Изобретение, в основном, относится к сосудам под давлением и, в частности, к замене патрубков в сосудах под давлением.
Узлы сосудов под давлением, например, устройства для поддержания давления в паровой системе ядерных реакторов имеют патрубки, материал которых разрушается вследствие растрескивания, вызванного коррозией под напряжением. Это является результатом чувствительности материала, больших напряжений и работы в каустической среде. Если обнаруживаются трещины в патрубке или если существует утечка вокруг патрубка, то необходимо отремонтировать или заменить патрубок.
Применяемый в настоящее время способ замены патрубков, который известен заявителям, состоит в отрезании патрубка, имеющегося в обечайке сосуда под давлением, и высверливании оставшейся части патрубка в стенке сосуда. Затем в оставшемся первоначальном шве, несущем рабочую нагрузку, отшлифовывают криволинейный скос кромки, обеспечивая при этом, чтобы в основании кромки осталось определенное минимальное количество наплавленного материала. Это необходимо для того, чтобы избежать сварки близко к основным материалам, что затем потребовало бы термообработки шва после сварки в соответствии с требованиями норм Американского общества инженеров-механиков. Этого избегают, поскольку термообработка шва в части устройства для поддержания давления неосуществима в этой ситуации. Поверхность подготовленных под сварку кромок и примыкающие поверхности на расстоянии полдюйма от сварных кромок затем должны быть проверены с помощью жидкости с красителем. Небольшая полость, наличие которой свойственно процессу сварки с наплавкой первоначального основного шва, требует чрезмерного шлифования для получения очищенных поверхностей, пригодных для сварки. Процесс шлифования должен выполняться персоналом, работающим внутри сосуда под давлением в сильнорадиоактивной и некомфортной среде. Результатом проведения такого процесса являются задержки в производственной программе, радиоактивное облучение персонала и риск успешного завершения работы.
Заявителям известны следующие патенты, относящиеся к замене втулок или патрубков.
В патенте США N 4440339 описывается способ ремонта корпуса контрольного приводного механизма. Корпус отрезают в месте между сварным соединением с втулкой и внутренней поверхностью бака ядерного реактора. Удаляют нижнюю часть корпуса, во втулку вставляют новый корпус и приваривают его к оставшейся части корпуса.
В патенте США N 4615477 описывается способ замены трубок в днище или обечайке без удаления всей трубки. Старую трубку отрезают вровень с днищем, после чего в днище делают выточку для образования гнезда под новую трубку. Снимают фаску на оставшейся старой трубке и приваривают трубку к днищу в месте образования фаски. Вставляют новую трубку в гнездо и приваривают ее к внешней поверхности днища.
В патентах США NN 5094801 и 5091140 описываются устройство и способ замены втулки нагревателя в устройстве для поддержания давления в системе охлаждения ядерного реактора. Удаляют первоначальные нагреватель и патрубок и расширяют отверстие. В отверстие вставляют наружную втулку с тем же самым центром, как и у первоначальной втулки. Затем в наружную втулку вставляют внутреннюю втулку для сохранения первоначальной центровки нагревателя.
При предшествующем уровне техники не были решены проблемы, связанные с полостью, остающейся после удаления патрубка, временем, необходимым для завершения ремонта, и облучением персонала.
Предлагаемое изобретение непосредственно связано с вышеуказанными проблемами. Предлагается сменный патрубок и способ замены патрубка, который уменьшает время и объем работы, необходимые для устранения полости, свойственной первоначальному сварному шву, и для установки сменного патрубка. Удаляют первоначальный патрубок, подготавливают кромки в первоначальном сварном шве, а освобожденное от патрубка отверстие частично рассверливают изнутри сосуда под давлением. В рассверленную часть отверстия вставляют втулку с фаской под сваркой и приваривают втулку к внутренней части сосуда под давлением. Через втулку и отверстие для патрубка вставляют патрубок и приваривают его по месту. Втулка и патрубок могут быть отдельными деталями или выполнены как одно целое.
На фиг. 1 представлен разрез, показывающий первоначальный патрубок в сосуде под давлением; на фиг. 2 - увеличенное изображение части разреза на фиг. 1; на фиг. 3 - изобретение с установленным патрубком.
На фиг. 1 показан первоначальный патрубок 10, установленный через отверстие 12 в стенке сосуда под давлением 14. На внутренней поверхности стенки 14 имеется плакирующий слой 16 из коррозионностойкого материала, например нержавеющей стали. На стенке 14 имеется наплавка из промежуточного металла 18, которая вместе с плакирующим слоем 16 избавляет от необходимости проводить термообработку металла сварного шва после завершения процесса сварки. Сварной шов 20 удерживает первоначальный патрубок 10 в его установленном положении. Как видно на увеличенном изображении на фиг. 2, имеется зазор 22 между первоначальным патрубком 10 и сварным швом 20, что связано с установкой первоначального патрубка 10. При замене патрубка необходимо устранить этот зазор, куда может попасть красящее вещество при контроле методом красок. При прежних способах требовалось чрезмерное шлифование для получения подходящей сварной поверхности, результатом чего являлись повышенное облучение персонала и увеличенное время простоя оборудования.
