Настоящее изобретение относится к сплавам железа и кобальта, в частности к сплавам с содержанием порядка 10 - 35% Со, а также к чистому железу и сплавам железа и кремния с содержанием 3% Si. Эти материалы используются для создания магнитных деталей, таких как сердечники трансформаторов, особенно для самолетов.
Низкочастотные трансформаторы (≤ 1 кГц) на борту самолета состоят в основном из магнитного сердечника из мягкого магнитного материала, ламинированного, шихтованного или ленточного в соответствии с конструктивными ограничениями, а также первичной и вторичной обмотками (медь). Токи первичной обмотки изменяются во времени, периодически, но не обязательно чисто синусоидально, что принципиально не меняет требования к трансформатору.
Ограничений на эти трансформаторы несколько.
Они должны иметь объём и/или массу (как правило, оба тесно связаны), которые малы насколько возможно, так чтобы объёмная или массовая удельная мощности была как можно выше. Чем ниже рабочая частота, тем больше должно быть сечение магнитного ярма и объём (а значит и масса) этого ярма, что усугубляет интерес к его миниатюризации для низкочастотных применений. Поскольку основная частота очень часто является заданной, это равносильно получению максимально возможного рабочего магнитного потока или, если подаваемая электрическая энергия является заданной, максимальному уменьшению проходного сечения магнитного потока (и, следовательно, массы материалов), чтобы дополнительно увеличить массовую мощность за счёт уменьшения массы на борту.
Они должны иметь достаточную долговечность (не менее 10 - 20 лет в зависимости от применения), чтобы сделать их рентабельными. Поэтому следует учитывать тёпловой режим работы с учётом старения трансформатора. Обычно требуется минимальный срок службы 100000 ч при 200°C.
Трансформатор должен работать от сети с источником с синусоидальной частотной с амплитудой выходного среднеквадратичного напряжения, которая может изменяться во времени на 60% от одного момента до другого и, в частности, при включении трансформатора или когда внезапно включается электромагнитный привод. Это имеет следствием и посредством наводок броски тока, в первичной обмотке трансформатора по нелинейного кривой намагничивания магнитного сердечника. Элементы трансформатора (изоляторы и электронные компоненты) должны выдерживать без повреждения значительные изменения этих бросков тока, так называемого «эффекта броска тока намагничивания».
Этот эффект броска тока намагничивания может быть определён количественно «коэффициентом отстройки» (In), который рассчитывается по формуле In = 2.Bt + Br - Bsat, где Bt - номинальная рабочая индукция магнитного сердечника трансформатора, Bsat - индукция насыщения сердечника, и Br его остаточная индукция.
Шум, излучаемый трансформатором из-за электромагнитных сил и магнитострикции, должен быть достаточно низким, чтобы соответствовать действующим стандартам или соответствовать требованиям пользователей и персонала, находящегося вблизи трансформатора. Все чаще пилоты и вторые пилоты хотят иметь возможность общаться напрямую, без использования наушников.
Тёплоотдача трансформатора также очень важна, поскольку она определяет как внутреннюю рабочую температуру, так и тепловые потоки, которые необходимо удалить, например, с помощью масляной бани, окружающей обмотки и ярмо, и которая связана с масляными насосами соответственно. Источниками тёпловой энергии в основном являются джоулевыми потерями в первичной и вторичной обмотках и магнитными потерями от изменений магнитного потока во времени и в магнитном материале. В промышленной практике объёмная тёпловая мощность, подлежащая съёму, ограничена определённым пороговым значением, определяемым размером и мощностью масляных насосов, и внутренней рабочей предельной температурой трансформатора.
Наконец, стоимость трансформатора должна быть как можно ниже, чтобы обеспечить наилучший технико-экономический компромисс между стоимостью материалов, разработкой, изготовлением и обслуживанием и оптимизацией удельной электрической мощности (массы или объёма) устройства, с учётом тёплового режима трансформатора.
В общем, преимущественно следует находить максимальную возможную массовую/объёмную удельную мощность. Критерии, которые следует учитывать, в основном представляют собой намагниченность насыщения Js и магнитную индукцию при 800 А/м B800.
В настоящее время используются две технологии изготовления бортовых низкочастотных трансформаторов.
Согласно первому из этих способов (называемым «ленточным сердечником») трансформатор включает ленточный магнитопровод, когда источник питания является однофазным. Когда источник питания является трёхфазным, структура сердечника трансформатора состоит из двух тороидальных сердечников первого смежного типа и окружена третьим ленточным тороидом, образующим «восьмерку» вокруг двух предыдущих тороидальных сердечников. На практике эта форма требует небольшой толщины магнитного листа (обычно 0,1 мм). Фактически, эта технология используется только тогда, когда частота источника требует, с учётом индукционных токов, использования полос этой толщины, т.е. обычно для частот в несколько сотен Гц.
Согласно второй из этих технологий (так называемый «штампованный и пакетированный сердечник») используется шихтованный магнитопровод, независимо от толщины магнитных листов. Поэтому эта технология пригодна для любой частоты ниже нескольких кГц. Однако особое внимание следует уделять снятию заусенцев, соединению, выравниванию электрической изоляции листов, чтобы уменьшить паразитные воздушные зазоры (и, таким образом, оптимизировать кажущуюся мощность) и ограничить токи, индуцируемые между листами.
В любой из этих технологий на бортовых силовых трансформаторах используется мягкий магнитный материал с высокой проницаемостью, независимо от предусматриваемой толщины полосы. Два семейства этих материалов имеют толщину 0,35 - 0,1 мм или даже 0,05 мм и чётко отличаются своим химическим составом:
- сплавы Fe-3% Si (составы сплавов приведены по всему тексту в % масс.), чья хрупкость и электросопротивление в основном контролируются содержанием Si; в которых значения магнитных потерь представлены от очень низких (нетекстурированные сплавы N.O.) до низких (O.G. текстурированные сплавы), их намагниченность насыщения Js высока (порядка 2 T), а их стоимость очень умеренная; Существует два подсемейства Fe-3% Si, используемых для одной или другой технологии сердечника бортовых трансформаторов:
Fe-3% Si текстурированные (O.G.), используют для структур бортовых трансформаторов «ленточного» типа: где их высокая проницаемость (B800 = 1,8-1,9 T) связана с их очень выраженной {110}<001> текстурой; эти сплавы имеют то преимущество, что они являются недорогими, простыми при сборке и имеют высокую проницаемость, но их насыщение ограничено 2 Т, и они имеют очень выраженную нелинейность кривой намагничивания, которая может вызвать очень значительные гармоники;
(N.О.) нетекстурированные Fe-3% Si, используют для структур «штампованного и пакетированного сердечника» бортовых трансформаторов; в которых проницаемость снижается, а намагниченность насыщения аналогична намагничиванию O.G.;
- сплавы Fe-48% Co-2% V, чья хрупкость и электросопротивление в основном определяются ванадием; их высокая магнитная проницаемость обусловлена не только физическими характеристиками (низкий K1), но и охлаждением после окончательного отжига, который обеспечивает K1 с очень низким значением; однако из-за их хрупкости эти сплавы должны формоваться в упрочнённом состоянии (путём резки, штамповки, изгиба ...), и материал затем отжигают на последней стадии только после формирования окончательной формы детали (ротор или статор вращающейся машины, профиль E или I трансформатора); кроме того, из-за присутствия V состав атмосферы отжига должен тщательно контролироваться, чтобы избежать окисления; наконец, цена этого материала, очень высокая (в 20 - 50 раз больше, чем Fe-3% Si - O.G.), обусловленная присутствием Co и примерно пропорциональна содержанию Co; однако сплавы Fe-Co с более низким содержанием Co (обычно 18 или 27%) также существуют и имеют преимущество в том, что они дешевле предыдущих, поскольку они содержат меньше Co, обеспечивая при этом намагниченность насыщения, которая является такой же подходящей, или в некоторых случаях даже немного выше, чем у предыдущего сплава FeCo48V2; однако их магнитная проницаемость и магнитные потери значительно выше, чем у эквиатомных сплавов FeCo.
Только эти два семейства материалов с высокой проницаемостью в настоящее время используются в бортовых силовых трансформаторах.
За исключением эквиатомного сплава FeCo, материалы с высоким магнитным насыщением (чистое Fe, Fe-Si или Fe-Co с менее 40% Co) имеют магнитокристаллическую анизотропию в несколько десятков кДж/м3, что не позволяет им иметь высокую проницаемость в случае случайного распределения конечных кристаллографических ориентировок. В случае магнитных пластин с менее 48% Со для среднечастотных бортовых трансформаторов давно известно, что шансы на успех обязательно зависят от тонкой текстуры, характеризующейся тем, что в каждом зерне ось <100> очень близка к направлению прокатки. Примером может служить так называемая текстура «Госса» {110}<001>, полученная в Fe-Si вторичной рекристаллизацией. Однако согласно этим стандартным работам лист не должен содержать кобальта.
Совсем недавно в US 3.881.967 было показано, что высокая проницаемость также может быть получена с добавками 4 - 6% Co и 1 - 1,5% Si, а также с использованием вторичной рекристаллизации: B800 ≈ 1,98 T, то есть прирост 0,02 Т /% Со при 800 А/м по сравнению с лучшими современными Fe 3% Si O.G. листами (B10 ≈ 1,90 Т). Однако ясно, что увеличение только на 4% B800 недостаточно, чтобы значительно снизить массу трансформатора. Для сравнения, сплав Fe-48% Co-2% V, оптимизированный для трансформатора, имеет B800 около 2,15 T ± 0,05 Т, что позволяет увеличить магнитный поток при 800 А/м для того же сечения ярма на 13% ± 3%, около 15% при 2500 А/м и около 16% при 5000 А/м.
Наличие крупных зерён в Fe 3% Si-O.G. из-за вторичной рекристаллизации, а также очень малая разориентация между кристаллами, обеспечивают B800, равную 1,9 Т, в сочетании с наличием коэффициента магнитострикции λ100, который весьма очевидно больше 0. Это делает этот материал очень чувствительным к монтажным и эксплуатационным ограничениям, которые возвращают B800 Fe 3% Si OG обратно в промышленную практику, работающий в бортовом трансформаторе, при около 1,8 Т. Это также относится к сплавам US-A-3 881 967. Кроме того, Fe-48% Co-2% V имеет коэффициенты магнитострикции по амплитуде даже в 4 - 5 раз выше, чем Fe-3% Si, случайное распределение кристаллографических ориентировок и небольшой средний размер зерна (несколько десятков микрон), что делает его очень чувствительным к незначительным ограничениям, в частности тем, которые вызывают очень сильные вариации характеристик намагниченности J(H) и, следовательно, также B(H). Эти вариации имеют тенденцию к улучшению, когда ограничение является однонаправленным и растягивающим, в то время как они имеют тенденцию к ухудшению, когда ограничение является однонаправленным и сжимающим.
При работе, из-за увеличения намагниченности и индукции насыщения, необходимо учитывать, что замена Fe 3% Si O.G. на Fe-48% Co-2% V приводит к увеличению при постоянном сечении магнитного потока бортового трансформатора порядка 20 - 25% для рабочих амплитуд поля 800 - 5000 А/м, то есть около 0,5% увеличения магнитного потока на % Co. Сплав US-A-3.881.967 позволяет увеличить магнитный поток на 1% на 1% Co, но, как указано, это общее увеличение (4%) считается слишком недостаточным, чтобы оправдать разработку этого материала.
Кроме того, было предложено, в частности, в документе US-A-3.843.424, использовать сплав Fe-5-35% Co, имеющий менее 2% Cr и менее 3% Si и имеющий текстуру Госса, полученную первичной рекристаллизацией и с нормальным ростом зерна. Композиции Fe-27% Co-0,6% Cr или Fe-18% Co-0,6% Cr приводятся в качестве возможного достижения 2,08 Т при 800 А/м и 2,3 Т при 8000 А/м. В работе и по сравнению с листом Fe-3% Si-O.G., работающим при 1,8 Т при 800 А/м, и при 1,95 Т при 5000 А/м, эти значения позволят увеличить магнитный поток при заданном сечении ярма на 15% при 800 А/м и на 18% при 5000 А/м и, следовательно, соответственно уменьшить объём или массу трансформатора. Таким образом, было предложено несколько композиций и способов получения сплавов Fe- с низким содержанием Co (с возможными добавками легирующих элементов), что в целом позволяет получить магнитную индукцию при 10 Э-близкую к той, которая доступна для коммерческих сплавов Fe-48% Co-2% V, но с содержанием Co (и, следовательно, стоимостью), которые значительно ниже (18 - 25%).
Однако опыт показывает, что все эти материалы, полученные и обработанные обычными способами, обладают высокой магнитострикцией, по меньшей мере, относительно некоторых из их направлений (например, с направлением прокатки DL в качестве сравнения). Так как направление магнитного возбуждения может сильно варьироваться от одного места к другому магнитопровода, в то же время это отсутствие однородности магнитострикции в разных направлениях легко может привести к генерации очень значительного магнитострикционного шума, даже если магнитострикция в одном определённом направлении оказывается слабой.
Не известно, чтобы сплавы Fe-Ni использовались в авиационных трансформаторах с использованием технологии изготовления штампованных и шихтованных сердечников. Фактически, эти материалы имеют намагниченность насыщения Js (максимум 1,6 T для Fe-Ni50 намного ниже, чем Fe-Si (2 T) или Fe-Co (> 2,3 T), указанную выше, и, кроме того, они имеют коэффициенты магнитострикции для FeNi50 λ111 = 7 ч/млн. и λ100 = 27 ч/млн. Это приводит к явному насыщению магнитострикции λsat = 27 ч/млн. для поликристаллического материала Fe-Ni50 «нетекстурированного» типа (т.е. без выраженной текстуры). Такой уровень магнитострикции генерирует высокий уровень шума, и это, дополнительно к довольно умеренной намагниченности насыщения Js, объясняет, почему этот материал не используется.
Таким образом, могут возникнуть различные проблемы, стоящие перед разработчиками авиационных трансформаторов.
В отсутствие жёстких требований к шуму, вызванного магнитострикцией, компромисс между требованиями относительно низкого броска тока, высокой массовой плотностью трансформатора, высокой эффективностью и малыми магнитными потерями приводит к использованию ленточных магнитных сердечников с использованием Fe-Si OG, Fe-Co или аморфных материалов на основе железа или штампованных и шихтованных магнитных сердечников с использованием Fe-Si N.O. или Fe-Co.
В последнем случае E-образные или I-образные штампованные и шихтованные сердечники из FeSi N.O. или O.G. электротехнической стали или сплавов FeCo, таких как Fe49Co49V2. Но поскольку эти материалы имеют значительную магнитострикцию, и направление намагничивания не всегда остается в том же кристаллографическом направлении в Е структуре, эти структуры трансформатора могут сильно деформироваться и создают значительный шум, если на их размер влияет обычный рабочий уровень индукции (около 70% Js). Чтобы уменьшить уровень шума, необходимо:
- либо уменьшить рабочую индукцию, но с увеличением сечения сердечника в том же соотношении и, следовательно, его объёма и массы, чтобы поддерживать ту же переданную мощность;
- или осуществить акустическое экранирование трансформатора, что приводит к дополнительным затратам и увеличению массы и объёма трансформатора.
В этих условиях далеко не всегда можно спроектировать трансформатор, который одновременно удовлетворяет ограничениям характеристик по массе и шуму.
Поскольку требования к низкому уровню магнитострикции становятся всё более распространёнными, их невозможно удовлетворить с использованием предыдущих технологий, кроме как за счёт увеличения объёма и массы трансформатора, поскольку неизвестно, как уменьшить шум, за исключением уменьшения средней рабочей индукции Bt, тем самым увеличивая сечение сердечника и общую массу для поддержания того же магнитного потока. B1 должен быть снижен до около 1 Т вместо 1,4 - 1,7 Т для Fe-Si или Fe-Co при отсутствии требований к шуму. Кроме того, часто необходимо амортизировать трансформатор, что приводит к увеличению массы и объёма.
Только материал с нулевой магнитострикцией, на первый взгляд, может решить проблему, если он имеет более высокую рабочую индукцию, чем существующие решения. Только сплавы Fe-80% Ni, имеющие индукцию насыщения Js около 0,75 Т, и нанокристаллиты с указанной Js, составляющей около 1,26 Т, имеют такую низкую магнитострикцию. Но сплавы Fe-80% Ni имеют рабочую индукцию Bt, которая является слишком низкой, чтобы обеспечить более лёгкие трансформаторы, чем традиционные трансформаторы. Только нанокристаллиты обеспечивают это снижение массы, где требуется очень низкий уровень шума. Когда потребность в уменьшении шума менее значительна, нанокристаллиты кажутся относительно бесшумным решением, но требуют слишком большой массы по сравнению с решением снижения рабочей индукции в традиционных решениях и/или амортизации трансформатора.
Но нанокристаллы представляют собой серьезную проблему в случае технологии «бортового трансформатора»: их толщина составляет около 20 мкм, и они наматываются в тороиды в аморфном мягком состоянии вокруг жёсткой подложки, чтобы гарантировать, что форма тороида сохраняется во время термообработки, что приводит к нанокристаллизации. И эта подложка не может быть удалена после термообработки, чтобы постоянно сохранять форму тороида, а также потому, что тороид затем часто разрезается пополам, чтобы обеспечить улучшенную компактность трансформатора с использованием ранее описанной технологии свернутого контура. Только пропитывание смолой намотанного сердечника может поддерживать его в той же форме в отсутствие подложки, которую удаляют после полимеризации смолы. Но после С-разреза нанокристаллита пропитанного и отверждённого тороида может возникнуть деформация С, которая не позволяет двум частям быть расположенными точно торец к торцу, чтобы восстановить замкнутый тороид после того, как были вставлены обмотки. Ограничения фиксации Cs внутри трансформатора также могут привести к его деформации. Поэтому предпочтительно сохранять подложку, но это, однако, увеличивает массу трансформатора. Кроме того, нанокристаллиты имеют намагниченность насыщения Js, которая явно ниже, чем другие мягкие материалы (железо, FeSi3%, Fe-Ni50%, FeCo, аморфный сплав на основе железа), что приводит к значительному увеличению массы трансформатора, так как увеличение сечения магнитного сердечника должно компенсировать падение рабочей индукции, налагаемое Js. Кроме того, «нанокристаллическая» технология будет использоваться только в крайнем случае, если требуемый максимальный уровень шума низкий, и если другое более лёгкое и менее шумное решение недоступно.
