Изобретение относится к черной металлургии, а именно к производству холоднокатаных анизотропных сталей, применяемых в электрических индукционных установках, например трансформаторах.
Целью изобретения является уменьшение потерь электроэнергии на перемагничивание, магнитострикционных колебаний.
Достижение цели изобретения иллюстрируется данными, приведенными в табл. 1 и 2. Повышение магнитных характеристик достигается тем, что в способе производства электротехнической стали после холодной прокатки (полосы) производят дополнительную термообработку при 700-1200оС в периодически расположенных по длине полосы зонах таким образом, что отношение площадей зон нетермообработанных к термообработанным составляет 2-12, после чего полосу подвергают дополнительной деформации на 0,5-12%
Исследования показали, что если при производстве анизотропной электротехнической стали осуществить термическую обработку холоднокатаной стали, обеспечивающую развитие в металле процессов первичной и собирательной рекристаллизации, а затем подвергнуть такой металл механическому воздействию (прокатке, растяжению, изгибу и т.д.) с малыми степенями деформации (≈0,5-12% ), то при заключительном отжиге процессы вторичной рекристаллизации с образованием текстуры (110) /001/ не протекают. Подавление вторичной рекристаллизации связано с тем, что зерна, имеющие ориентировку110} <001>, которые должны были расти (вследствие высокой подвижности их границ и размерного преимущества) и поглотить окружающие кристаллы первично-рекристаллизованной матрицы, приобретают после малых степеней деформации высокую степень искаженности кристаллической решетки и не развиваются. Минимальную же кривизну и искаженность кристаллической решетки получают при этом зерна с ориентировкой ≈{001}<110>.
В результате при высокотемпературной термообработке растут зерна не ребровые (110) <001>, а кубические100}<hk0>.
В случае развития ребровой текстуры анизотропия магнитных свойств [в частности, отношение достигает 3-4.
достигает 3-4.
При подавлении ребровой составляющей текстуры и развитии кубической металл оказывается практически изотропным ≈, и значительно менее чувствительным к изменению свойств при приложении сжимающих напряжений. Граничные значения температур при термическом воздействии обусловлены нижняя граница 700оС необходимостью развития первичной рекристаллизации. В условиях обработки в проходных агрегатах при температуре ниже 700оС рекристаллизация оказывается незавершенной. Поскольку зародыши рекристаллизации кубической ориентации после закритических деформаций возникают и развиваются на заключительных стадиях процесса первичной рекристаллизации, снижение температуры обработки ниже граничной ведет к уменьшению доли кубической составляющей в текстуре и, как следствие, к снижению качества электротехнической стали. С другой стороны, повышение температуры при воздействии до более чем 1200оС нежелательно ввиду резкого огрубления структуры, возможности развития ребровой составляющей текстуры и анизотропии магнитных свойств, а также ухудшения геометрии полос на участках, соответствующих изотропной части.
≈, и значительно менее чувствительным к изменению свойств при приложении сжимающих напряжений. Граничные значения температур при термическом воздействии обусловлены нижняя граница 700оС необходимостью развития первичной рекристаллизации. В условиях обработки в проходных агрегатах при температуре ниже 700оС рекристаллизация оказывается незавершенной. Поскольку зародыши рекристаллизации кубической ориентации после закритических деформаций возникают и развиваются на заключительных стадиях процесса первичной рекристаллизации, снижение температуры обработки ниже граничной ведет к уменьшению доли кубической составляющей в текстуре и, как следствие, к снижению качества электротехнической стали. С другой стороны, повышение температуры при воздействии до более чем 1200оС нежелательно ввиду резкого огрубления структуры, возможности развития ребровой составляющей текстуры и анизотропии магнитных свойств, а также ухудшения геометрии полос на участках, соответствующих изотропной части.
На чертеже показана комбинированная полоса, состоящая из чередующихся анизотропных (1) и изотропных участков (2).
Соотношение изотропных и анизотропных частей полосы регулируется протяженностью зон, подвергаемых дополнительному термическому воздействию, которое может быть осуществлено в проходных агрегатах, например путем индукционного нагрева мерных участком, контактного нагрева или облучения лазером.
