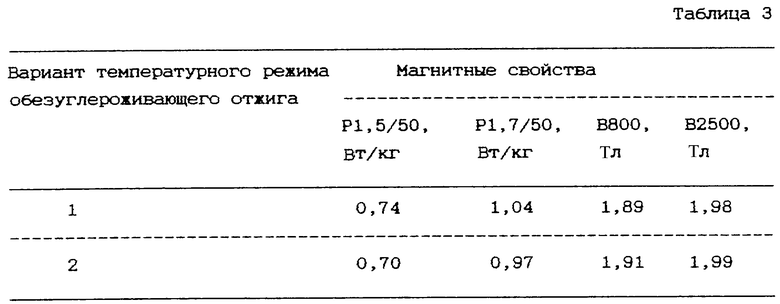
Металл (C - 0,05%, Si - 3,11%, Mn - 0,09%, S - 0,014%, Al - 0,017%, N2 - 0,007%, остальное - железо и примеси) нагревали перед горячей прокаткой до 1200oC, прокатывали на полосы толщиной 2,2 (температура конца горячей прокатки 920oC, температура смотки 580-650oC). Горячекатаные полосы подвергали травлению, однократной прокатке на толщину 0,27 мм, обезуглероживающему отжигу в увлажненной смеси азота, водорода и недиссоциированного аммиака. Затем следовали нанесение магнезиального покрытия, высокотемпературный отжиг при температуре 1150oC с выдержкой в течение 10 часов. Температурный режим обезуглероживающего отжига на части полос осуществлялся при температуре 840oC (режим 1), на части - на завершающей стадии температура увеличивалась до 900oC (режим 2). Таблица 3 иллюстрирует различия в магнитных свойствах стали, отожженной по разным режимам.
Структурные исследования подтвердили ранее описанные закономерности. В полосах, отожженных по режиму 2, различия в размерах зерен в центральных и поверхностных объемах перед фронтом вторичной рекристаллизации, как правило, более существенно, чем в полосах, отожженных по режиму 1, что является причиной различий в степени совершенствования текстуры и магнитных свойств.
Наблюдается также тенденция к улучшению магнитных свойств при увеличении температуры смотки горячекатаных полос. Разница в потерях Р1,7/50 полос, смотанных при полярных значениях (580 и 650oC), составляет 0,03 Вт/кг.
Таким образом, экспериментально подтверждена эффективность как самого факта необходимости создания структурного контраста по толщине полос, так и предложенных приемов создания структурного контраста - стабилизации структуры в поверхностной зоне за счет азотирования, так и стимулирования собирательной рекристаллизации в центральной зоне за счет увеличения температуры на завершающей стадии обезуглероживающего отжига, когда еще не достигается выравнивание концентрации азота по толщине полос.
Изобретение относится к черной металлургии и может быть использовано при производстве электротехнических сталей. Техническим результатом изобретения является улучшение магнитных свойств. Сущность изобретения состоит в настройке параметров технологии таким образом, чтобы в структуре матрицы перед началом вторичной рекристаллизации при высокотемпературном отжиге сформировать структурный контраст по толщине полос, при котором средний размер зерен в центральной зоне превышал средний размер зерен в подверхностных областях в 1,3-1,5 раза. 2 з.п. ф-лы, 3 табл.
Кремний - 2,8 - 4,0
Марганец - 0,05 - 0,3
Углерод - 0,01 - 0,06
Алюминий - 0,01 - 0,04
Сера - Менее 0,025
Азот - 0,004 - 0,01
Железо и неизбежные примеси - Остальное
технологические параметры до высокотемпературного отжига выбирают таким образом, чтобы сформировать структурный контраст по толщине полосы, при котором средний размер зерен в центральной зоне, составляющей 65 - 75% толщины листа, превышает средний размер зерен в поверхностных зонах, составляющих 8 - 17% с каждой стороны, в 1,3 - 2,5 раза.
| Способ производства холоднокатаной анизотропной электротехнической стали | 1985 |
|
SU1275053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ ЛЕНТЫ ИЗ ЖЕЛЕЗОКРЕМНИСТЫХ СПЛАВОВ | 0 |
|
SU198376A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2095433C1 |
| Способ производства холоднокатаной электротехнической стали | 1981 |
|
SU996474A1 |
| Способ производства анизотропной электротехнической стали | 1984 |
|
SU1219659A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2135606C1 |