Цель изобретения состоит в том, чтобы предложить материал для формирования сердечников трансформаторов только с очень низкой магнитострикцией, даже когда они подвергаются сильной операционной индукции, что позволяет, таким образом, не использовать слишком большую массу магнитного сердечника, и создать таким образом трансформатор с высокой массовой (или объёмной) плотностью. Трансформаторы, полученные таким образом, могут быть преимущественно использованы в таком оборудовании, как кабина самолета, где низкий магнитострикционный шум является преимуществом для удобства пользователей.
С этой целью предметом изобретения является лист или полоса холоднокатаного и отожжённого железного сплава, характеризующиеся тем, что их состав состоит в массовых процентах из:
- следы ≤ C ≤ 0,2%, предпочтительно следы ≤ C ≤ 0,05%, более предпочтительно следы ≤ C ≤ 0,015%;
- следы ≤ Co ≤ 40%;
- если Co ≥ 35%, следы ≤ Si ≤ 1,0%;
- если следы ≤ Co <35%, следы ≤ Si ≤ 3,5%;
- если следы ≤ Co <35%, Si + 0,6% Al ≤ 4,5 - 0,1% Co, предпочтительно Si + 0,6% Al ≤ 3,5 - 0,1% Co;
- следы ≤ Cr ≤ 10%;
- следы ≤ V + W + Mo + Ni ≤ 4%, предпочтительно ≤ 2%;
- следы ≤ Mn ≤ 4%, предпочтительно ≤ 2%;
- следы ≤ Al ≤ 3%, предпочтительно ≤ 1%;
- следы ≤ S ≤ 0,005%;
- следы ≤ P ≤ 0,007%;
- следы ≤ Ni ≤ 3%, предпочтительно ≤ 0,3%;
- следы ≤ Cu ≤ 0,5%, предпочтительно ≤ 0,05%;
- следы ≤ Nb ≤ 0,1%, предпочтительно ≤ 0,01%;
- следы ≤ Zr ≤ 0,1%, предпочтительно ≤ 0,01%;
- следы ≤ Ti ≤ 0,2%;
- следы ≤ N ≤ 0,01%;
- следы ≤ Ca ≤ 0,01%;
- следы ≤ Mg ≤ 0,01%;
- следы ≤ Ta ≤ 0,01%;
- следы ≤ B ≤ 0,005%;
- следы ≤ O ≤ 0,01%;
остальное представляет собой железо и примеси, полученные при изготовлении, при этом для индукции 1,8 Т максимальная разница (Макс. Δλ) между амплитудами деформации магнитострикции λ, измеренная параллельно прилагаемому магнитному полю (Ha) (λ/H) и перпендикулярно к прилагаемому магнитному полю (Ha), (λ┴H) на трёх прямоугольных образцах (2, 3, 4) указанного листа или полосы, длинные стороны которых параллельны направлению (DL) прокатки указанного листа или полосы, параллельны поперечному направлению (DT) указанного листа или полосы и параллельны направлению, образующему угол 45° с указанным направлением (DL) прокатки и указанным поперечным направлением (DT), составляет не более 25 ч/млн., и тем, что его степень рекристаллизации составляет от 80 до 100%.
Согласно варианту изобретения 10% ≤ Co ≤ 35%.
Предпочтительно полоса или лист имеет не более 30% любого компонента текстуры {hk1}<uvw>, определяемого разориентацией менее 15° от определенной кристаллографической ориентировки {h0k0l0}<u0v0w0>.
Изобретение также относится к способу изготовления полосы или листа из железного сплава указанного типа, характеризующемуся тем, что:
- готовят железный сплав, состав которого состоит из:
- следы ≤ C ≤ 0,2%, предпочтительно следы ≤ C ≤ 0,05%, более предпочтительно следы ≤ C ≤ 0,015%;
- следы ≤ Co ≤ 40%;
- если Co ≥ 35%, следы ≤ Si ≤ 1,0%;
- если следы ≤ Co <35%, следы ≤ Si ≤ 3,5%;
- если следы ≤ Co <35%, Si + 0,6% Al ≤ 4,5 - 0,1% Co, предпочтительно Si + 0,6% Al ≤ 3,5 - 0,1% Co;
- следы ≤ Cr ≤ 10%;
- следы ≤ V + W + Mo + Ni ≤ 4%, предпочтительно ≤ 2%;
- следы ≤ Mn ≤ 4%, предпочтительно ≤ 2%;
- следы ≤ Al ≤ 3%, предпочтительно ≤ 1%;
- следы ≤ S ≤ 0,005%;
- следы ≤ P ≤ 0,007%;
- следы ≤ Ni ≤ 3%, предпочтительно ≤ 0,3%;
- следы ≤ Cu ≤ 0,5%, предпочтительно ≤ 0,05%;
- следы ≤ Nb или Zr ≤ 0,1%, предпочтительно <0,01%
- следы ≤ Ni ≤ 3%, предпочтительно ≤ 0,3%;
- следы ≤ Cu ≤ 0,5%, предпочтительно ≤ 0,05%;
- следы ≤ Nb ≤ 0,1%, предпочтительно ≤ 0,01%;
- следы ≤ Zr ≤ 0,1%, предпочтительно ≤ 0,01%;
- следы ≤ Ti ≤ 0,2%;
- следы ≤ N ≤ 0,01%;
- следы ≤ Ca ≤ 0,01%;
- следы ≤ Mg ≤ 0,01%;
- следы ≤ Ta ≤ 0,01%;
- следы ≤ B ≤ 0,005%;
- следы ≤ О ≤ 0,01%;
остальное является железом и примесями, полученными при изготовлении;
- его отливают в виде слитка или полуфабриката непрерывным литьём;
- причём указанный слиток или полуфабрикат непрерывно литья формуют в горячем состоянии в виде полосы или листа толщиной 2 - 5 мм, предпочтительно 2 - 3,5 мм;
- с последующими, по меньшей мере, двумя операциями холодной прокатки указанной полосы или листа, со степенью обжатия на каждой 50 - 80%, предпочтительно 60 - 75%, при температуре:
- от температуры окружающей среды до 350°C, если сплав имеет такое содержание Si, что 3,5 - 0,1% Co ≤ Si + 0,6% Al ≤ 4,5 - 0,1% Co и Co <35%, или если сплав содержит Co ≥ 35% и Si ≤ 1%; и если холодной прокатке предшествует повторный нагрев, предпочтительно прогревание в печи в течение 1 - 10 часов, и до максимальной температуры 400°C;
- от температуры окружающей среды до 100°C в других случаях;
- причём указанные холодные прокатки разделяют статическим или непрерывным отжигом в ферритной области сплава в течение от 1 минуты до 24 часов, предпочтительно в течение от 2 минут до 1 часа, при температуре, по меньшей мере, 650°C, предпочтительно, по меньшей мере, 750°C и максимально:
- 1400°C, если содержание Si в сплаве более или равно (% Si) α-lim = 1,92 + 0,07% Co + 58% C;
- Tα-lim = T0 + k% Si, где T0 = 900 + 2% Co - 2833% C и k = 112 - 1250% C, если содержание Si менее (% Si)α-lim;
- причём указанный отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, содержащей, по меньшей мере, 5% водорода, предпочтительно 100% водорода, и менее 1% в сумме газообразных окислителей сплава, предпочтительно менее 100 ч/млн., и имеющей точку росы ниже + 20°С, предпочтительно ниже 0°С, более предпочтительно ниже -40°С, оптимально ниже -60°С;
- и в котором конечный статический или непрерывный рекристаллизационный отжиг проводят в ферритной области сплава в течение от 1 мин до 48 ч при температуре от 650 до (900 ± 2% Со)°С, чтобы получить степень рекристаллизации полосы или листа от 80 до 100%.
Окончательный рекристаллизационный отжиг можно проводить в вакууме или в неокисляющей атмосфере сплава или в гидрирующей атмосфере.
Окончательный рекристаллизационный отжиг можно проводить в атмосфере, содержащей, по меньшей мере, 5% водорода, предпочтительно 100% водорода и менее 1% в сумме газообразных окислителей сплава, предпочтительно менее 100 ч/млн. и имеющей точку росы ниже + 20°С, предпочтительно ниже 0°С, более предпочтительно ниже -40°С, оптимально ниже -60°С.
Первой холодной прокатке может предшествовать статический или непрерывный отжиг в ферритной области сплава в течение от 1 мин до 24 ч, предпочтительно в течение от 2 мин до 10 ч, при температуре по меньшей мере 650°С, предпочтительно, по меньшей мере, 700°С и максимально:
- 1400°C, если содержание Si в сплаве более или равно (% Si) α-lim = 1,92 + 0,07% Co + 58% C;
- Tα-lim = T0 + k% Si, где T0 = 900 + 2% Co - 2833% C и k = 112 - 1250% C, если содержание Si менее (% Si) αlim;
причём указанный отжиг проводят в атмосфере, содержащей, по меньшей мере, 5% водорода, предпочтительно 100% водорода и менее 1% в сумме газообразных окислителей сплава, предпочтительно менее 100 ч/млн., и имеет точку росы ниже + 20°C, предпочтительно ниже 0°C, более предпочтительно ниже -40°C, оптимально ниже -60°C.
За окончательным рекристаллизационным отжигом может следовать охлаждение, осуществляемое со скоростью менее или равной 2000°С/ч, предпочтительно менее или равной 600°С/ч.
Окончательному рекристаллизационному отжигу может предшествовать нагрев, выполняемый со скоростью, менее или равной 2000°С/ч, предпочтительно менее или равной 600°С/ч.
После окончательного рекристаллизационного отжига можно проводить окислительный отжиг при температуре между 400 и 700°С, предпочтительно между 400 и 550°С, в течение времени, достаточного для получения изолирующего окисленного слоя толщиной 1 - 10 мкм на поверхности листа или полосы.
Изобретение также относится к магнитному сердечнику трансформатора, характеризующемуся тем, что он состоит из шихтованных или свернутых листов, по меньшей мере некоторые из которых изготовлены из листа или полосы предшествующего типа.
Предметом изобретения является трансформатор, включающий магнитный сердечник, характеризующийся тем, что указанный сердечник является сердечником предшествующего типа.
Как будет понятно, изобретение основано на использовании материала, который предназначен для создания магнитных деталей, таких как элементы сердечника трансформатора, в форме железо-кобальтового или железо-кремниевого или железо-кремний-алюминиевого сплава и с которыми были выполнены чётко определённые термические и механические обработки, причём все термические обработки проводят в ферритной области сплава. Предусматривается также использование чистого или очень слаболегированного железа.
Совершенно неожиданно, и таким образом, что изобретатели не в состоянии на данный момент объяснить соответствующим образом полученные результаты по магнитострикции, которая, в первую очередь, очень мала даже в магнитных полях высокой интенсивности, которая может достигать, например, 1,5 или 1,8 Т. Этот результат является особенно неожиданным в случае материалов FeCo типа используемых в изобретении, потому что давно известно, что у FeCo сплавов обычно высокая кажущаяся магнитострикция.
Но прежде всего, особенно неожиданным было то, что эта магнитострикция представляет значительную изотропность даже для этих высоких полей. Фактически она практически равна нулю как в направлении прокатки, так и в поперечном направлении (перпендикулярно направлению прокатки) и в направлении, составляющем угол 45° с этими двумя направлениями, и во внешнем магнитном поле, по меньшей мере, 1 T. За пределами 1 T разница между магнитострикцией, наблюдаемой в этих трёх направлениях, остаётся значительно уменьшенной в поле, по меньшей мере, 1,8 Т или даже 2 T.
Таким образом, получают трансформаторы с низким магнитострикционным шумом во всех направлениях листов, составляющих их сердечники, и, следовательно, особенно низкий общий магнитострикционный шум, что делает их пригодными для создания, в частности, бортовых трансформаторов для самолетов, которые могут быть размещены в кабине, не мешая прямым разговорам между присутствующими.
Изобретение будет лучше понято с помощью последующего описания, приведённого со ссылкой на следующие прилагаемые чертежи:
фиг. 1 показывает, как отбирались и тестировались образцы листа, которые использовались в испытаниях в соответствии с изобретением и сравнительных испытаниях;
фиг. 2, 3, 10, 11 и 12 показывают кривые магнитострикции в зависимости от интенсивности магнитного поля в разных направлениях образцов сплава FeCo27, полученных способами, не соответствующими изобретению;
фиг. 4 - 9 представляют кривые магнитострикции в зависимости от интенсивности магнитного поля в разных направлениях образцов сплава FeCo27, полученных способами в соответствии с изобретением.
Металлы и сплавы, которые используются в изобретении, представляют собой железо и сплавы железа с ферритной структурой, содержащие в дополнение к железу и примесям и остаточным элементам, образующимся в результате их получения, следующие химические элементы. Все проценты приведены в массовых процентах.
Когда говорят о «следах», чтобы определить нижний предел содержания данного элемента, следует понимать, как это принято у металлургов, что это означает, что данный элемент присутствует, по меньшей мере, с содержанием на очень низком уровне, без влияния на свойства материала, однако не может быть точно подтверждено, что оно всегда будет строго нулевым. Обычно небольшое количество рассматриваемого элемента обнаруживается в конечном сплаве аналитическим прибором из-за его почти неизбежного присутствия в некоторых используемых сырьевых материалах или из-за загрязнения, возникающего при приготовлении жидкого металла. Это загрязнение может происходить, например, из-за износа огнеупорных материалов, в частности содержащих оксид магния и/или оксид алюминия и/или диоксид кремния, которые покрывают контейнеры (плавильная печь, ковш и т.д.) и в которых находится жидкий металл. Контакт жидкого металла с атмосферой также может привести к абсорбции азота, а также кислорода, который может связываться с наиболее эффективными элементами раскислителями (Al, Si, Mn, Ti, Zr …) с образованием неметаллических включений, некоторые из которых останутся в конечном металле. Точность аналитического прибора при обнаружении и измерении содержания рассматриваемого элемента также должна быть принята во внимание. В общем, считается, что когда элемент, как говорят, может присутствовать в форме «следов», это включает все случаи, когда его содержание просто неконтролируемо, т.е. элемент не был преднамеренно добавлен во время получения и что нет необходимости поддерживать его содержание выше определённого предела. В частности, если элемент явно не упоминается в определении сплава, используемого в изобретении, следует учитывать, что его возможное присутствие ограничено «следами», в соответствии с определением.
Для элементов, которые, как указано, присутствуют с содержанием между уровнем «следов» и определённым верхним пределом, это означает, что:
- либо верхний предел содержания примеси не превышен, так как вне этого предела некоторые свойства сплава будут недостаточными, и поэтому необходимо обеспечить, чтобы содержание указанных примесей не превышало этот предел за счёт тщательного отбора сырья и/или, насколько возможно, исключения загрязнения жидкого металла во время получения, и/или путем проведения операций, специально предназначенных для снижения содержания примеси во время приготовления, когда это необходимо и возможно (десульфуризация, дефосфоризация…);
- или верхний предел, который соответствует значению преднамеренного добавления рассматриваемого элемента, чтобы придать подходящие свойства конечному сплаву, причём это добавление, является, таким образом, необязательным.
В таблицах, показывающих состав испытуемых различных сплавов, следует понимать, что, когда содержание отмечено как «менее...», это означает, что этот элемент присутствует только в виде следов в указанном выше смысле, в котором аналитически невозможно определить очень надёжно действительно ли элемент полностью отсутствует или он присутствует с более низким содержанием, чем нижний предел, указанный в таблице.
Сплавы, из которых сформированы листы или полосы в соответствии с изобретением, включают С при содержании между следами, полученными в результате приготовления без добавления С к исходным материалам, и 0,2%, предпочтительно между следами и 0,05%, более предпочтительно между следами и 0,015%.
Сплавы FeCo27 и FeSi3, которые являются некоторыми возможными вариантами изобретения, обычно имеют содержание С 0,005 - 0,15%, которое получается по большей части за счёт условий раскисления жидкого металла (в частности, образование СО в жидком металле на стадиях, выполняемых в вакууме), а не преднамеренного желания иметь такое содержание С в конечном продукте по причинам, связанным с механическими или магнитными свойствами сплава.
На самом деле, нежелательно очень значительное содержание С в конечном сплаве, используемом в изобретении, поскольку за пределами порога, который может находиться в диапазоне 0,05 - 0,2%, можно наблюдать выделение карбидов, которые вызывают ухудшение магнитных свойств, в то время как содержание более 0,2% является неприемлемым во всех случаях по этой причине. Кроме того, известно, что выше 0,01% С можно наблюдать дисперсионное твердение за счёт выделений в массе или кластеров С, после того, как трансформатор проработал в течение месяцев или лет выше температуры окружающей среды. Могут меняться магнитные свойства (магнитные потери, проницаемость ...). По этим причинам предпочтительно поддерживать содержание С в вышеуказанных оптимальных пределах.
Сплавы содержат между следами и 40% Со. Максимум 40% определяется желанием не иметь слишком быстрого и резкого перехода порядок-разупорядочение во время термической обработки. Это может предотвратить многочисленные отжиги после горячей прокатки, и как будет видно, для реализации изобретения необходимы два отжига, предпочтительно три, до или после холодной прокатки. Выполнение большего количества холодных прокаток с соответствующими промежуточными отжигами также возможно, когда желательно получить особенно тонкие полосы, используемые в ленточном сердечнике трансформатора.