Нижнее граничное значение при проведении дополнительной деформации (0,5% ) связано с необходимостью обеспечения критической разницы в плотности дислокаций, накапливаемых при деформации в зернах, имеющих "ребровую" и "кубическую" ориентацию. При этом движущая сила роста зерен, обусловленная градиентом возникающих упругих искажений, должна превосходить величину движущих сил, обусловленных зернограничной энергией и размерным преимуществом зерен с ориентировкой (110) /001/. Достигается это при значениях ε > 0,5%
Верхнее граничное значение деформации (≈12%) обусловлено повышением числа зародышей, возникающих при первичной рекристаллизации. При ε > 12% это приводит к получению относительно мелкозернистой структуры матрицы, к возможности развития в таких участках вторичной рекристаллизации и, как следствие, анизотропии свойств. Последнее экспериментально наблюдали уже после 13% деформации. При этом рассеяние ребровой текстуры в анизотропной части составило 3-6о, а в анизотропной 15-20о, улучшения качества работы трансформатора, собранного из таких полос, не происходит.
В зонах, соответствующих анизотропной части полосы, не претерпевшей дополнительной термической обработки, проведение дополнительного механического воздействия с деформацией 0,5-12% принципиально не сказывается на структурных характеристиках (так как металл предварительно был уже продеформирован холодной прокаткой с обжатиями 50%). При последующей высокотем- пературной термообработке в этих зонах развивается вторичная рекристаллизация с образованием текстуры (110) [001] α ≈ 3-6о.
В результате исследования комбинированного металла в электрических индукционных устройствах потери электроэнергии снижаются на 5-10% в зависимости от соотношения размеров анизотропной и изотропной частей. Отношение площадей анизотропной части полосы (зон, не подвергнутых дополнительной термообработке), к изотропной (зон, подвергнутых дополнительной термообработке), устанавливается равным 2-12. При значениях отмеченного отношения менее 2 значительную часть пути магнитный поток в магнитопроводе проходит по изотропной части, что ведет к потерям энергии и снижению экономичности работы трансформаторов. При значениях, превышающих 12, изменение направления магнитного потока в магнитопроводе осуществляется частично и в анизотропной части металла, что также снижает показатели работы электрического индукционного устройства.
Сталь состава, Si 2,98; C ≈0,036; Al 0,03; N 0,01; Cu 0,5, выплавленную в электропечи, подвергали горячей прокатке на полосы толщиной 2,5 мм (tнп ≈ 1300оС, смотки 550оС); травлению окалины; холодной прокатке до 0,75 мм; обезуглероживающему отжигу при 850оС в течение 5 мин в азотно-водородной атмосфере (точка росы +40о); второй холодной прокатке до толщины 0,30-0,35 мм. Контрольный рулон толщиной 0,3 мм обрабатывали по известному способу.