Сменный патрубок и способ по предлагаемому изобретению исключают затраты времени, требовавшиеся ранее на шлифование. Первоначальный патрубок 10 удаляют, отрезая его снаружи стенки 14. Оставшуюся часть первоначального патрубка 10 удаляют с использованием подходящего процесса механической обработки, например сверления. Затем в первоначальном шве 20 производят разделку с криволинейным скосом кромки 24, как это показано на фиг. 3. Затем отверстие 12 частично рассверливают изнутри сосуда под давлением с образованием расширенного отверстия 13, примыкающего к внутренней поверхности стенки 14. Втулка 26 с фаской под сварку имеет такие размеры, чтобы ее наружный диаметр близко соответствовал диаметру расширенного отверстия 13, а втулка легко входила в это отверстие 13. Внутренний диаметр втулки 26 имеет размер, позволяющий ввести сменный патрубок 28 во втулку. В установленном положении втулка 26 и сменный патрубок 28 привариваются по месту сварным швом 30.
Так как в рамках изложенной здесь изобретательской идеи возможны многочисленные различные варианты осуществления изобретения и так как возможны многие изменения в варианте осуществления изобретения, подробно описанного здесь в соответствии с требованием закона к описанию, то следует понять, что изложенные здесь подробности необходимо истолковывать в иллюстративном, а не в ограничительном смысле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления сваркой патрубка на толстостенной обечайке | 1988 |
|
SU1804380A3 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ОТВОДА К ДЕЙСТВУЮЩЕМУ ГАЗОПРОВОДУ | 2002 |
|
RU2236630C1 |
| Способ вварки патрубка в корпус сосуда | 1982 |
|
SU1021545A1 |
| ЯДЕРНЫЙ РЕАКТОР НА БЫСТРЫХ НЕЙТРОНАХ ИНТЕГРАЛЬНОГО ТИПА | 1995 |
|
RU2153708C2 |
| Способ заделки отверстий в газопроводах | 1986 |
|
SU1409441A1 |
| Способ сварки патрубка с оболочковой конструкцией | 1983 |
|
SU1138282A1 |
| Способ сварки нерадиальных патрубков с обечайкой | 1985 |
|
SU1271697A1 |
| Способ монтажа патрубка в многослой-HOM КОРпуСЕ СОСудА ВыСОКОгО дАВлЕНия | 1979 |
|
SU804296A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |


Сущность изобретения: удаляют первоначальный патрубок и подготавливают кромки в первоначальном сварном шве. Освобожденное отверстие для патрубка частично рассверливают изнутри сосуда. Помещают втулку с фаской под сварку в рассверленную часть отверстия для патрубка и сменное сопло во втулку с фаской под сварку. Втулку и сменное сопло приваривают по месту на внутренней стороне стенки сосуда. 2 с. и 2 з.п. ф-лы, 3 ил.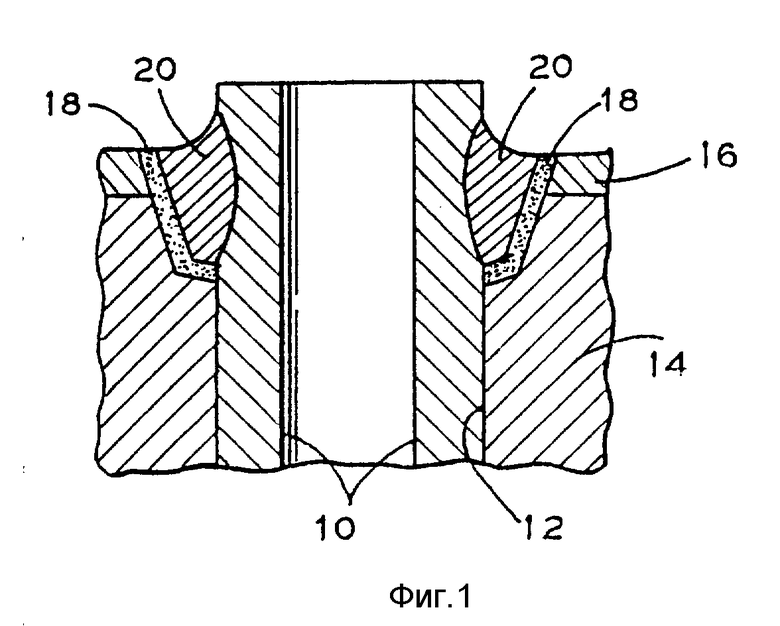
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4615477, кл | |||
| ДВОЙНОЙ ГАЕЧНЫЙ КЛЮЧ | 1920 |
|
SU288A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 5094801, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент, 5091140, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