Со может присутствовать в ограниченном количестве только в виде следов, полученных в результате приготовления, то есть без преднамеренного добавления, но если Co <35%, необходимо, чтобы Si + 0,6% Al ≤ 4,5 - 0,1% Co, а также Si ≤ 3,5%. Так, например, в отсутствие кобальта необходимо содержание следы - 3,5% Si и следы - 1% Al, чтобы оставаться в пределах объёма изобретения. В этом случае сплав относится к классу железо-кремниевых или железо-кремний-алюминиевых сплавов или даже к чистому или очень слаболегированному железу, которые также могут быть применены в изобретении.
В случае чистого сплава железо-кобальт (который, следовательно, должен содержать менее 3,5% Si), содержание Co 10 - 35% является предпочтительным.
Изобретение наиболее типично относится к сплавам Fe-Co обычного типа, содержащим около 27% Co и сплавам Fe-Si с примерно 3% Si.
Сплав, который применяется в изобретении, имеет следующее содержание Si:
- следы - 1,0%, если содержание Co составляет, по меньшей мере, 35%;
- если содержание Co составляет менее 35%: Si + 0,6% Al ≤ 3,5 - 0,1% Co.
Однако содержание Si + 0,6% Al ≤ 4,5 - 0,1% Co приемлемо, если прокатка выполняется не строго холодная, а «тёплая», то есть при температуре до 350°C, где эта температура прокатки предпочтительно достигается прогревом в печи, т.е. нагревом в статической камере при низкой температуре. Эта тёплая прокатка (которая принимается полностью сопоставимой с холодной прокаткой в контексте изобретения, а термин «холодная прокатка», когда нет более подробной информации о её рабочей температуре, следует понимать в настоящем текст как включающую также тёплую прокатку до 350°C. Напротив, горячая прокатка, известная металлургам, которая осуществляется при значительно более высоких температурах в несколько сотен градусов или даже при 1000°C или более) по сравнению с прокаткой, выполняемой при или вблизи температуры окружающей среды, позволяет лучше прокатывать материал, более пластичный и менее склонный к растрескиванию во время прокатки. Статическое нагревание в печи горячекатаной полосы и горячекатаного листа обеспечивает намотку или поддержание листа при требуемой температуре в течение нескольких часов, так что температура становится однородной по всему материалу до проведения тёплой прокатки. Печь для отжига менее подходит, чем печь для этой цели, поскольку обычно её размеры не подходят для работы при таких низких температурах. Это прогревание может выполняться на воздухе, причём максимальная требуемая температура обычно не является достаточно высокой, чтобы вызвать значительное окисление поверхности полосы или листа, которое не может устранить последующий отжиг в атмосфере водорода.
Температура повторного нагрева также должна определяться как функция охлаждения, которое полоса или лист предсказуемо проходят во время передачи между установкой нагрева и цехом прокатки. Температура повторного нагрева должна быть достаточной для того, чтобы фактическая температура полосы или листа во время тёплой прокатки была заданной температурой, но она не должна превышать 400°С, чтобы избежать значительного окисления материала во время повторного нагрева или даже при передаче в цех.
Разумеется, в общем не исключается использование нейтральной или восстановительной атмосферы во время прогрева или повторного нагрева.
Ограничение содержания Si, связанного с содержанием Al, с учётом содержания Co, связано с тем, что сохраняется подходящая пригодность к холодной прокатке материала или при температуре, значительно превышающей температуру окружающей среды, но, тем не менее, не очень высокой (как для тёплой прокатки до 350°C, см. выше).
Содержание Si также зависит от желания постоянно поддерживать ферритную структуру во время изготовления материала, что важно для получения низкой и изотропной магнитострикции, на которой основано изобретение.
Изобретатели полагают, что возможно объяснение подходящей изотропии магнитострикции листов в соответствии с изобретением заключается в том, что во время термической обработки и холодной прокатки «предыстория» или «наследственность» текстуры полностью сохраняется, поэтому необходимо постоянно оставаться в ферритной области.
При использовании терминов «предыстория» или «наследственность» текстуры мы ссылаемся на явления, которые, естественно, приводят к постепенному изменению текстуры материала во время металлургических операций. В случае изобретения оказывается, что может быть важно, чтобы это превращение не нарушалось фазовыми изменениями, которые могут возникать во время обработки, и, таким образом, сохранять «память» исходной текстуры в материале перед горячей прокаткой. Это то, что мотивирует изобретателей обеспечить, чтобы все обработки проводились полностью в ферритной области сплава. Тем не менее, с теоретической точки зрения неожиданно оказалось, что эта предыстория текстуры имеет важное значение для получения низкой магнитострикции и изотропии магнитострикции, которые характеризуют изобретение, хотя способ в соответствии с изобретением приводит только к слабому текстурированию материала, как будет видно из примеров.
Содержание Cr может составлять от следов до 10%. Добавление Cr модифицирует только незначительно энергию дефекта упаковки Fe и, следовательно, не приводит к существенному изменению предыстория текстуры во время обработок, выполненных в соответствии с изобретением. Это снижает намагниченность насыщения Jsat, тогда как по этой причине нежелательно добавлять более 10%. С другой стороны, как и Si, это существенно увеличивает удельное электросопротивление и, следовательно, преимущественно уменьшает магнитные потери. Однако охлаждение трансформатора допускает более высокие магнитные потери, в то время как низкое содержание Cr или даже следовые количества могут быть приемлемыми в этом случае.
Общее содержание V, W, Mo и Ni находится между следами и 4%, предпочтительно между следами и 2%. Эти элементы увеличивают электросопротивление, но они уменьшают намагниченность насыщения, что обычно не требуется.
Содержание Mn находится между следами и 4%, предпочтительно между следами и 2%. Причиной этого относительно низкого максимального содержания является то, что Mn уменьшает намагниченность насыщения, которая является одним из основных вкладов FeCo. Mn лишь незначительно увеличивает электросопротивление. В частности, это элемент, способствующий формированию гамма-фазы, который уменьшает диапазон температур, который обеспечивает отжиг в ферритной области. Мы видели, что для вопросов, связанных с наследственностью ферритных микроструктур, нежелательно выходить из ферритной области во время обработки, в то время как чрезмерное присутствие Mn увеличивает риск такого выхода. Содержание Al находится между следами и 3%, предпочтительно между следами и 1%. Al уменьшает намагниченность насыщения и намного менее эффективен, чем Si или Cr, для увеличения удельного электрического сопротивления. Но Al может использоваться для расширения диапазона пригодности к прокатке высоколегированных марок FeCo при достижении пределов добавок кремния, как указано ранее.
Содержание S находится между следами и 0,005%. На самом деле S имеет тенденцию образовывать сульфиды с марганцем и оксисульфиды с Ca и Mg, что сильно ухудшает магнитные характеристики и, в частности, магнитные потери.
Содержание P находится между следами и 0,007%. На самом деле Р может образовывать фосфиды металлических элементов, вредных для магнитных свойств и получения микроструктуры.
Содержание Ni находится между следами и 3% и предпочтительно менее 0,5%. Фактически, Ni не увеличивает электросопротивление, а уменьшает намагниченность насыщения и, таким образом, снижает удельную мощность и электрический КПД трансформатора. Поэтому его добавление не требуется.
Содержание Cu находится между следами и 0,5%, предпочтительно менее 0,05%. Cu очень плохо смешивается с Fe, Fe-Si или Fe-Co и, таким образом, образует богатые медью немагнитные фазы, что значительно ухудшает магнитные характеристики материала, а также сильно тормозит формирование его микроструктуры.
Содержание Nb и Zr каждого находится между следами и 0,1%, предпочтительно менее 0,01%, поскольку известно, что Nb и Zr являются мощными ингибиторами роста зёрен и, следовательно, сильно и неблагоприятно мешают металлургическому механизму предыстории текстуры, что как предполагается является причиной подходящих результатов, полученных в соответствии с изобретением.
Содержание Ti находится между следами и 0,2%, чтобы ограничить вредное образование нитридов, что значительно ухудшило бы магнитные свойства (увеличение потерь) и могло бы нарушить механизм превращения текстуры во время прокатки-отжига.
Содержание N находится между следами и 0,01%, чтобы избежать чрезмерного образования нитридов всех видов.
Содержание Ca находится между следами и 0,01%, чтобы избежать образования оксидов и оксисульфидов, что было бы вредно по тем же причинам, что и в случае нитридов титана.
Содержание Mg находится между следами и 0,01% по тем же причинам, что и в случае Ca.
Содержание Ta находится между следами и 0,01%, потому что он может значительно препятствовать росту зерна.
Содержание В находится между следами и 0,005%, чтобы избежать образования нитридов бора, которые будут иметь те же самые эффекты, что и нитриды Ti.
Содержание O находится между следами и 0,01%, чтобы предотвратить образование окисленных включений в избыточных количествах, которые имеют такие же неблагоприятные эффекты, что и нитриды.
Эти максимальные уровни содержания S, P, Ni, Cu, Nb, Zr Ti, N, Ca, Mg, Ta, B, O часто соответствуют лишь примесям, возникающим в результате получения сплава, и являются общими в сплавах типа Fe-Co и Fe-Si, соответствующих изобретению. При необходимости тщательный выбор сырья и тщательная подготовка позволяют их достичь.
Что касается процесса изготовления, который приводит к продуктам в соответствии с изобретением, то он является следующим.
Готовят, непрерывным литьём, слиток или полуфабрикат имеющий состав, описанный выше. Для этой цели могут быть использованы все способы приготовления и литья для получения этого состава. В случае, когда предполагается получение слитка, рекомендуются методы, такие как шлаковая электродуговая плавка, индукционная шлаковая плавка или вакуумная (VIM для вакуумной индукционной плавки). Предпочтительно затем следуют процессы переплавки для получения вторичного слитка. В частности, процессы типа ESR (электрошлаковый переплав) или VAR (вакуумная дуговая переплавка) особенно подходят для получения сплавов с оптимальной чистотой и небольшими фракциями выделений для предпочтительных применений изобретения.
В наиболее общем случае получения слитка не в форме параллелепипеда традиционно применяют первое горячее формование путём ковки или прокатки (блюминг), чтобы придать ему форму параллелепипеда. Таким образом получается слиток, который часто имеет толщину порядка 10 см.
Предварительно формованный слиток или продукт непрерывной разливки может быть подвергнут горячей прокатке обычным образом до получения листа или полосы толщиной 2 - 5 мм, предпочтительно толщиной 2 - 3,5 мм, например, толщиной порядка 2,5 мм. Таким образом, эта горячая прокатка является последней стадией (или единственной) горячего формования способа согласно изобретению.
Затем предпочтительно, проводят статический или непрерывный отжиг указанного листа или полосы в ферритной области, то есть при температуре между 650°С, предпочтительно 700°С, и температурой, которая гарантирует нахождение в чисто ферритной области и которая, следовательно, зависит от состава сплава, в течение от 1 минуты до 10 часов.
Если содержание Si более или равно указанному пределу (% Si)α-lim, который зависит от содержания Co и C, то температура Ttth этой термообработки отжигом может достигать 1400°C.
Этот предел равен (% Si) α-lim = 1,92 + 0,07%Co + 58% C.
Если содержание Si менее (% Si)α-lim, то температура Ttth термической обработки этого отжига такова, что Ttth<Tα-lim является верхним пределом температуры присутствия феррита, где
Tα-lim = T0 + k% Si, где T0 = 900 + 2%Co - 2833%C и k = 112 - 1250%C
Эти условия являются результатом исследования, проведённого изобретателями с фазовыми диаграммами сплавов Fe-Co, содержащих различные другие легирующие элементы.
Этот отжиг должен проводиться в сухой гидрирующей атмосфере. Атмосфера должна содержать между 5% и, в идеале, 100% водорода, где остаток представляет один или несколько нейтральных газов, таких как аргон или азот. Такая атмосфера может быть результатом использования продуктов крекинга аммиака. Может присутствовать максимальное содержание 1% в сумме газообразных окислителей сплава (кислород, CO2, водяной пар...), предпочтительно менее 100 ч/млн. Точка росы атмосферы составляет максимум +20°C, предпочтительно максимум 0°C, более предпочтительно максимум -40°C, наиболее предпочтительно максимум -60°C.
Эта гидрирующая, тем самым восстановительная, атмосфера эффективно действует по сравнению с атмосферой, которая была бы просто нейтральной, тем более окислительной:
- для предотвращения окисления поверхности листа или полосы и границ зёрен; причём такое окисление границ зёрен очень неблагоприятно для предыстории текстуры, и если будет подтверждено, что одной из причин положительного эффекта изобретения является эта очень подходящая предыстория текстуры во время термической обработки и холодной прокатки, это будет важным условием осуществления изобретения;
- для обеспечения подходящей передачи тепла при отжиге, особенно если он проводится непрерывно; Н2 на сегодняшний день является наиболее теплопроводящим газом, что позволяет получать холоднокатаные полосы без риска повреждения на выходе отжига, избегая разупорядочения благодаря эффективному отводу тепла от отожжённой полосы в зоне упорядоченности (500 - 700°C).
После этого необязательного, но предпочтительного отжига, естественное или принудительное охлаждение листа или полосы проводят в условиях, которые исключают чрезмерное охрупчивание полосы. Для содержания Co более 20% эта скорость охлаждения должна составлять, по меньшей мере, 1000°C/ч. Для содержания Co 20% или менее, включая таким образом случай типов сплавов FeSi согласно изобретению, нет необходимости устанавливать минимальную скорость охлаждения.
Процесс продолжается (после дополнительного вышеуказанного отжига или после горячей прокатки) затем первой холодной прокаткой со степенью обжатия 50 - 80%, предпочтительно 60 - 75% и при температуре от комнатной температуры (например, 20°C) до 350°C. Верхний предел 350°C соответствует случаю, когда, как мы видели, реализована «тёплая» прокатка, причём нагрев предпочтительно осуществляют путём подогрева сплавов, относительно богатых по Si. Как правило, температура холодной прокатки находится между температурой окружающей среды и 100°C.
Слишком низкая степень обжатия (менее 50%), по меньшей мере, на одной холодной или «тёплой» прокатке, как мы увидим, не позволяет получить низкую и изотропную магнитострикцию. Слишком высокая степень обжатия (более 80%), вероятно, изменит текстуру материала настолько, что магнитострикция будет ухудшена.
Затем проводят статический или непрерывный отжиг на температурном плато между 650 и 930°С, предпочтительно между 800 и 900°С, в течение от 1 мин до 24 ч, предпочтительно от 2 мин до 1 ч, в сухой гидрирующей (частично или полностью) атмосфере, как определено выше, по причинам определённым в отношении необязательного отжига после горячей прокатки, с последующим охлаждением, которое должно выполняться в условиях, аналогичных описанным для необязательного отжига и по тем же причинам.
Затем выполняется вторая холодная прокатка, характеристики которой находятся в тех же диапазонах, что уже описаны для первой холодной прокатки.
Наконец, статический или непрерывный окончательный рекристаллизационный отжиг проводят предпочтительно в гидрирующей (частично или полностью) атмосфере, такой как атмосфера предшествующих отжигов. Но этот окончательный отжиг можно также проводить в вакууме в нейтральном газе (например, аргоне) или даже на воздухе в ферритной области при температуре от 650 до [900+(2x% Co)]°C, в течение от 1 мин до 48 часов. Для этого окончательного отжига не обязательно необходима гидрирующая атмосфера, поскольку на этой стадии металл может уже достигнуть своих конечных размеров, в частности, по толщине или даже по периметру, особенно если резка уже выполнена, чтобы придать деталям будущей сборки окончательные форму и размеры. В этом случае, даже если отсутствие водорода приводит к охрупчиванию металла во время этого рекристаллизационного отжига, последствий не будет, если все, что остаётся сделать, это собрать детали в форме сердечника.
Если окончательный отжиг будет слишком длительным, можно получить уже при 900 - 930°С для сплава Fe-Co полые границы зёрен на поверхности материала, которые ухудшат магнитные потери, а также окисление на границах зёрен даже в случае восстановительной и сухой атмосферы, что будет иметь тот же эффект. В этих условиях будет происходить ухудшение магнитных потерь, а также ухудшение низкой и изотропной магнитострикции, являющейся целью изобретения. Конечная степень рекристаллизации 100% является предпочтительной, но не является обязательной, как будет видно в примерах, где степень рекристаллизации 90% может быть уже достаточной для получения удовлетворительных результатов с точки зрения низкого уровня и изотропии магнитострикции. По оценкам 80% представляет собой минимальную требуемую степень рекристаллизации.
Точные условия для проведения этого окончательного отжига, которые позволяют достичь такой рекристаллизации, для материала заданного состава и толщины, могут быть определены экспериментально специалистами в данной области техники посредством обычных испытаний. Статический отжиг, чья скорость подъёма температуры ниже, чем при непрерывном отжиге и который длится дольше, имеет преимущество в большем увеличении ферритного зерна, чем при непрерывном отжиге, что является преимущественным для получения низких магнитных потерь.
Предпочтительно этот окончательный отжиг заканчивается относительно медленным охлаждением, таким как естественное охлаждение на воздухе, или охлаждение под колпаком или другим устройством для ограничения тепловых потерь за счёт излучения. Обычно рекомендуется скорость менее или равная 2000°C/ч, предпочтительно менее или равная 600°C/ч. Более быстрое охлаждение может привести к внутренним напряжениям, созданием в материале градиента температуры, что ухудшит магнитные потери.
Эти условия, гарантирующие достаточно медленное охлаждение, наиболее легко выполняются, особенно когда окончательный отжиг представляет собой статический отжиг, т.е. осуществляется в вакууме, где материал просто остаётся в камере обработки во время его охлаждения.
Охлаждение после отжига, отличного от окончательного отжига, не имеет особого преимущества при выполнении при низкой скорости. Слишком медленное охлаждение может даже уменьшить прокатываемость материала на следующей стадии.
Это относительно медленное охлаждение предпочтительно связывается со скоростью повышения температуры для отжига, которая также менее или равна 2000°С/ч, более предпочтительно менее или равна 600°С/ч.