Второй холоднокатаный рулон толщиной 0,32 мм подвергали дополнительной обработке, включающей термическое воздействие в проходной печи с индукционным нагревом до 900oС на мерных участках длиной 300 мм, используемых для определения магнитных свойств в образцах и для изготовления однофазных и трехфазных магнитопроводов; холодную прокатку до толщины 0,30 мм с обжатием 6%
На обработанный таким образом металл наносили изоляционное покрытие и подвергали термообработке в высокотемпературной печи (1150оC, 24 ч).
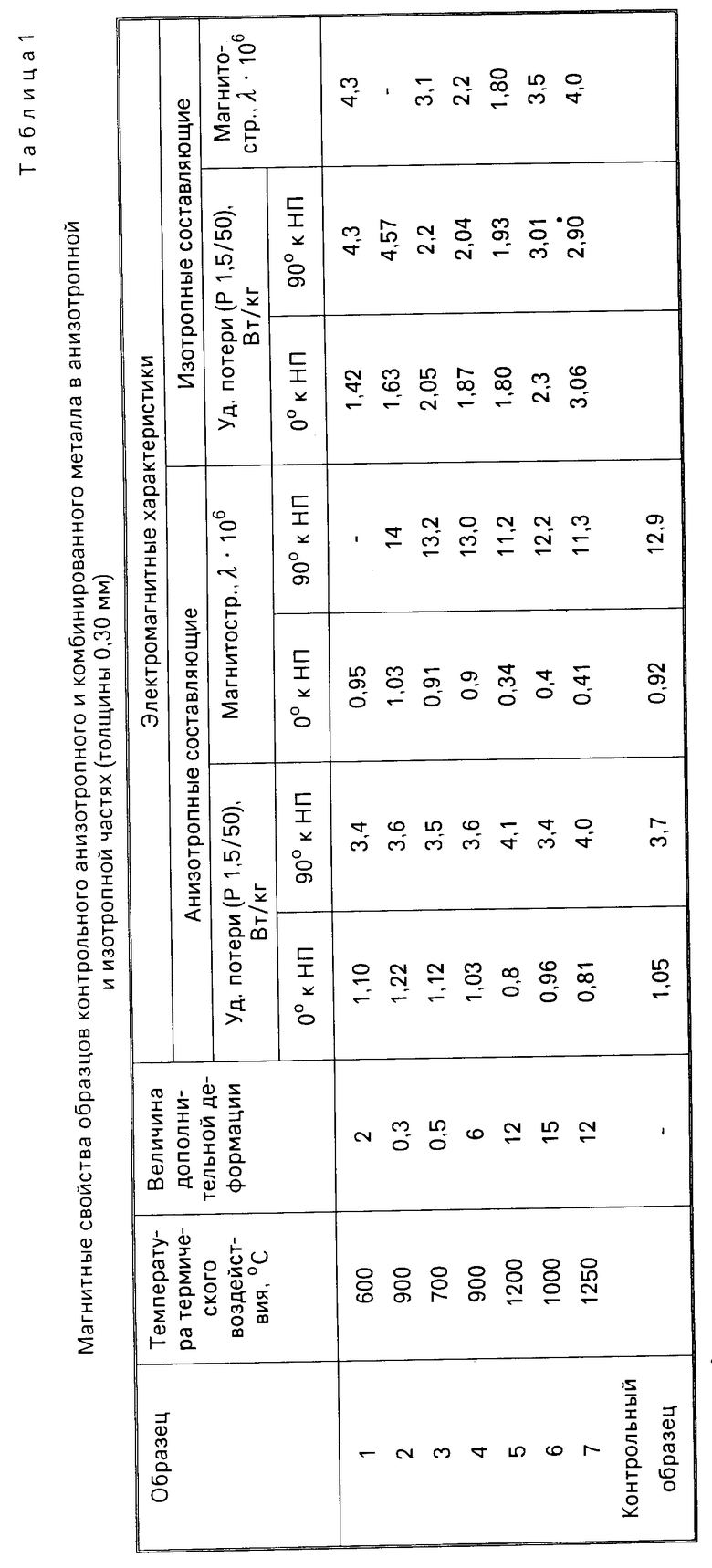
В зонах, подвергнутых дополнительному термическому воздействию, и в смежных участках оценивали анизотропию и уровень удельных потерь на перемагничивание и магнитострикцию. Для этого измерение свойств проводили на образцах (пробах Эпштейна размерами 280х30х0,3), вырезанных в продольном и поперечном направлениях по отношению к направлению прокатки. Результаты испытаний удельных потерь на перемагничивание и динамической магнитострикции представлены в табл. 1. Здесь же представлены результаты испытания свойств в анизотропной и изотропной частях полос, подвергнутых дополнительной деформации в диапазоне 0,3-15% и термическому воздействию в интервале 600-1250оС. Из сопоставления приведенных данных видно, что только при обработках, включающих дополнительное термическое воздействие при температурах 700-1200оС с последующей деформацией в интервале 0,5-12% в анизотропном металле получены действительно изотропные зоны с высоким уровнем магнитных свойств: потери на перемагничивание (Р1,5/50), измеренные под углами 0ок НП и 90о к НП, отличаются менее чем на 10% при их абсолютном значении менее 2,5 Вт/кг, а коэффициент магнитострикции λ в 4-6 раз меньше λ анизотропного металла, измеряемого в поперечном направлении. При выходе за указанные параметры обработки увеличивается анизотропия и уровень потерь на перемагничивание и на 10-40% возрастают значения магнитострикции.
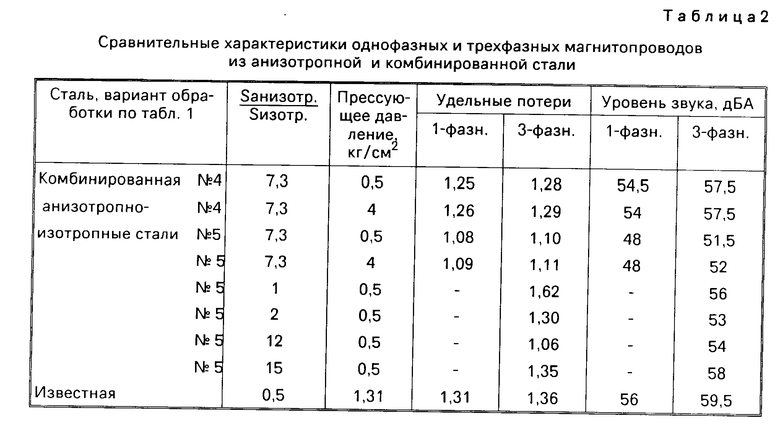
Из обработанных по вариантам 4 и 5 (см. табл.2) комбинированных полос вырезали образцы 250х30 с длиной анизотропной части, варьируемой в пределах 235-150 мм, и анизотропной 15-150 мм, собирали однофазные и трехфазные шихтованные магнитопроводы с расположением изотропных областей (1) в угловых участках и соотношением анизотропных и изотропных частей в пределах 1,5-15,5. Однофазные и трехфазные магнитопроводы были изготовлены и из анизотропного металла контрольного рулона.