Кроме того, в целом изобретатели считают, что для того, чтобы не получить слишком выраженную текстуру Госса или другую текстуру, но чтобы получить подходящую предысторию текстуры, скорость повышения температуры для окончательного отжига и скорость охлаждения, которое следует за этим окончательным отжигом, входят в число параметров, которые могут быть использованы для достижения требуемых целей с точки зрения низкой и изотропной магнитострикции сплавов, используемых в изобретении, в дополнение к составу сплава и условиям его термической и термомеханической обработки во время холодной или тёплой прокатки и отжига.
Изобретатели считают предпочтительным получить в конечном продукте не более 30% компонента текстуры Госса или компонента текстуры {111}<110> (эти ориентировки в наибольшей степени присутствуют в листах и полосах в соответствии с изобретением) и, в целом, не более 30% любого заметного компонента {hkl}<uvw>, т.е. компонента, характеризующегося тем, что не более 30% объёмной доли зёрен материала имеют {hkl}<uvw > ориентировку, с разориентацией до менее 15° от определённой ориентировки {h0k0l0}<u0v0w0>.
После окончательного рекристаллизационного отжига, который позволяет получить окончательные магнитные свойства материала, дополнительный окислительный отжиг материала может быть добавлен при температуре между 400 и 700°С, предпочтительно между 400 и 550°С, что позволяет осуществить сильное но поверхностное окисление материала, по меньшей мере, на одной из его поверхностей, без риска межзёренного окисления, поскольку, как известно, оно происходит при более высоких температурах. Этот окисленный слой имеет толщину 0,5 - 10 мкм и гарантирует электрическую изоляцию между собранными частями магнитного сердечника трансформатора, что позволяет значительно уменьшить индукционные токи и, следовательно, магнитные потери трансформатора. Точные условия получения этого окисленного слоя могут быть легко определены специалистами в данной области с использованием обычных экспериментов в зависимости от точного состава материала и окислительной способности выбранной атмосферы обработки (воздух, чистый кислород, кислородно-нейтральная газовая смесь ...) по отношению к этому материалу. Обычные анализы состава окисленного слоя и его толщины позволяют определить, для каких условий обработки данного материала (температура, продолжительность, атмосфера) может быть получен требуемый окисленный слой.
Был описан способ изготовления, включающий две стадии холодной прокатки и две или три стадии отжига. Но в объёме изобретения остаётся выполнение большего количества стадий холодной прокатки, аналогичных описанным, которые могут быть разделены промежуточными отжигами, аналогичными описанному первому обязательному отжигу.
Следует понимать, что каждая из холодных прокаток со степенью обжатия 50 - 80%, предпочтительно 60 - 75%, которая была указана, может выполняться постепенно, в несколько последовательных проходов, не разделённых промежуточным отжигом.
Конечным результатом является холоднокатаный отожжённый лист или полоса, толщина которого обычно составляет 0,05 - 0,3 мм, предпочтительно не более 0,25 мм, более предпочтительно не более 0,22 мм, чтобы ограничить магнитные потери, характерной особенностью которого является обеспечение очень низкой магнитострикции λ в трёх направлениях DL (направление прокатки), DT (поперечное направление) и 45° (медианное направление между DL и DT), измеренное как параллельно, так и перпендикулярно направлению приложенного поля и особенно очень маленькая разница между измеренными самыми высокими и самыми низкими значениями магнитострикции и для разной индукции от 1,2 T до 1,8 T. Эти значения индукции являются теми, при которых часто желательно использовать бортовые трансформаторы воздушных судов с использованием сердечников из Fe-Co или Fe-Si, чтобы получить дополнительно к низкой магнитострикции и низкий эффект броска тока, так как уменьшена масса трансформатора, насколько это возможно. 1,8 Т, в частности, является интересной индукцией для получения трансформатора как лёгкого, так и насколько возможно тихого.
Понятно, что для получения низкого магнитострикционного шума трансформатора было мало пользы получить низкую магнитострикцию только в одном или некоторых направлениях, которые будут определяться относительно направления прокатки и направления поля, сохраняя при этом относительно сильную магнитострикцию в других направлениях. Таким образом, критерием удовлетворенности пользователя является максимальное отклонение «Max Δλ» между амплитудами магнитострикции, наблюдаемыми во время измерений, выполненных на трёх типах образцов из одного и того же материала, и представленных на фиг. 1. Следующие примеры основаны на этом методе оценки.
Эти образцы отбираются из полосы 1, полученной согласно изобретению или в соответствии со сравнительным способом примера. Его направление прокатки DL, его поперечное направление DT и его медианное направление 45° представлены стрелками. Три типа образцов отбирают из листа 1 для проведения магнитострикционных испытаний.
Тип 1: удлинённые прямоугольные образцы 2 (например, 120x15 мм) разрезаются так, чтобы направление LONG образца 2 было параллельным DL. Магнитное поле Ha прилагают во время измерения деформации катушкой возбуждения с той же осью, что и LONG-направление образца 2, а также в направлении LONG образца 2. Измерения деформации ε, обозначенные λH//DL, выполняют и в направлении поля (λH//DLe//H), и перпендикулярно к нему (λH//DLe⊥H), что приводит к двум значениям магнитострикции для образца 2 типа 1.
Тип 2: удлинённые прямоугольные образцы 3 (например, 120x15 мм) вырезаются так, чтобы направление LONG образца 3 было параллельно оси 45° DL и DT. Магнитное поле Ha прилагают во время измерения деформации с помощью катушки возбуждения с той же осью, что и направление LONG образца 3, которая также находится в направлении LONG образца 3. Измерения деформации, обозначенные λH//45°, выполняют как в направлении поля (λH//45°e//H), так и перпендикулярно к нему (λH//45°e⊥H) и, следовательно, приводят к двум значениям магнитострикции для образца 3 типа 2.
Тип 3: удлиненные прямоугольные пробы 4 (например, 120x15 мм) вырезаются так, чтобы направление LONG образца 4 было параллельным DT. Магнитное поле Ha прилагают во время измерения деформации с помощью катушки возбуждения с той же осью, что и направление LONG образца 4, которая также находится в направлении LONG образца 4. Измерения деформации, обозначенные λH//DT, выполняют как в направлении поля (λH//DTe//H), так и перпендикулярно к нему (λH//DTe⊥H) и, следовательно, приводят к двум значениям магнитострикции для образца 4 типа 3.
Таким образом, для каждого значения индукции В (измеренное) каждого из трёх типов образцов всего проводят шесть различных измерений деформации. Для определения магнитострикционного поведения материала используются не только три направления (типа) отбора образцов (DL, DT и направление, составляющее угол 45° с DL и DT), но также несколько значений индукции, таких как, например, 1 T, 1,5 T, 1,8 T.
Величина Max Δλ, измеренная для амплитуды индукции B в материале и которая также может быть обозначена Max Δλ(B), представляет собой изотропность магнитострикции. Поэтому она рассчитывается с учётом наивысшего значения и наименьшего значения среди этих шести значений λ, измеренных на образцах 2, 3, 4, отобранных из одной и той же полосы 1 материала, что указано на фиг. 1. Это самое высокое значение, которое можно найти среди шести абсолютных значений алгебраической разницы между каждой возможной парой измерений магнитострикции, описанных выше. Другими словами:

Для листа или полосы в соответствии с изобретением установлено, что максимальное значение Max Δλ, измеренное для индукции 1,8 Т, должно быть не более 25 ч/млн.
Десять испытаний, которые будут описаны, выполнены, в частности, на образцах сплава типа FeCo27, подробные составы которых будут указаны. Но будет видно, что изобретение вполне сопоставимо применимо ко всем сплавам в этой категории, которые известны и обычно используются в сердечниках трансформатора, тогда как текстурирование, которое является очень незначительным, но не равным нулю, которое будет описано вместе со средствами его получения, до сих пор не было идентифицировано. В таблице 1 представлены составы различных сплавов в соответствии с изобретением и сплавов сравнения, используемых в испытаниях.
В частности, были испытаны два сплава FeCo27 из разных отливок, но с очень похожими составами, так что результаты испытаний непосредственно сопоставимы. Сплав А использовался для сравнительных испытаний 1 и 2, сплав В используют для испытаний согласно изобретению 3 - 9 и для сравнительных испытаний 10 - 12.

Образцы сплавов А и В готовят следующим образом.
Сплав готовят в вакуумной индукционной печи, а затем отливают слиток в форме усечённого конуса 30 - 50 кг диаметром 12 - 15 см и высотой 20 - 30 см. Затем его прокатывали в обжимной клети до толщины 80 мм, а затем подвергают горячей прокатке при температуре около 1000°С до толщины 2,5 мм.
Затем эти горячекатаные изделия подвергают холодному отжигу и холодной прокатке (LAF) при температуре ниже 100°С при следующих условиях:
- Образец 1: LAF 1 степень обжатия 84%; непрерывный отжиг 1 при 1100°С в течение 3 мин; LAF 2 степень обжатия 50%; статический отжиг 2 при 900°С, 1 час;
- Образец 2: LAF 1 степень обжатия 84%; непрерывный отжиг 1 при 1100°С в течение 3 мин; LAF 2 степень обжатия 50%; статический отжиг 2 при 700°С, 1 час;
- Образец 3: непрерывный отжиг 1 при 900°С в течение 8 минут; LAF 1 степень обжатия 70%; непрерывный отжиг 2 в течение 8 мин при 900°С; LAF 2 степень обжатия 70%; статический отжиг 3 при 660°С, 1 час;
- Образец 4: непрерывный отжиг 1 при 900°С в течение 8 минут; LAF 1 степень обжатия 70%; непрерывный отжиг 2 при 900°С в течение 8 мин; LAF 2 степень обжатия 70%; статический отжиг 3 при 680°С, 1 час;
- Образец 5: непрерывный отжиг 1 при 900°С в течение 8 мин; LAF 1 степень обжатия 70%; отжиг 2 при 900°С в течение 8 мин; LAF 2 степень обжатия 70%; статический отжиг 3 при 700°С, 1 час;
- Образец 6: непрерывный отжиг 1 при 900°С. в течение 8 минут; LAF 1 степень обжатия 70%; непрерывный отжиг 2 при 900°С в течение 8 мин; LAF 2 степень обжатия 70%; статический отжиг 3 при 720°С, 1 час;
- Образец 7: непрерывный отжиг 1 в течение 8 мин при 900°С. LAF 1 степень обжатия 70%; непрерывный отжиг 2 в течение 8 мин при 900°С; LAF 2 степень обжатия 70%; статический отжиг 3 при 750°С, 1 час;
- Образец 8: непрерывный отжиг 1 в течение 8 мин при 900°С; LAF 1 степень обжатия 70%; непрерывный отжиг 2 в течение 8 мин при 900°С; LAF 2 степень обжатия 70%; статический отжиг 3 при 810°С, 1 час.
- Образец 9: непрерывный отжиг 1 в течение 8 мин при 900°С; LAF 1 степень обжатия 70%; непрерывный отжиг 2 в течение 8 мин при 900°С; LAF 2 степень обжатия 70%; статический отжиг 3 при 900°С, 1 час.
- Образец 10: непрерывный отжиг 1 в течение 8 мин при 900°С; LAF 1 степень обжатия 70%; непрерывный отжиг 2 в течение 8 мин при 900°С; LAF 2 степень обжатия 70%; статический отжиг 3 при 1100°С, 1 час.
- Образец 11: непрерывный отжиг 1 в течение 8 мин при 900°С; LAF 1 степень обжатия 80%; непрерывный отжиг 2 в течение 8 мин при 900°С; LAF 2 степень обжатия 40%; статический отжиг 3 при 700°С, 1 час.
- Образец 12: непрерывный отжиг 1 в течение 8 мин при 900°С. LAF 1 степень обжатия 70%; непрерывный отжиг 2 при 1100°С в течение 8 мин; LAF 2 степень обжатия 70%; статический отжиг 3 при 700°С, 1 час.
Статическому отжигу, включающему приготовление, для всех образцов предшествовало повышение температуры со скоростью 300°С/с и последующее охлаждение со скоростью порядка 200°С/ч, простым оставлением образцов в отжиговой печи. Таким образом, скорость повышения температуры до окончательного отжига и охлаждения после окончательного отжига была относительно умеренной, что во всех случаях способствовало получению конечного продукта относительно слабо текстурированного, как будет видно из таблицы 2. Различия в магнитострикции и изотропия, наблюдаемые для образцов в соответствии с изобретением, и сравнительных образцов могут, таким образом, быть связаны с другими факторами, и в частности с тем, что для сравнительных образцов в время отжига имелся переход в аустенитную область.
Следует отметить, что окончательный отжиг в испытаниях проводят при 850°С в течение 3 ч в другой статической печи в атмосфере водорода с параметрами, сравнимыми с параметрами описанных испытаний, но со скоростью охлаждения после окончательного отжига ещё ниже (60°С/ч), что даёт очень похожие результаты относительно уровня магнитострикции и её изотропии. Поэтому охлаждение после окончательного отжига может быть особенно медленным без помех.
Все отжиги всех образцов проводят в чистой и сухой атмосфере водорода с точкой росы менее -40°C. Никакие другие газообразные вещества не присутствуют в количестве более 3 ч/млн.
Таким образом, сравнительные образцы 1 и 2 подвергают холодной прокатке непосредственно после термообработки с последующим высокотемпературным отжигом (1100°С) в аустенитной области с последующей второй холодной прокаткой и, наконец, окончательному отжигу при 900°С (испытание 1) или 700°C (испытание 2) в ферритной области.
Образцы 3 - 9 в соответствии с изобретением после термообработки начинают подвергать отжигу при 900°С, затем первой холодной прокатке, затем второму отжигу при 900°С, затем второй холодной прокатке и затем холодной прокатке, и окончательному отжигу при переменной температуре от 660 до 900°C в соответствии с испытаниями. Таким образом, все отжиги имели место в ферритной области в соответствии с изобретением, количество отжигов составляло три по сравнению с двумя для первых двух сравнительных образцов 1 и 2. Все холодные прокатки выполняют со степенью обжатия 70%.
Сравнительный образец 10 сначала отжигают в ферритной области при 900°С, как и образцы в соответствии с изобретением, и в отличие от двух других сравнительных образцов, с последующей первой холодной прокаткой и затем промежуточным отжигом при 900°С и, следовательно, в ферритной области, затем второй холодной прокаткой, затем окончательным отжигом при температуре 1100°С и, следовательно, в аустенитной области. Таким образом, проводится обработка, сравнимая с обработкой образцов 3 - 9 согласно изобретению, за исключением того факта, что окончательный отжиг имеет место в аустенитной области. Все холодные прокатки выполняют со степенью обжатия 70%, как и в случае образцов согласно изобретению.
Сравнительный образец 11 после термообработки отжигают при 900°С, затем подвергают первой холодной прокатке при 80% вместо 70%, как для всех образцов 3 - 10 (что остаётся в объёме притязаний изобретения), затем второму отжигу при 900°С, затем второй холодной прокатке при 40%, что не в соответствии с изобретением, вместо 70%, как и все образцы 3 - 10, затем окончательному отжигу при температуре 700°С и, следовательно, в ферритной области.
Сравнительный образец 12 очень похож на образец 10 из-за его прохождения через аустенитную область, которая, однако, имеет место на другой стадии обработки. Сначала его подвергают отжигу в ферритной области при 900°С, как и образцы в соответствии с изобретением, и в отличие от первых двух сравнительных образцов, затем первой холодной прокатке, затем промежуточному отжигу в аустенитной области при 1100°С и, следовательно, что не в соответствии с изобретением, затем второй холодной прокатке, а затем окончательному отжигу при температуре 700°С и, следовательно, в ферритной области. Таким образом, его подвергают обработке, сравнимой с обработкой образцов 3 - 9 в соответствии с изобретением, за исключением того факта, что промежуточный отжиг имел место в аустенитной области. Все его холодные прокатки выполняют со степенью обжатия 70%, как и образцы в соответствии с изобретением.
Характеристики различных образцов, полученных таким образом, с точки зрения наличия текстуры Госса или {111}<110>, определённой рентгеновским анализом, средний диаметр зёрен, измеренный с помощью анализа изображений образцов, охарактеризованной дифракцией обратного рассеяния электронов (EBSD) и степень рекристаллизации, измеренная на поверхности тем же методом EBSD и с предположением, что поверхностная доля представляет собой объёмную долю, суммированы в таблице 2.
Таблица 2. Текстура, диаметр зерна и степень рекристаллизации испытуемых образцов в соответствии с их условиями обработки
(°C)
Сравнение
(но отжиг 1 при 1100°C)
Сравнение
(но отжиг 1 при 1100°C)
Изобретение
Изобретение
Изобретение
Изобретение
Изобретение
Изобретение
Изобретение
Сравнение
(отжиг 1 и 2 при 900°C)
Сравнение
Сравнение
(но отжиг 2 при 1100°C)
Различные диапазоны применяемых металлургических обработок приводили к практически идентичным размерам конечных зёрен между сравнительными и испытуемыми в соответствии с изобретением, то есть диапазон размеров зерна около 300 - 15 мкм: более точно 16 - 95 мкм для испытаний в соответствии с изобретением, то есть когда все отжиги проведены в ферритной области; 15 - 285 мкм для сравнительных, то есть когда, по меньшей мере, одна стадия процесса выходит за пределы ферритной области. Таким образом, можно видеть, что диапазон размеров зерна аналогичен и не имеет связи с полученной низкой магнитострикцией. Но испытание 2, окончательный отжиг которого выполняют при 700°С, привёл к значительному более низкому размеру зерна, чем размер в сравнительных испытаниях 1 и 10 и испытании 9 в соответствии с изобретением и который имеет тот же порядок размера, что и в испытаниях 3 - 8 согласно изобретению, которые также проводились при температурах в области 700°С. В общем, металлургические диапазоны испытаний в соответствии с изобретением обеспечивают размер зерна (между 16 и 95 мкм в соответствии с испытаниями), относительно близкий к диапазонам сравнительных испытаний, и, в любом случае, вполне соответствуют тому, что можно было ожидать a priori, особенно с учётом условий окончательного отжига. Следует отметить, что проведение отжига при 900°С до первой холодной прокатки в испытаниях согласно изобретению и сравнительном испытании 10 само по себе существенно не влияет на размер зерна, полученного в результате всего процесса по сравнению с сравнительными испытаниями 1 и 2, где холодную прокатку проводят непосредственно на горячекатаном образце.
Более неожиданным является то, что существенные различия между диапазонами обработки различных испытаний не привели к очень значительным различиям в окончательных текстурах материалов с точки зрения долей текстуры Госса и {111}<110> текстуры.
Затем магнитострикцию (измеренную в ч/млн.) на различных срезах образцов 1 - 3, 5, 7 - 12, в соответствии с различными направлениями DL, DT и 45° DL и DT, как указано на фиг. 1 (указанное направление является направлением листа, в котором расположена большая сторона прямоугольного образца), определяют и измеряют либо параллельно большой стороне образца (также параллельно направлению приложенного магнитного поля и магнитного потока генерируемой индукции B) и обозначается «//H», или перпендикулярно большой стороне образца (и, следовательно, перпендикулярно направлению приложенного магнитного поля и магнитного потока генерируемой индукции B) и обозначается «┴H». Измерения проводят непрерывно в широком диапазоне B и используют именно для трёх амплитуд магнитной индукции B: 1,2 T, 1,5 T и 1,8 T. Результаты обобщены в таблице 3, где различные образцы определены по их составу A или В и температуре их окончательного отжига. Измерения на образцах 4 и 6 не проводят, но несомненно, что они были бы в значительной степени сопоставимы с измерениями образцов в соответствии с изобретением, обработанных при близких температурах окончательного отжига.
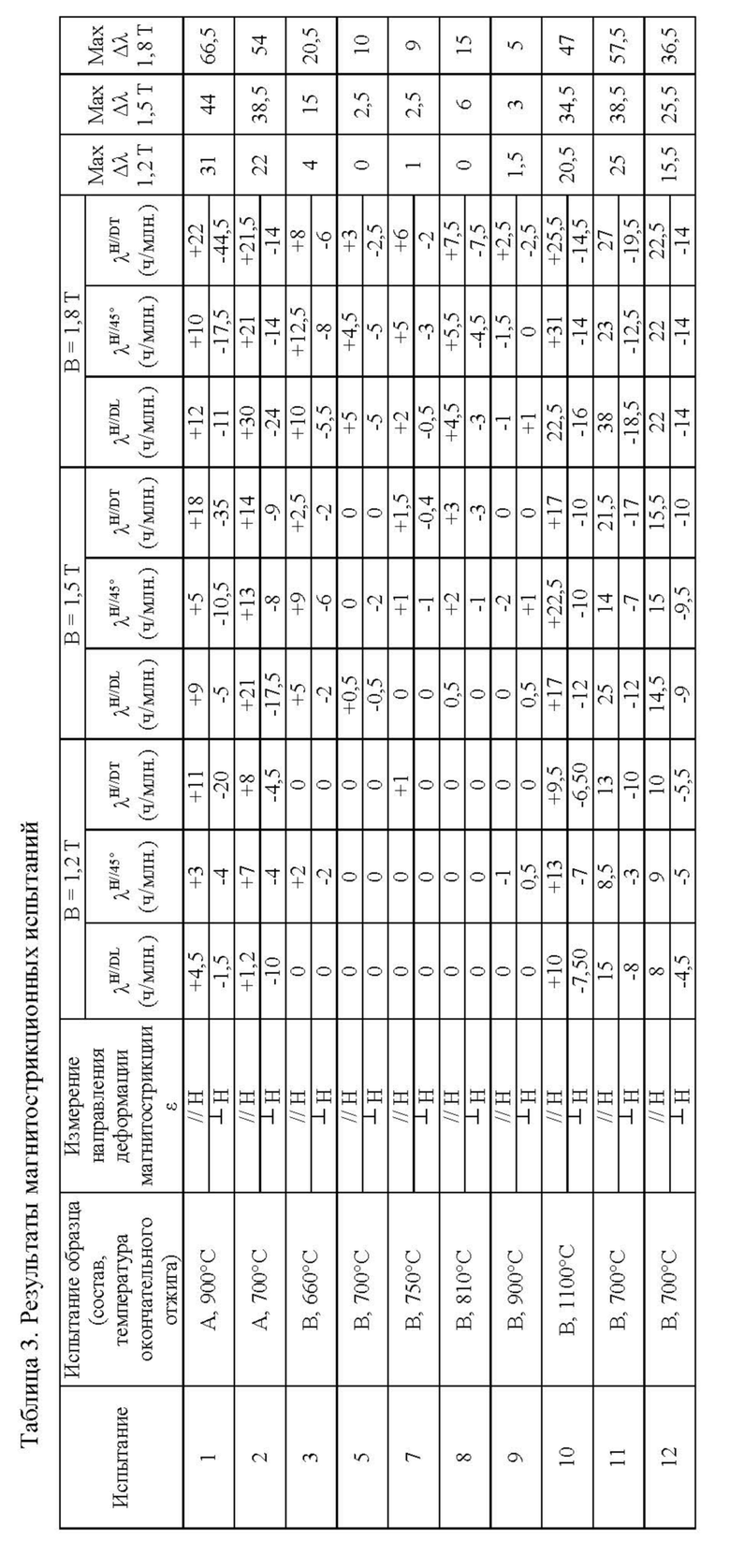
Существуют значительные различия в измерениях магнитострикции по абсолютной величине и изотропии между сравнительными испытаниями 1, 2, для которых первый отжиг проводят в аустенитной области, и испытаниями по изобретению 3 - 9, где все отжиги проводят в ферритной области, включая необязательный отжиг, предшествующий первой холодной прокатке, но не проводят в сравнительных испытаниях 1 и 2.
В соответствии с испытаниями 10 мы также видим, что, выход только в конце процесса в ферритную фазу посредством окончательного отжига, выполняемого в аустенитной области, целевая низкая и изотропная магнитострикции также не получена, хотя здесь также отжиг в ферритной области проводят до первой холодной прокатки.
Сравнительные испытания 11 показывают, что целевая низкая и изотропная магнитострикции также не достигается, когда одна из холодных прокаток выполняется с низкой степенью обжатия, даже если отжиг полностью происходит в ферритной области.
Сравнительные испытания 12 показывают, что целевая низкая и изотропная магнитострикции также не достигается, когда второй из трёх отжигов выполняется в аустенитной области. В сравнительных примерах 1 и 2 выполняют отжиг в аустенитной области, в начале обработки после первой холодной прокатки, тогда как в сравнительном примере 10 отжиг в аустенитной области выполняют в самом конце обработки. Пример 12, таким образом, завершает демонстрацию вредоносности отжига в аустенитной области независимо от его места в обработке.
Фиг. 2 - 12 представляют эти различия.
Фиг. 2 представляет результаты по магнитострикции, определённые во время сравнительного испытания 1. Можно видеть, что даже при низких индукциях порядка, по абсолютной величине, 0,5 Т, магнитострикция по DT начинает становиться значительной и очень быстро растёт с индукцией. Для DL и для направления 45° по сравнению с DT и DL она составляет около 1 T, магнитострикция начинает значительно и быстро возрастать. Это приводит к значительным деформациям магнитострикции до нескольких десятков ч/млн. в определённых направлениях при индукциях порядка 2 Т и сильной анизотропии этих деформаций, все в направлении создания магнитострикционного шума, который слишком интенсивен для предпочтительных применений изобретения.
Фиг. 3 представляет результаты по магнитострикции, определённые во время сравнительного испытания 2. Наблюдается, что по сравнению с испытанием 1 изотропия магнитострикции немного улучшена, а некоторые экстремальные значения магнитострикции немного меньше. Но начиная с индукции 1 Т магнитострикция начинает становиться значимой в трёх рассмотренных направлениях. Таким образом, полученный таким образом материал не будет подходить для предпочтительных применений изобретения. Значительно меньший размер зерна в образце испытания 2 по сравнению с образцом испытания 1 существенно не улучшил результаты по магнитострикции.
Фиг. 4 представляет результаты по магнитострикции, определённые во время испытания 3 в соответствии с изобретением. В этом случае форма кривых радикально меняется. С одной стороны, мы наблюдаем магнитострикцию, которая практически остаётся практически нулевой во всех рассмотренных направлениях до значений индукции, незначительно превышающих 1 Т. И когда эта магнитострикция начинает увеличиваться при более высоких напряжённостях поля, её значение остаётся значительно ниже, чем в сравнительных испытаниях 1 и 2. Кроме того, различия магнитострикции между различными направлениями остаются относительно небольшими даже для высоких напряжённостей полей. При 2 или -2 Т мы имеем магнитострикцию, которая не достигает 15 ч/млн. или -10 ч/млн., и это в случае всех рассмотренных направлений. Таким образом, эти результаты значительно лучше, чем для сравнительных испытаний, и они достаточны для изготовления материалов, приготовленных таким образом, подходящих, в частности, для сердечников малошумящих трансформаторов самолётов.
Фиг. 5 представляет результаты по магнитострикции, наблюдаемые во время испытания 7 в соответствии с изобретением. Мы находим кривые магнитострикции, которые качественно очень похожи на кривые испытания 3 (фиг. 4), кроме того, магнитострикция начинает становиться значимой только для индукции, по меньшей мере, ±1,5 Т. При ±2 Т магнитострикция может составлять менее 5 ч/млн. и никогда не превышает 10 ч/млн. Таким образом, в этом испытании получены подходящие результаты, которые отличаются от испытаний 3 только его температурой окончательного отжига 750°C вместо 660°C и что приводит к полной рекристаллизации, тогда как в испытании 3 она составляет всего 90%.
Фиг. 6 представляет результаты по магнитострикции, наблюдаемые во время испытания 8 согласно изобретению, которое имеет температуру окончательного отжига 810°С. Кривые магнитострикции качественно вполне сопоставимы с кривыми 3 (фиг. 4) и испытания 7 (фиг. 5). Количественно результаты являются подходящими, причём максимальные значения магнитострикции остаются порядка ±10 ч/млн. даже для индукции ±2 T и Max Δλ 15 ч/млн. для 1,8 T.
Фиг. 7 - 9 сравнивают магнитострикционные измерения, зарегистрированные в испытаниях 5 и 9 в соответствии с изобретением. Фиг. 7 представляет испытания, проведённые в соответствии с направлением DT, а фиг. 8 представляет испытания, проведённые в направлении 45°, и фиг. 9 представляют испытания, проведённые в соответствии с направлением DT. Результаты в значительной степени сопоставимы и являются подходящими в двух испытаниях в соответствии с направлениями DL и DT для индукции ±1,8 Т. В случае направления 45° магнитострикция начинает становиться значительной с 1,8 Т примерно в случае испытания 5, а в испытании 9 она остаётся очень низкой даже за пределами 2 Т. В общем, температура окончательного отжига 900°С таким образом даёт результаты магнитострикции лучше, чем окончательный отжиг при 700°С. Но уже при 700°C магнитострикция при 1,8 Т не превышает ±5 ч/млн. в трёх направлениях измерения, что значительно лучше, чем для сравнительных испытаний, как для абсолютного значения магнитострикции, так и для её изотропии.
Результаты испытания 9 особенно примечательны при высокой индукции 1,8 Т или немного выше, как по отношению к малой величине магнитострикции, так и к её изотропии.
Фиг. 10 представляет результаты сравнительного испытания 10, в котором окончательный отжиг проводят при 1100°С, таким образом, в аустенитной области, тогда как два предыдущих отжига 1 и 2, выполненные при 900°С, как и все отжиги 1 и 2 испытаний в соответствии с изобретением проведены в ферритной области. Кривые магнитострикции для различных направлений качественно и количественно сравнимы с кривыми других сравнительных испытаний 1 и 2, как видно на фиг. 3 и 4. Можно сделать вывод, что переход сплава в аустенитную область во время одного его отжига, даже если это происходит только в конце обработки, представляет собой очень важный фактор невозможности получить низкую и изотропную магнитострикцию.
Испытание 11, в котором вторая холодная прокатка выполняется со степень обжатия только 40%, показывает, согласно фиг. 11, обычное параболическое и малоизотропное поведение магнитострикции в зависимости от индукции, то есть поведение вне объёма изобретения, например, с магнитострикцией по DL более 35 ч/млн. при 1,5 Т и почти 60 ч/млн. при 1,8 Т. Можно сделать вывод, что предыстория текстуры, модулированная степенью обжатия холодной прокатки, действительно контролируется превращениями текстуры во время холодной прокатки, что ограничивает изобретение некоторыми диапазонами степени обжатия.
Фиг. 12 представляет результаты сравнительного испытания, при котором промежуточный отжиг проводят при 1100°С, таким образом в аустенитной области, тогда как оба отжига 1 и 3 проводят при 900°С, как все отжиги 1 и 3 испытания в соответствии с изобретением и, следовательно, в ферритной области. Кривые магнитострикции в разных направлениях оказались сопоставимыми с кривыми других сравнительных испытаний 1, 2 и 10, как видно на фиг. 3, 4 и 10, однако с довольно значительной изотропией магнитострикции. Но уровень магнитострикции остаётся слишком высоким даже при относительно низкой индукции. В связи с испытанием 10 можно заключить, что переход сплава в аустенитную область во время любого из его отжигов является очень важным фактором невозможности получения магнитострикции, которая является низкой и изотропной.
Неожиданно было установлено, что магнитные потери при 400 Гц для разной индукции (1,2, 1,5 Т) значительно ниже в случае материалов, полученных в соответствии с изобретением, чем для сравнительных материалов с нетекстурированными зёрнами. Можно было бы полагать, что примеры в соответствии с изобретением могут представлять неприемлемые индукционные потери магнитного потока либо из-за их не полностью рекристаллизованной структуры (испытания 3 и 4), либо из-за их мелкозернистых микроструктур. Однако результаты, представленные в таблице 4, демонстрируют обратное. Они получены на образцах толщиной 0,2 мм, длиной 100 мм и шириной 20 мм, отрезанных вдоль DL, помещённых в магнитное поле с основной частотой 400 Гц и путём формирования магнитной индукции синусоидальной формы во времени. Измерения проводят для максимальной амплитуды индукции В с интенсивностью 1, 1,2, 1,5 или 1,8 Т. Магнитные потери выражены в Вт/кг.
Таблица 4: Магнитные потери при 400 Гц, измеренные на разных образцах
Как можно видеть, магнитные потери образцов, изготовленных в соответствии с изобретением и имеющих уменьшенный размер зерна и не полностью рекристаллизованную структуру (испытания 3 и 4) или полностью рекристаллизованную благодаря окончательному отжигу при 700°С или более, не являются особенно высокими и остаются конкурентоспособными по сравнению со сравнительными образцами. Прежде всего образцы в соответствии с изобретением, которые рекристаллизованы на 100% и получены окончательным отжигом при 720°С и более (до 810°С, испытание 8 или лучше до 900°С испытание 9), имеют магнитные потери, которые по-прежнему значительно лучше по сравнению с сравнительными образцами, включая испытание 1, которые имеют большой размер зерна и на 100% рекристаллизованную структуру. Это преимущество в отношении магнитных потерь на данный момент авторами точно не объяснено. Это тем более примечательно при работе с индукцией выше 1,5 Т, например, 1,8 Т (см. таблицу 4), поскольку магнитные потери меняются в зависимости от квадрата индукции. Это также является преимуществом для использования в бортовых трансформаторах самолетов, размеры которых сильно связаны с устранением различных потерь (Джоулевы и магнитные эффекты).
Следует отметить, что неожиданно, в то время как большой размер зерна сравнительного испытания 10 был a priori направлен на получение наименьших магнитных потерь, а испытание 9 согласно изобретению имеет самые низкие магнитные потери.
В общем, все результаты более предпочтительны с точки зрения магнитных потерь, поскольку конечная температура отжига в ферритной области выше, причём наиболее подходящие результаты получены для образца испытания 9, который был отожжён при 900°С.
Для магнитострикции температура отжига в ферритной области между 800 и 900°C даёт от слабо до очень слабо выраженной анизотропии деформации и амплитуды магнитострикции Max Δλ не превышают во всяком случае 6 ч/млн. при 1,5 T, 15 ч/млн. при 1,8 T, поэтому значительно лучше, чем в сравнительных образцах.
В общем, изобретение определяется, в частности, тем, что все отжиги должны проходить в ферритной области при минимальной температуре 650°С и при максимальной температуре, которая, с учётом фактического состава сплава, находится в чисто ферритной области, без превращения, по меньшей мере, части феррита в аустенит. Мы видели выше, что эта максимальная температура является функцией содержания Si, Co и C в сплаве.
Полосы, полученные в соответствии с изобретением, могут быть использованы для формирования сердечников трансформаторов, которые являются трансформаторами типа «штампованный и пакетированный» и типа «ленточный», как определено выше. В последнем случае для выполнения намотки необходимо использовать, например, очень тонкие полосы толщиной порядка 0,1 - 0,05 мм.
Как было указано, отжиг, выполненный до первой холодной прокатки, предпочтительно выполняются в рамках объёма изобретения. Однако этот отжиг не является существенным, особенно в случае, когда горячекатаная полоса находилась в намотанном состоянии в течение длительного времени во время естественного охлаждения. В этом случае температура намотки часто составляет порядка 850 - 900°С, причём продолжительность этого пребывания в таком состоянии может быть вполне достаточной для получения с микроструктурой полосы на этой стадии очень сопоставимых эффектов с теми, которые будут обеспечиваться посредством реального отжига в ферритной области, выполненного в условиях, которые заданы для необязательного отжига перед первой холодной прокаткой.