На этих магнитопроводах проводили измерения потерь холостого хода при индукции 1,5 Тл и значениях сжимающих напряжений σ= 0,5 кг/см2 и σ= 4 кг/см2. Результаты представлены в табл.2. Здесь же приведены и данные измерения шума магнитопроводов.
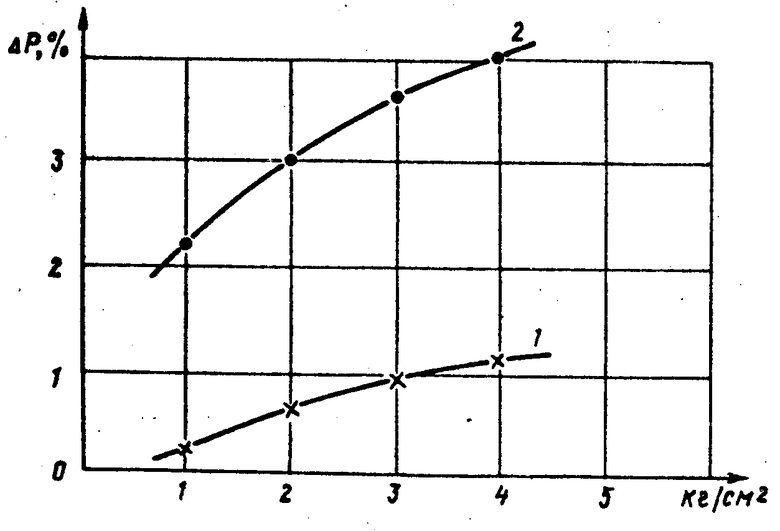
Использование комбинированной анизотропно-изотропной стали вместо анизотропной в магнитопроводах трансформаторов приводит в однофазных конструкциях к снижению потерь холостого хода на 5-20% уровня звука на 1,5-2 дБА и уменьшает чувствительность (по потерям) к прессующим давлениям примерно на 2%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 2019 |
|
RU2701606C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2003 |
|
RU2237729C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2199595C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2019 |
|
RU2701599C1 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ СТАЛИ С ОГРАНИЧЕННОЙ АНИЗОТРОПИЕЙ, ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ, И ИЗДЕЛИЕ ИЗ НЕЕ | 2001 |
|
RU2180924C1 |
| Способ изготовления анизотропной холоднокатаной электротехнической стали | 1983 |
|
SU1096291A1 |
Изобретение относится к черной металлургии, а именно к производству холоднокатаных анизотропных сталей, применяемых в электрических индукционных установках, например трансформаторах. Цель изобретения уменьшение потерь на перемагничивание и магнитострикционных колебаний. Способ включает выплавку в электропечи стали состава, мас. кремний 2,98; углерод ~ 0,036 алюминий 0,03; азот 0,01; медь 0,5, горячую прокатку на полосу толщиной 2,5 мм, травление, холодную прокатку до 0,75 мм, обезуглероживающий отжиг при 850°С в азотно-водородной атмосфере, вторую холодную прокатку до 0,3 0,35 мм, локальный нагрев зон полосы до 700 1200°С с отношением исходных к нагреваемым зонам 2 12, холодную прокатку с обжатием 0,5 12% нанесение изоляционного покрытия и высокотемпературный отжиг при 1150°С. 1 ил. 2 табл.
СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, включающий выплавку, внепечную обработку, разливку, горячую и холодную прокатки с промежуточным обезуглероживающим обжигом, высокотемпературный отжиг, нанесение изоляционного покрытия, отличающийся тем, что, с целью уменьшения потерь на перемагничивание, магнитострикционных колебаний, после холодной прокатки производят дополнительный локальный нагрев зон полосы до 700 1200oС с отношением исходных к нагреваемым зонам 2 12, с последующей дополнительной деформацией полосы 0,5 12%
| ВСЕСОЮЗНАЯ Sv- плт:;ич;о- '.'\ьН. И. Тимофеев | 0 |
|
SU167966A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