В таблице 5 приведены результаты, полученные в ранее описанных испытаниях 1 и 9 по изотропии магнитострикции и магнитным потерям при 1,5 T, 400 Гц, и добавляется информация о пригодности для холодной или горячей прокатки образцов до того, как они подверглись обработке согласно способу изобретения и намагниченности насыщения Js конечного продукта. Эти результаты также сравнивают с результатами, полученными в испытаниях 13 - 24, в которых также исследованы сплавы с составами, соответствующими изобретению (13 - 19 и 23, 24) или не соответствующими (20 - 22). Также указаны составы этих новых сплавов, а также испытаний 1 и 9 в качестве напоминания. Образцы K и L испытаний 21 и 22 оказались непригодными для холодной или горячей прокатки (разрушение из-за хрупкости, начиная с середины полосы до краёв), эти испытания не были продолжены после попытки прокатки, поэтому отсутствуют результаты для них в таблице 5.
Для всех этих образцов конечная толщина составляет 0,2 мм.
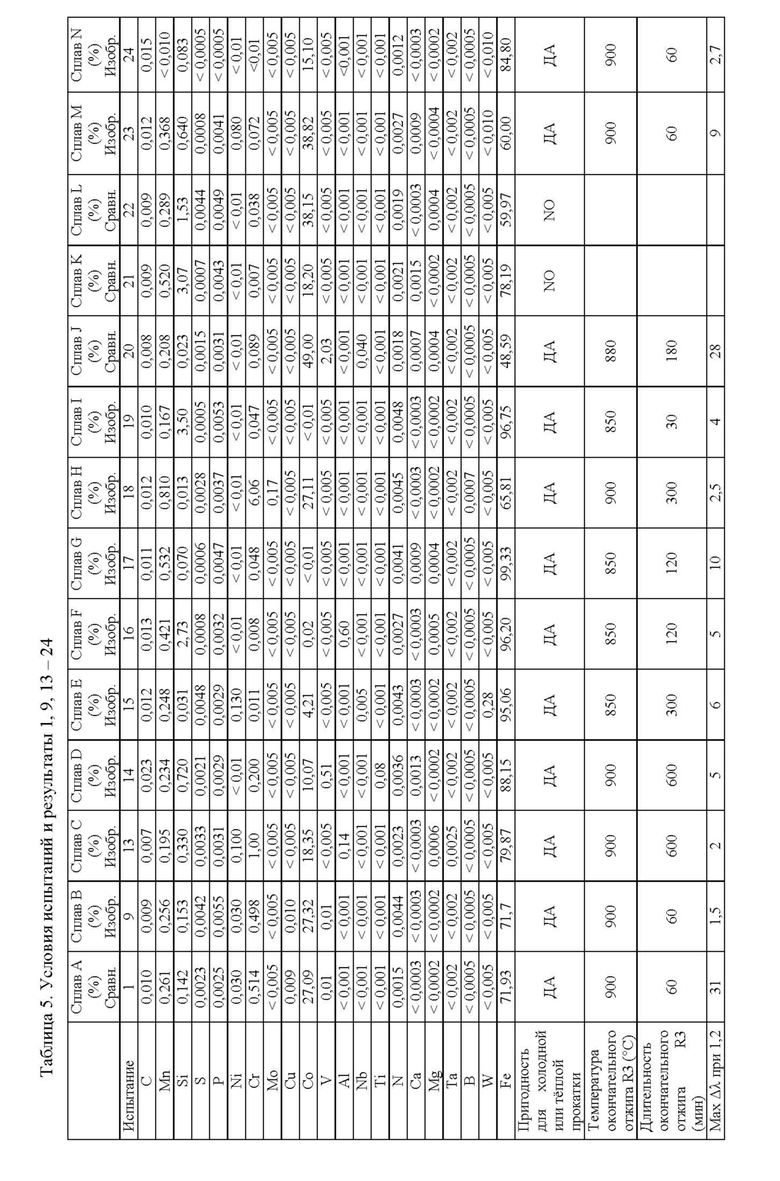
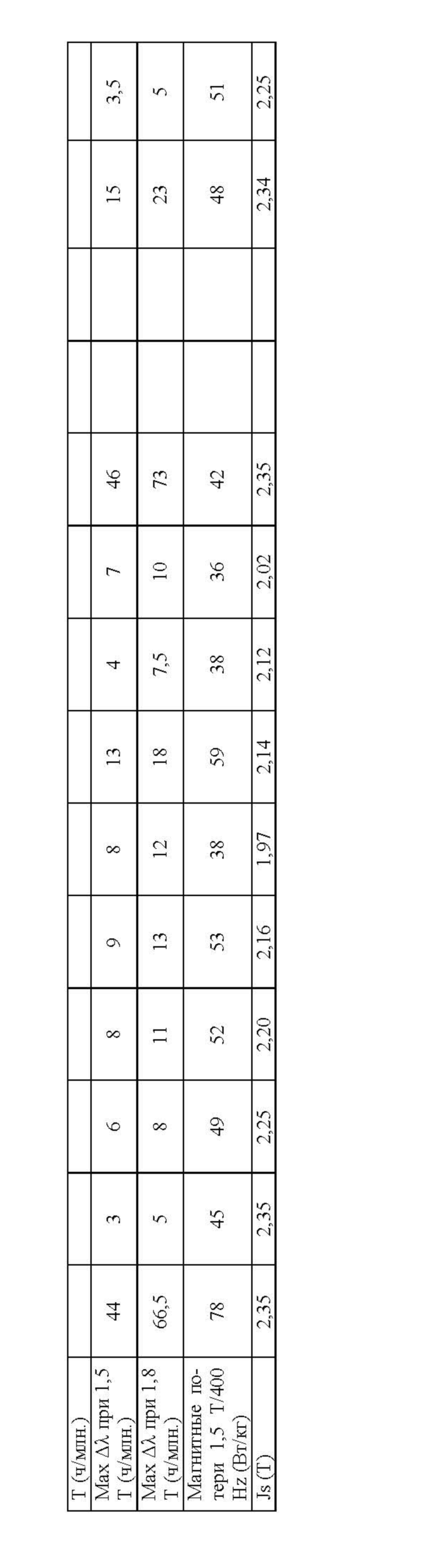
Как мы видели, образец A (испытание 1) подвергался без предварительного отжига LAF 1 со степень обжатия 84%, затем непрерывному отжигу R1 при 1100°C. в течение 3 мин, затем LAF 2 со степень обжатия 50%, затем статическому отжигу R2 при 900°C в течение 1 часа.
Образцы В - Н (испытания 2 - 18) подвергали непрерывному отжигу R1 при 900°С в течение 8 мин, затем ЛАФ 1 со степень обжатия 70% с последующим отжигом R2 при 900°С в течение 8 мин при 900°C, затем LAF 2 со степень обжатия 70%, затем статическому отжигу R3 при разных температурах и временах, как указано в таблице 5.
Образец I (испытание 19) подвергали отжигу R1 при 900°С в течение 8 мин с последующей горячей прокаткой 1 при 150°С со степень обжатия 70% с последующим отжигом R2 при 900°С в течение 8 мин, затем тёплой прокатке 2 при 150°С со степенью обжатия 70% и статическому отжигу R3 при 850°С в течение 30 мин.
Образец J (испытание 20) подвергали статическому отжигу R1 при 935°C в течение 1 часа, затем LAF 1 со степень обжатия 70% с последующим отжигом R2 при 900°C в течение 8 минут с последующим LAF 2 при 70% скорость восстановления, затем статическому отжигу R3 при 880°С в течение 1 часа.
Как мы видели, сравнительное испытание 1, проведённый со сплавом FeCo27 A, не дало удовлетворительных результатов с точки зрения изотропии магнитострикции: см. наблюдаемые высокие значения Max Δλ. Это, по-видимому, связано с тем, что один из отжигов (R1) проводился при высокой температуре (1100°C), расположенной в аустенитной области.
Испытание 9 в соответствии с изобретением, выполненное со сплавом В, который также является FeCo27, и для которого все отжиги происходили в ферритной области, привело, с другой стороны, к подходящей изотропии магнитострикции.
Эта подходящая изотропия магнитострикции установлена в испытаниях 13 и 14, которые относятся к сплавам FeCo с содержанием Со ниже 27%: соответственно около 18 и 10%, и состав и обработка которых, кроме того, соответствуют другим требованиям изобретения. Пример 13 также показывает относительно значительное содержание Si, Cr, Al, Ca, Ta. Пример 14 также показывает значительное содержание Si, V и Ti. Но все эти данные остаются в пределах, определённых для изобретения.
Аналогично подходящая изотропия магнитострикции присутствует в испытании 23, которое относится к сплаву FeCo, с содержанием Со почти 39%, при этом существенно выше 27%, но оставаясь в пределах 40%, максимального значения для изобретения, и с содержанием Si, которое является значительным, но не настолько велико, чтобы нарушить пригодность к холодной или тёплой прокатке. Магнитные потери и намагниченность насыщения имеют тот же порядок величины, что и для других образцов, обработанных в соответствии с изобретением.
Что касается испытания 24, оно относится к сплаву с 15% Co и без значительного содержания других легирующих элементов, включая Cr. Он также имеет особенно низкую и изотропную магнитострикцию. Магнитные потери и намагниченность насыщения имеют тот же порядок величины, что и для других образцов, обработанных в соответствии с изобретением. В частности, по сравнению с испытанием 13 отсутствие Cr в испытании 24, где это отсутствие имеет тенденцию увеличивать намагниченность насыщения, компенсируется немного более низким содержанием Co, которое имеет тенденцию к уменьшению намагниченности насыщения. Аналогично отсутствие Cr в испытании 24 имеет тенденцию к увеличению магнитных потерь по сравнению с испытанием 13, в то время как низкое содержание Co в испытании 24 имеет тенденцию к уменьшению этих же магнитных потерь. Таким образом, различия в составе сплава между испытаниями 13 и 24 имеют тенденцию к замещению друг друга с точки зрения магнитных потерь и Js.
Что касается сравнительного испытания 20, то оно проводилось со сплавом FeCo с 49% Co, таким образом выше верхнего предела, равного 40%, согласно изобретению. Все его отжиги проводили в ферритной области. Его магнитные потери весьма приемлемы, но его магнитострикция не представляет искомой изотропии. Как было указано, при таком слишком высоком содержании Co переход порядок-беспорядок во время термообработки является, скорее всего, слишком быстрым и слишком резким, а число отжигов, требуемых согласно изобретению, несовместимо с этим составом сплава. Присутствие 0,04% Nb, хотя и всё ещё ниже максимального предела, допускаемого изобретением, также способствовало осложняло механизм предыстории текстуры, который, как было указано, является объяснением изотропии магнитострикции, наблюдаемой при применении способа в соответствии с изобретением.
Что касается контрольного испытания 21, его содержание Si слишком велико по отношению к содержанию Co, и условие «Si + 0,6% Al ≤ 4,5 - 0,1% Co, если Co <35%», требуемое в изобретении, не выполняется. Как объясняется выше, следствием этого является то, что сплав не подходит для холодной или тёплой прокатки.
Что касается сравнительного испытания 22, то это случай, когда содержание Co составляет ≥ 35% и где содержание Si согласно изобретению не должно превышать 1% для обеспечения соответствующей способности к холодной или тёплой прокатке. Однако содержание Si в этом испытании составляет 1,53%: снова подтверждается, что подходящая холодная или тёплая прокатка сплава получается только в определённых пределах состава, которые должны быть интегрированы в определение изобретения.
Испытание 15 в соответствии с изобретением показывает, что относительно низкое содержание Со (4,21%) не противоречит получению искомой подходящей изотропии магнитострикции, если содержание Si и Al достаточно низкое. Присутствие 0,005% Nb не препятствует достижению искомых результатов.
Испытание 16 в соответствии с изобретением относится к сплаву Fe-Si-Al с очень низким содержанием С. В этом случае также получается искомая изотропная магнитострикция вместе с небольшими магнитными потерями.
Испытание 17 согласно изобретению относится к сплаву, который является практически 99% чистым Fe с относительно низким содержанием Mn, Ca, Mg. Изотропия магнитострикции меньше, чем в других испытаниях согласно изобретению, но она, тем не менее, очень подходит в абсолютном выражении, так как Max Δλ при 1,8 T остаётся ≤ 25 ч/млн., что требуется для листов или полос в соответствии с изобретением. Магнитные потери также немного выше, чем для других испытаний в соответствии с изобретением, но остаются на подходящем уровне и ниже, чем те, которые были определены в сравнительном испытании 1.
Испытание 18 в соответствии с изобретением относится к сплаву FeCo27 с высоким содержанием Cr (6%) и также содержащему Mn (0,81%) и некоторое количество Mo и B. Подходящая изотропия магнитострикции подтверждена и магнитные потери являются такими же низкими что и для испытания 16, несмотря на наличие 7 ч/млн. B. Намагниченность насыщения остаётся того же порядка, что наблюдается во время других испытаний, так как содержание Cr, Mn и Mo недостаточно велико, чтобы её значительно ухудшить.
Испытание 19 в соответствии с изобретением относится к сплаву Fe-Si, содержащему 3,5% Si и не содержащему Al, и показывает, что рабочие условия способа согласно изобретению также применимы с преимуществом для этого типа сплава FeSi3, чтобы получить требуемую изотропию магнитострикции. Кроме того, этот пример имеет особенно низкие магнитные потери.
В таблице 6 представлены экспериментальные результаты, полученные путём изменения условий обработки, состава обработанного сплава и конечной толщины образца. Результаты предыдущих испытаний 1 и 9 были повторены, а новые испытания 25 - 31 проведены со сплавами состава B (FeCo27), I (FeSi3) и C (FeCo18), как объяснено в таблице 5.
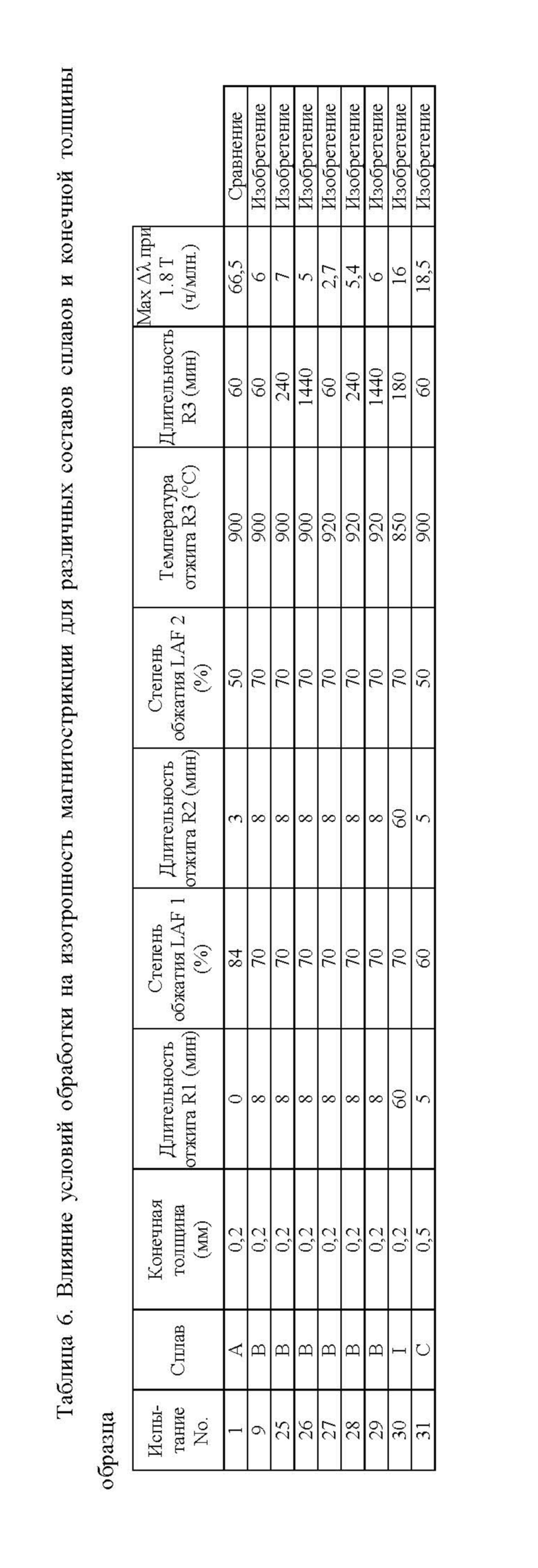
Если сравнить результаты различных испытаний в соответствии с изобретением, проведённых на образцах одного и того же состава, мы видим, что изменение параметров LAF и отжига в пределах определения изобретения всё же позволяет получать изотропность магнитострикции, которая необычно является подходящей во всех случаях.
Можно отметить, что в отношении сплава I (типа FeSi3) сравнение между испытаниями 19 и 30 позволяет сделать вывод о том, что увеличение температуры и длительности окончательного отжига R3 в испытании 30 вызывает некоторое ухудшение этой изотропии, которая остаётся, несмотря на всё, в пределах поставленных целей. Считается, что это ухудшение связано с тем фактом, что компонент текстуры Госса, вероятно, был более прочным в испытании и близок к предпочтительной верхней границе 30%, а также из-за различий в процессе горячей прокатки.
Можно также отметить, что сплав C (типа FeCo18) конечной толщиной 0,5 мм, полученного до окончательного отжига R3, приводит в условиях идентичных окончательному отжигу R3 к определённому ухудшению изотропии магнитострикции (см. испытание 31). Его можно было бы устранить, увеличив для этой толщины продолжительность и/или температуру окончательного отжига, оставаясь в пределах, установленных определением изобретения.
В целом, из различных проведённых испытаний можно видеть, что магнитные свойства образцов (магнитные потери и магнитострикция в частности) относительно мало зависят от точных условий окончательного отжига, в отличие от того, что часто наблюдалось в известном уровне техники. Использование многократной прокатки с промежуточным отжигом между каждой прокаткой и окончательного отжига после последней холодной прокатки (а не однократной холодной прокатки с последующим окончательным отжигом) в сочетании с получением конечного продукта, который в значительной степени, если не полностью, рекристаллизован, может быть одним из факторов, способствующих этой широкому допуску в условиях производства, что, очевидно, является существенным преимуществом. Наличие в процессе изготовления, по меньшей мере, небольшой доли текстуры Госса и {111}<110> текстуры (или, как правило, менее 30% любого компонента текстуры {hkl}<uvw>, определяемого разориентацией менее чем на 15° от определённой кристаллографической ориентировки {h0k0l0} <u0v0w0>), которое позволяет получить способ согласно изобретению, также может способствовать этому результату. Однако изобретатели на данный момент только на стадии гипотезы объясняют подходящие свойства, полученные как в отношении изотропии магнитострикции, так и магнитных характеристик, полученных в результате применения способа по изобретению.
Полосы и листы в соответствии с изобретением позволяют изготавливать, в частности, после резки сердечники трансформаторов, состоящие из шихтованных или ленточных листов, не требуя модификаций общей конструкции сердечников этих типов, которые обычно используются. Таким образом, можно воспользоваться преимуществами этих листов для создания трансформаторов, создающих только небольшой магнитострикционный шум по сравнению с существующими трансформаторами аналогичной конструкции и размеров. Типичным применением изобретения являются трансформаторы для самолетов, предназначенные для установки в кабине экипажа. Эти листы также могут быть использованы для формирования сердечников трансформаторов с более высокой массой, предназначенных для трансформаторов особо высокой мощности, при сохранении магнитострикционного шума, который остается в допустимых пределах. Сердечники трансформаторов согласно изобретению могут состоять целиком из листов, изготовленных из полос или листов в соответствии с изобретением, или только частично в тех случаях, когда можно считать, что их сочетание с другими материалами будет технически или финансово выгодно.
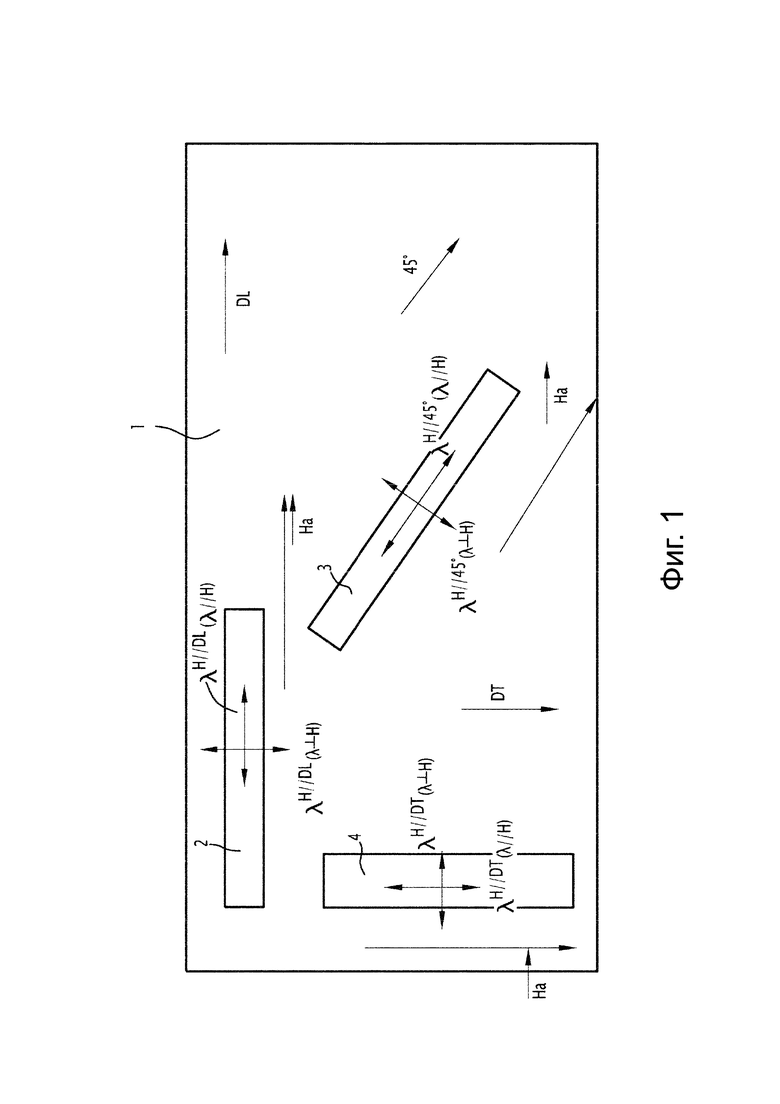
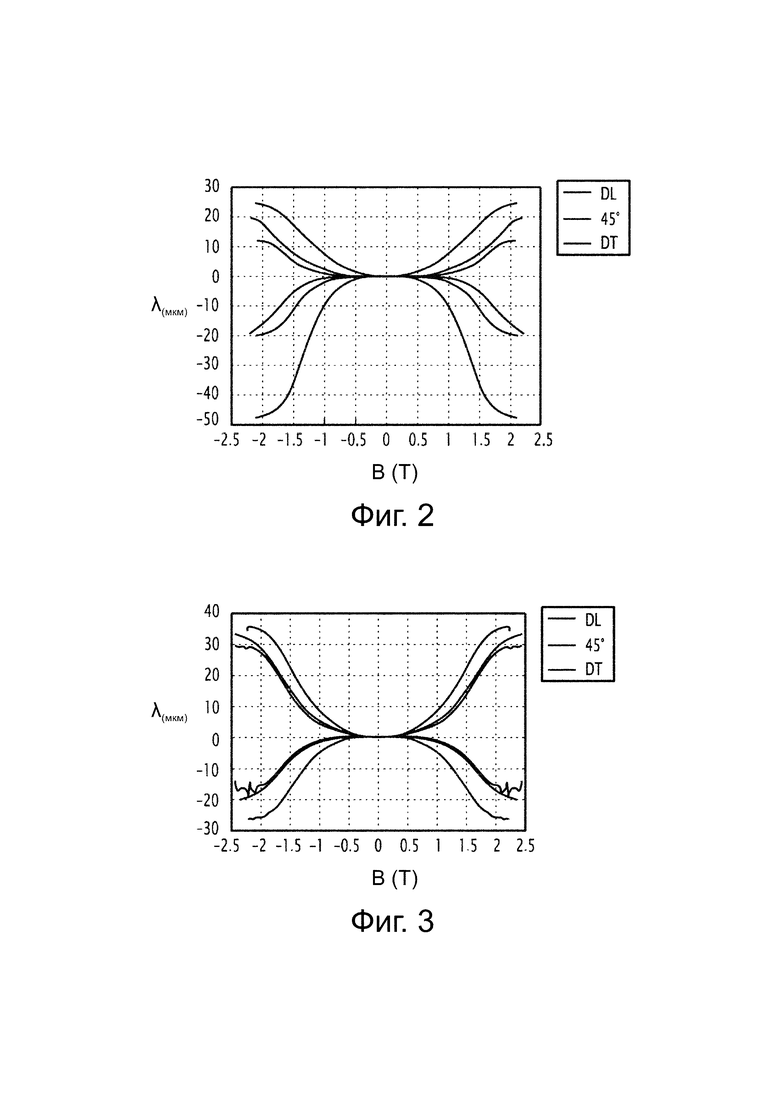
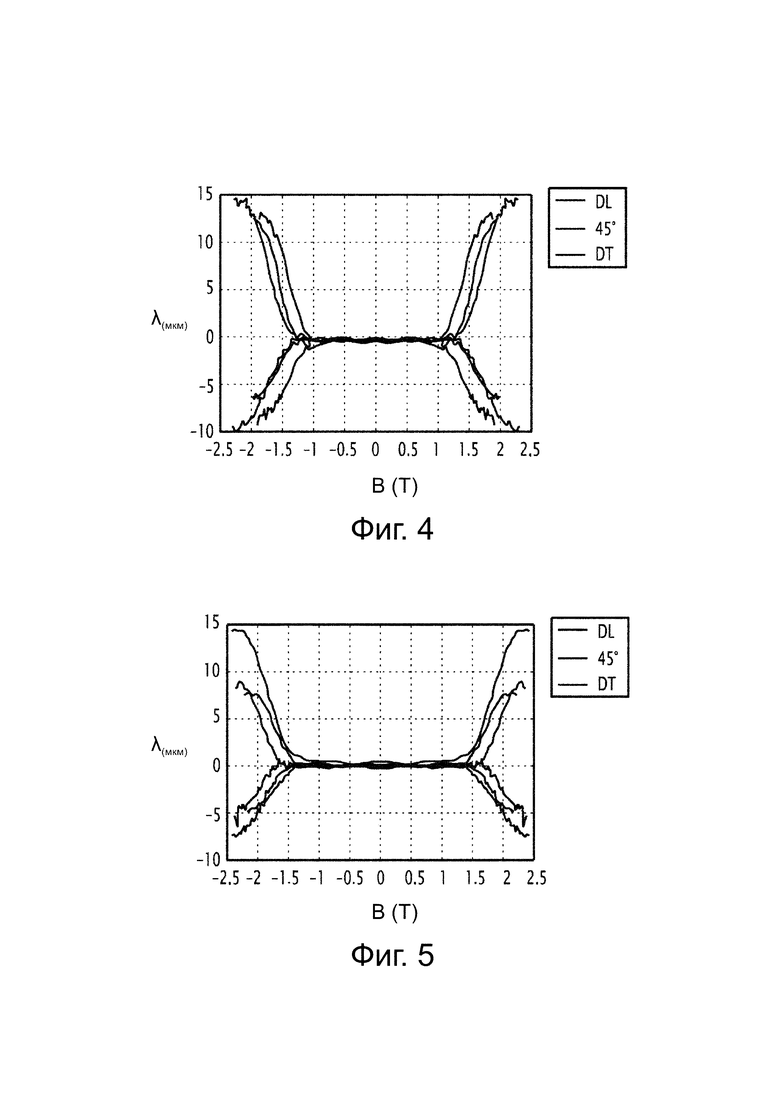
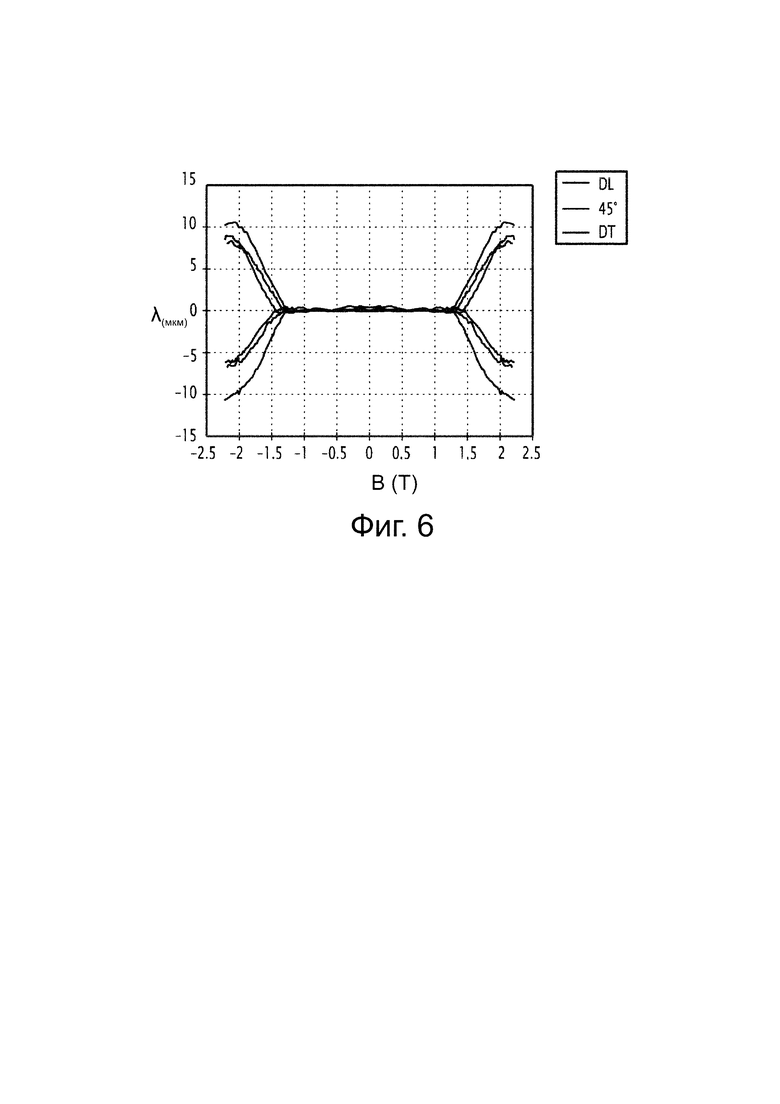
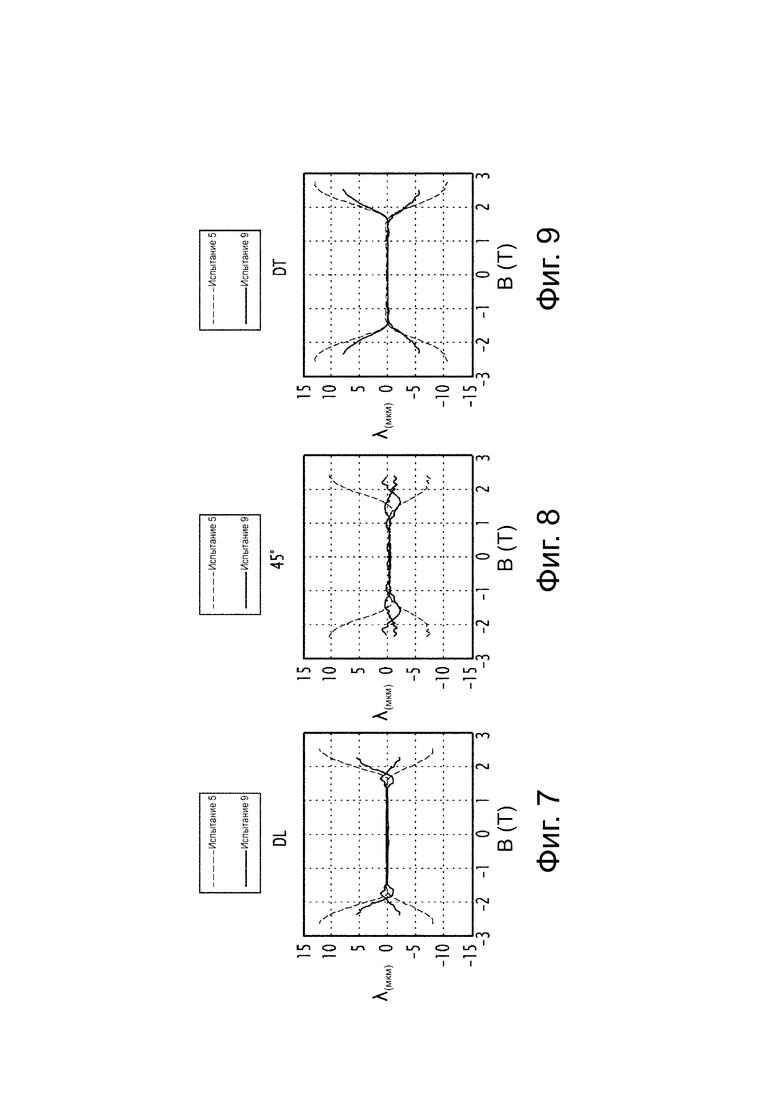
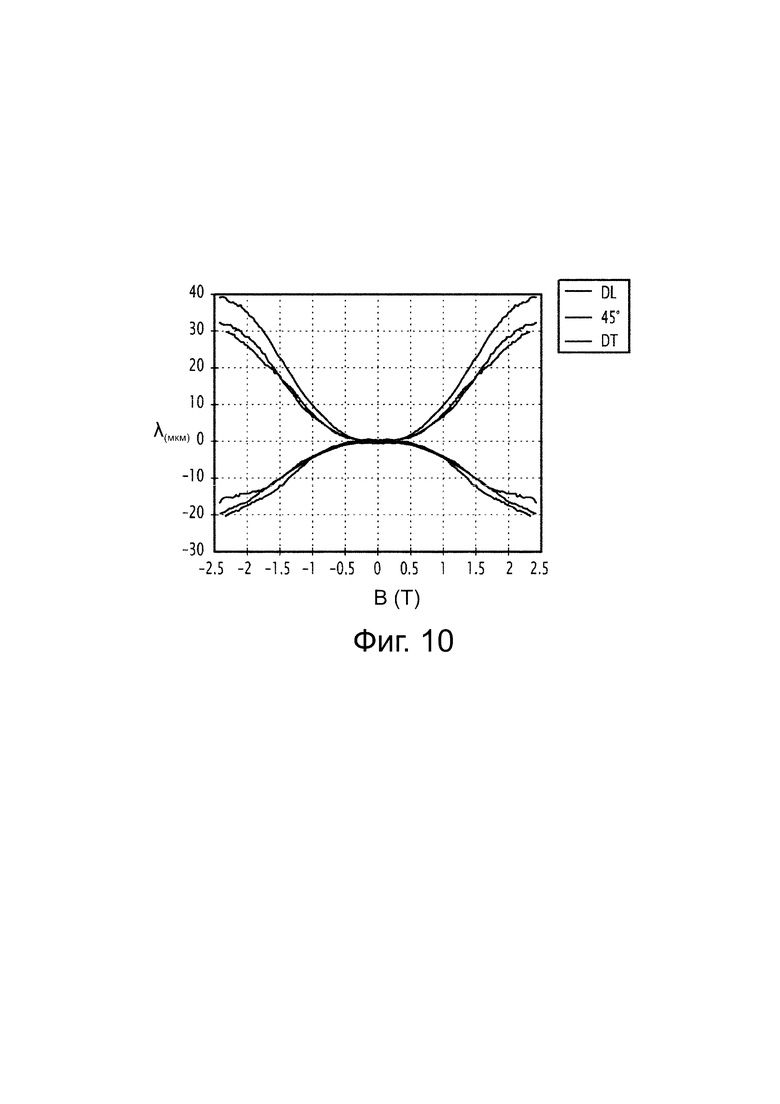
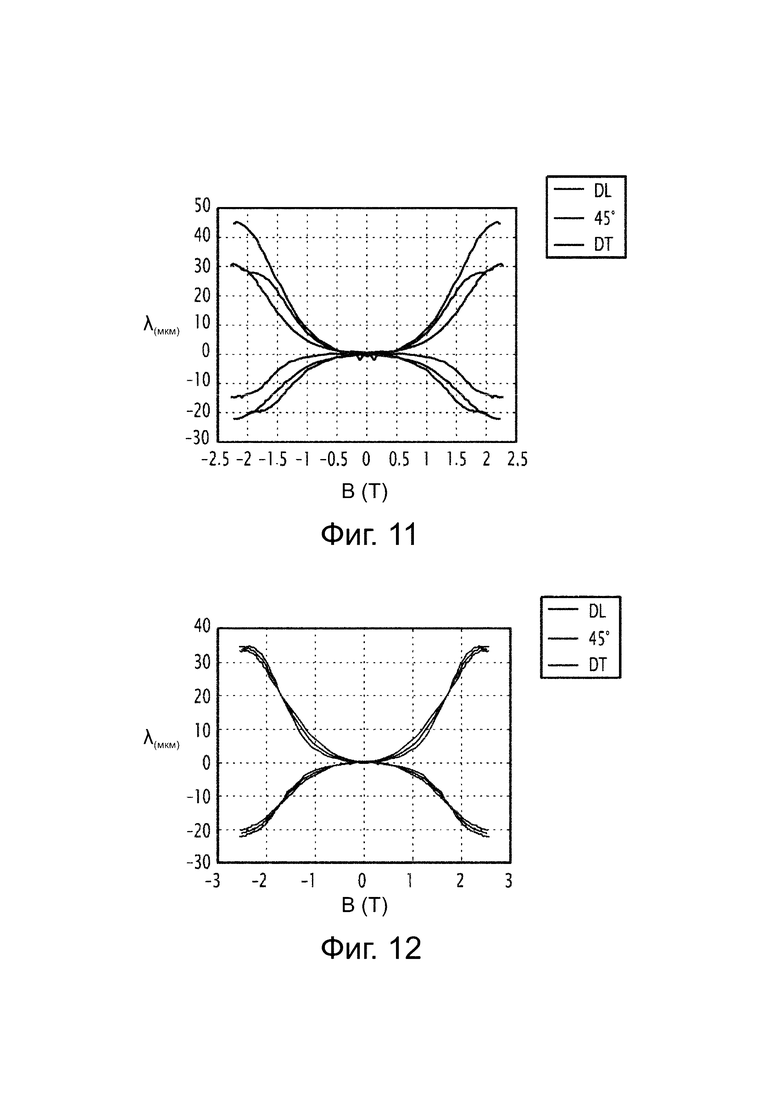
Изобретение относится к сплавам на основе железа, которые могут быть использованы для создания магнитных деталей, таких как сердечники трансформаторов, особенно для самолетов. Холоднокатаный и отожженный железный сплав в виде листа или полосы, при этом его состав состоит, в мас.%: следы ≤ C ≤ 0,2; следы ≤ Co ≤ 40; если Co ≥ 35, следы ≤ Si ≤ 1,0; если следы ≤ Co <35, следы ≤ Si ≤ 3,5; если следы ≤ Co <35, Si + 0,6 Al ≤ 4,5 - 0,1 Co; следы ≤ Cr ≤ 10; следы ≤ V + W + Mo + Ni ≤ 4; следы ≤ Mn ≤ 4; следы ≤ Al ≤ 3; следы ≤ S ≤ 0,005; следы ≤ P ≤ 0,007; следы ≤ Ni ≤ 3; следы ≤ Cu ≤ 0,5; следы ≤ Nb ≤ 0,1; следы ≤ Zr ≤ 0,1; следы ≤ Ti ≤ 0,2; следы ≤ N ≤ 0,01; следы ≤ Ca ≤ 0,01; следы ≤ Mg ≤ 0,01; следы ≤ Ta ≤ 0,01; следы ≤ B ≤ 0,005; следы ≤ O ≤ 0,01; остальное железо и примеси, полученные в результате изготовления. Для индукции 1,8 Т максимальная разница (Max Δλ) между амплитудами магнитострикционной деформации λ, измеренной параллельно прилагаемому магнитному полю (Ha) (λ // H ) и перпендикулярно к прилагаемому магнитному полю (Ha) (λ┴H) на трёх прямоугольных образцах (2, 3, 4) из указанного листа или полосы, длинные стороны которых параллельны направлению прокатки (DL) указанного листа или полосы, параллельны поперечному направлению (DT) указанного листа или полосы, и параллельны направлению, образующему угол 45° с указанным направлением прокатки (DL) и с указанным поперечным направлением (DT), составляет не более 25 ч/млн, а его степень рекристаллизации составляет 80-100%. Магнитный сердечник трансформатора состоит из шихтованных или свернутых листов, по меньшей мере, некоторые из которых получены из сплава в виде листа или полосы. Материал для формирования сердечников трансформаторов характеризуется низкой магнитострикцией, что обеспечивает возможность использовать магнитный сердечник высокой массы. 4 н. и 41 з.п. ф-лы, 6 табл., 12 ил.
1. Холоднокатаный и отожженный железный сплав в виде листа или полосы, характеризующийся тем, что его состав состоит, в мас.%:
- следы ≤ C ≤ 0,2;
- следы ≤ Co ≤ 40;
- если Co ≥ 35, следы ≤ Si ≤ 1,0;
- если следы ≤ Co <35, следы ≤ Si ≤ 3,5;
- если следы ≤ Co <35, Si + 0,6 Al ≤ 4,5 - 0,1 Co;
- следы ≤ Cr ≤ 10;
- следы ≤ V + W + Mo + Ni ≤ 4;
- следы ≤ Mn ≤ 4;
- следы ≤ Al ≤ 3;
- следы ≤ S ≤ 0,005;
- следы ≤ P ≤ 0,007;
- следы ≤ Ni ≤ 3;
- следы ≤ Cu ≤ 0,5;
- следы ≤ Nb ≤ 0,1;
- следы ≤ Zr ≤ 0,1;
- следы ≤ Ti ≤ 0,2;
- следы ≤ N ≤ 0,01;
- следы ≤ Ca ≤ 0,01;
- следы ≤ Mg ≤ 0,01;
- следы ≤ Ta ≤ 0,01;
- следы ≤ B ≤ 0,005;
- следы ≤ O ≤ 0,01;
остальное железо и примеси, полученные в результате изготовления, при этом для индукции 1,8 Т максимальная разница (Max Δλ) между амплитудами магнитострикционной деформации λ, измеренной параллельно прилагаемому магнитному полю (Ha) (λ // H ) и перпендикулярно к прилагаемому магнитному полю (Ha) ( λ┴H) на трёх прямоугольных образцах (2, 3, 4) из указанного листа или полосы, длинные стороны которых параллельны направлению прокатки (DL) указанного листа или полосы, параллельны поперечному направлению (DT) указанного листа или полосы, и параллельны направлению, образующему угол 45° с указанным направлением прокатки (DL) и с указанным поперечным направлением (DT), составляет не более 25 ч/млн, и тем, что его степень рекристаллизации составляет 80-100%.
2. Сплав по п. 1, отличающийся тем, что он содержит 10 мас.% ≤ Co ≤ 35 мас.%.
3. Сплав по п. 1, отличающийся тем, что лист или полоса включают не более 30% любого компонента текстуры {hkl}<uvw>, определяемого разориентацией менее 15° от определённой кристаллографической ориентировки {h0k0l0}<u0v0w0>.
4. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ C ≤ 0,05 мас.%.
5. Сплав по п. 4, отличающийся тем, что он содержит следы ≤ C ≤ 0,015 мас.%.
6. Сплав по п. 1, отличающийся тем, что если он содержит следы ≤ Co <35 мас.%, то Si + 0,6⋅Al ≤ 3,5 - 0,1⋅Co.
7. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ V + W + Mo + Ni ≤ 2 мас.%.
8. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ Mn ≤ 2 мас.%.
9. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ Al ≤ 1 мас.%.
10. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ Ni ≤ 0,3 мас.%.
11. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ Cu ≤ 0,05 мас.%.
12. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ Nb ≤ 0,01 мас.%.
13. Сплав по п. 1, отличающийся тем, что он содержит следы ≤ Zr ≤ 0,01 мас.%.
14. Способ изготовления железного сплава в виде полосы или листа, характеризующийся тем, что:
- получают железный сплав с составом, указанным в любом из пп. 1- 13:
- сплав отливают в виде слитка или полуфабриката непрерывным литьём;
- указанный слиток или полуфабрикат непрерывного литья формуют в горячем состоянии в виде полосы или листа толщиной 2-5 мм;
- выполняют по меньшей мере две операции холодной прокатки указанной полосы или листа со степенью обжатия на каждой 50-80% при температуре:
- от температуры окружающей среды до 350°C, если сплав имеет содержание Si, при котором 3,5 - 0,1⋅Co ≤ Si + 0,6⋅Al ≤ 4,5 - 0,1⋅Co и Co <35 мас.%, или если сплав содержит Co ≥ 35 мас.% и Si ≤ 1 мас.%; и если холодной прокатке предшествует повторный нагрев в течение 1 - 10 ч при температуре менее или равной 400°C;
- от комнатной температуры до 100°C в других случаях;
причем указанные холодные прокатки разделены статическим или непрерывным отжигом в ферритной области сплава в течение от 1 мин до 24 ч при температуре, по меньшей мере, 650°C, и не более 1400°C, если содержание Si в сплаве более или равно (% Si)α-lim = 1,92 + 0,07⋅Co + 58⋅C; или при температуре Tα-lim = T0 + k⋅Si, где T0 = 900 + 2⋅Co – 2833⋅C и k = 112 – 1250⋅C, если содержание Si менее (% Si)α-lim;
- в котором указанный отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, содержащей, по меньшей мере, 5% водорода и менее 1% в сумме газообразных окислителей сплава и имеющей точку росы ниже + 20°C;
- и в котором конечный статический или непрерывный рекристаллизационный отжиг проводят в ферритной области сплава в течение от 1 мин до 48 ч при температуре от 650 до (900 ± 2⋅Со)°C, чтобы получить степень рекристаллизации полосы или листа 80-100%.
15. Способ по п. 14, отличающийся тем, что отжиг(и), разделяющий операции холодной прокатки, имеет продолжительность от 2 мин до 1 ч.
16. Способ по п. 14, отличающийся тем, что отжиг(и), разделяющий операции холодной прокатки, выполняют при температуре, по меньшей мере, 750° и не более 1400°C, если содержание Si в сплаве более или равно (% Si)α-lim = 1,92 + 0,07⋅Co + 58⋅C; или при температуре Tα-lim = T0 + k⋅Si, где T0 = 900 + 2⋅Co – 2833⋅C и k = 112 – 1250⋅C, если содержание Si меньше (% Si)α-lim.
17. Способ по п. 14, отличающийся тем, что указанный слиток или полуфабрикат непрерывного литья формуют в горячем состоянии в виде полосы или листа толщиной 2-3,5 мм.
18. Способ по п. 14, отличающийся тем, что выполняют по меньшей мере две операции холодной прокатки указанной полосы или листа, каждую со степенью обжатия 60-75% при температуре:
- от температуры окружающей среды до 350°C, если сплав имеет содержание Si такое, что 3,5 - 0,1⋅Co ≤ Si + 0,6⋅Al ≤ 4,5 - 0,1⋅Co и Co <35 мас.%, или если сплав содержит Co ≥ 35 мас.% и Si ≤ 1 мас.%; и если холодной прокатке предшествует повторный нагрев в течение 1-10 ч при температуре менее или равной 400°C;
- от комнатной температуры до 100°C в других случаях;
- в котором указанные холодные прокатки разделены статическим или непрерывным отжигом в ферритной области сплава в течение от 1 мин до 24 ч при температуре, по меньшей мере, 650°C, и не более 1400°C, если содержание Si в сплаве больше или равно (% Si)α-lim = 1,92 + 0,07⋅Co + 58⋅C; или при температуре Tα-lim = T0 + k⋅Si, где T0 = 900 + 2⋅Co – 2833⋅C и k = 112 – 1250⋅C, если содержание Si меньше (% Si)α-lim;
в котором указанный отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, содержащей, по меньшей мере, 5% водорода и менее 1% в сумме газообразных окислителей сплава, и имеющей точку росы ниже + 20°C.
19. Способ по п. 18, отличающийся тем, что отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере водорода, содержащей менее 1% в сумме газообразных окислителей сплава.
20. Способ по п. 16, отличающийся тем, что отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, содержащей, по меньшей мере, 5% водорода и менее 100 ч/млн в сумме газообразных окислителей сплава.
21. Способ по п. 14, отличающийся тем, что отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, имеющей точку росы ниже 0°C.
22. Способ по п. 21, отличающийся тем, что отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, имеющей точку росы ниже -40°C.
23. Способ по п. 21, отличающийся тем, что отжиг, разделяющий две операции холодной прокатки, проводят в атмосфере, имеющей точку росы ниже -60°C.
24. Способ по п. 14, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в вакууме или в неокисляющей сплав атмосфере или гидрирующей атмосфере.
25. Способ по п. 24, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в атмосфере, содержащей, по меньшей мере, 5% водорода и менее 1% в сумме газообразных окислителей сплава и имеющей точку росы ниже + 20°C.
26. Способ по п. 25, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в атмосфере, содержащей 100% водорода.
27. Способ по п. 24, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в атмосфере, содержащей, по меньшей мере, 5% водорода и менее 100 ч/млн в сумме газообразных окислителей сплава и имеющей точку росы ниже + 20°C.
28. Способ по п. 25, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в атмосфере, имеющей точку росы ниже 0°C.
29. Способ по п. 28, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в атмосфере, имеющей точку росы ниже -40°C.
30. Способ по п. 29, отличающийся тем, что окончательный рекристаллизационный отжиг проводят в атмосфере, имеющей точку росы ниже -60°C.
31. Способ по п. 14, отличающийся тем, что перед первой холодной прокаткой проводят статический или непрерывный отжиг в ферритной области сплава в течение от 1 мин до 24 ч при температуре, по меньшей мере, 650°C и не более 1400°C, если содержание Si в сплаве более или равно (% Si)α-lim = 1,92 + 0,07⋅Co + 58⋅C; или при температуре Tα-lim = T0 + k⋅Si, где T0 = 900 + 2⋅Co – 2833⋅C и k = 112 – 1250⋅C, если содержание Si меньше (% Si)α-lim;
- где указанный отжиг проводят в атмосфере, содержащей, по меньшей мере, 5% водорода и менее 1% в сумме газообразных окислителей сплава и с точкой росы ниже + 20°C.
32. Способ по п. 31, отличающийся тем, что перед первой холодной прокаткой проводят статический или непрерывный отжиг в ферритной области сплава в течение от 2 мин до 10 ч.
33. Способ по п. 31, отличающийся тем, что перед первой холодной прокаткой проводят статический или непрерывный отжиг в ферритной области сплава при температуре, по меньшей мере, 700°C.
34. Способ по п. 31, отличающийся тем, что статический или непрерывный отжиг в ферритной области сплава проводят в атмосфере, содержащей 100% водорода.
35. Способ по п. 31, отличающийся тем, что статический или непрерывный отжиг в ферритной области сплава проводят в атмосфере, имеющей точку росы ниже 0°C.
36. Способ по п. 31, отличающийся тем, что статический или непрерывный отжиг в ферритной области сплава проводят в атмосфере, имеющей точку росы ниже -40°C.
37. Способ по п. 31, отличающийся тем, что статический или непрерывный отжиг в ферритной области сплава проводят в атмосфере, имеющей точку росы ниже -60°C.
38. Способ по п. 14, отличающийся тем, что после окончательного рекристаллизационного отжига проводят охлаждение, выполняемое со скоростью менее или равной 2000°C/ч.
39. Способ по п. 38, отличающийся тем, что после окончательного рекристаллизационного отжига проводят охлаждение со скоростью менее или равной 600°C/ч.
40. Способ по п. 14, отличающийся тем, что перед окончательным рекристаллизационным отжигом проводят нагрев со скоростью менее или равной 2000°C/ч.
41. Способ по п. 40, отличающийся тем, что перед окончательным рекристаллизационным отжигом проводят нагрев со скоростью менее или равной 600°C/ч.
42. Способ по п. 14, отличающийся тем, что после окончательного рекристаллизационного отжига окислительный отжиг проводят при температуре между 400 и 700°C в течение времени, достаточного для получения изолирующего окисленного слоя толщиной 0,5-10 мкм на поверхности листа или полосы.
43. Способ по п. 42, отличающийся тем, что после окончательного рекристаллизационного отжига окислительный отжиг проводят при температуре между 400 и 550°C в течение времени, достаточного для получения изолирующего окисленного слоя с толщиной 0,5-10 мкм на поверхности листа или полосы.
44. Магнитный сердечник трансформатора, характеризующийся тем, что он состоит из шихтованных или свернутых листов, по меньшей мере, некоторые из которых получены из сплава в виде листа или полосы по любому из пп. 1-13.
45. Трансформатор, содержащий магнитный сердечник, характеризующийся тем, что указанный сердечник представляет собой сердечник по п. 44.
| Дисковый затвор | 2022 |
|
RU2791377C1 |
| Магнитотвердый сплав | 1981 |
|
SU998570A1 |
| US 3977919 A1, 31.08.1976 | |||
| Способ изготовления поковок изМАгНиТОМягКиХ жЕлЕзОКОбАльТОВыХСплАВОВ | 1978 |
|
SU850700A1 |
| JP 2005060811 A, 10.03.2005. | |||

