Изобретение относится к трубопроводному транспорту жидкостей и газов и может быть использовано при реконструкции, ремонте газопроводов или транспортировании продукта потребителю.
Известен способ присоединения отвода к действующему трубопроводу путем врезания в газопровод с помощью сварки отводного патрубка, который имеет монтажное отверстие. Для повышения безопасности работы и ускорения монтажа предварительно в газопроводе вырезают “окно”, заглушают его пробкой из свернутой ленты (см., например, а.с. СССР №934151, МКИ F 16 L 41/04). Конец ленты через полость отводного патрубка и монтажное отверстие выводят наружу, затем к газопроводу приваривают отводной патрубок и вытягивают ленточную пробку.
Однако указанный способ трудоемкий и не обеспечивает надежную герметизацию при применении пробки, которая выполнена из свернутой ленты. Применяют только для выполнения работ при незначительном избыточном давлении в газопроводе.
Известен способ и устройство для соединения отводного патрубка с магистральной трубой (см. патент ЕПВ №0546551, опубл. РЖ ИСМ 70-(22-24)-94, стр.15).
Для соединения отводного патрубка с магистральной трубой в стенке этой трубы выполняют сквозное отверстие со взаимно перпендикулярными V-образными кромками на диаметрально противоположных участках на боковой поверхности трубы. Затем в это отверстие вставляют патрубок с взаимно перпендикулярно скошенными кромками на диаметрально противоположных участках боковой поверхности. Указанные кромки патрубка и отверстия в трубе соединяют между собой дуговой сваркой.
Однако указанное техническое решение не обеспечивает надежность крепления отводного патрубка с магистральной трубой, так как не обеспечивается сваривание внутренней поверхности отвода с трубопроводом.
Широко известен способ монтажа тройников с отводами на действующих трубопроводах (см. а.с. СССР №1583700, МКИ F 16 L 41/00).
По указанному способу выполняют зачистку участка трубы, затем осуществляют монтаж на этом участке трубы двух половин корпуса тройника, в одной из которых вырезается отверстие с диаметром, равным внутреннему диаметру трубы. Обе половины корпуса тройника сваривают между собой продольными швами. По концам корпуса тройника с зазором в стыковых соединениях монтируют из двух половин промежуточные кольца. Их сваривают между собой также продольными швами. С целью повышения эксплуатационных характеристик на корпус тройника монтируют муфту, состоящую из двух половин, сваривают их между собой и приваривают муфту к технологическим кольцам.
Однако указанная конструкция отвода, выполненная по техническому решению, указанному в а.с. №1583700, сложна в изготовлении, а также существуют определенные сложности при монтаже тройников на действующих трубопроводах.
Это техническое решение выбрано в качестве прототипа.
В основу изобретения поставлена задача разработать такой способ присоединения отвода к действующему трубопроводу путем новой последовательности технологических операций, который значительно упростит работу по герметизации соединения, повысит качество сварного соединения, упростит конструкцию, значительно уменьшит затраты материалов.
Решение этой задачи состоит в том, что в известном способе присоединения отводного патрубка к действующему газопроводу, который включает зачистку участка газопровода, монтаж на этом участке разрезной муфты, в одной из половин которой вырезано отверстие, сварку между собой продольными швами частей муфты, установку отводного патрубка и вырезку отверстия в газопроводе, предварительно в отверстие муфты устанавливают медный диск седлообразной формы, который прижимают к газопроводувинтом центратора и в образовавшуюся разделку выполняют двухслойную наплавку, которая имеет по два прохода в каждом слое по периметру кругового шва, а затем удаляют медный диск и уже к наплавке приваривают отводный патрубок с обязательной подваркой корневой части углового соединения с внутренней стороны патрубка.
Диаметр медного диска выбирают меньшим, чем внутренний диаметр патрубка на толщину его стенки. Диаметр отверстия в муфте превышает внешний диаметр отводного патрубка на толщину его стенки. В медном диске предварительно выполняют отверстие с резьбой, в которое ввинчивают болт для удаления формирующего устройства. Первый слой наплавки выполняют сварочными материалами, которые формируют металл шва меньшей прочности, но с высокими пластическими свойствами по сравнению с металлом газопровода.
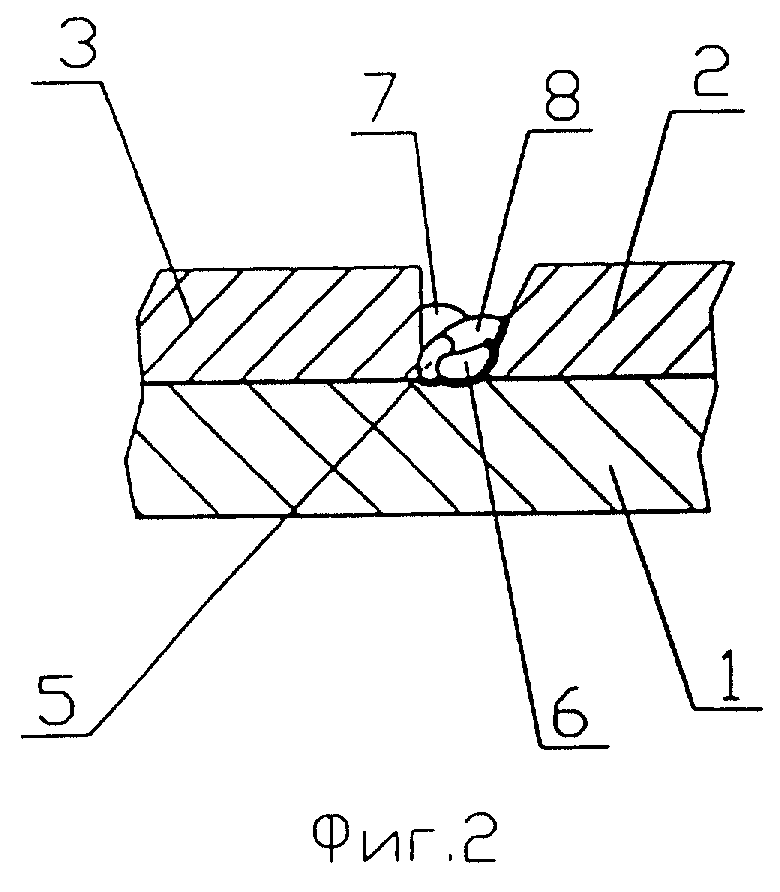
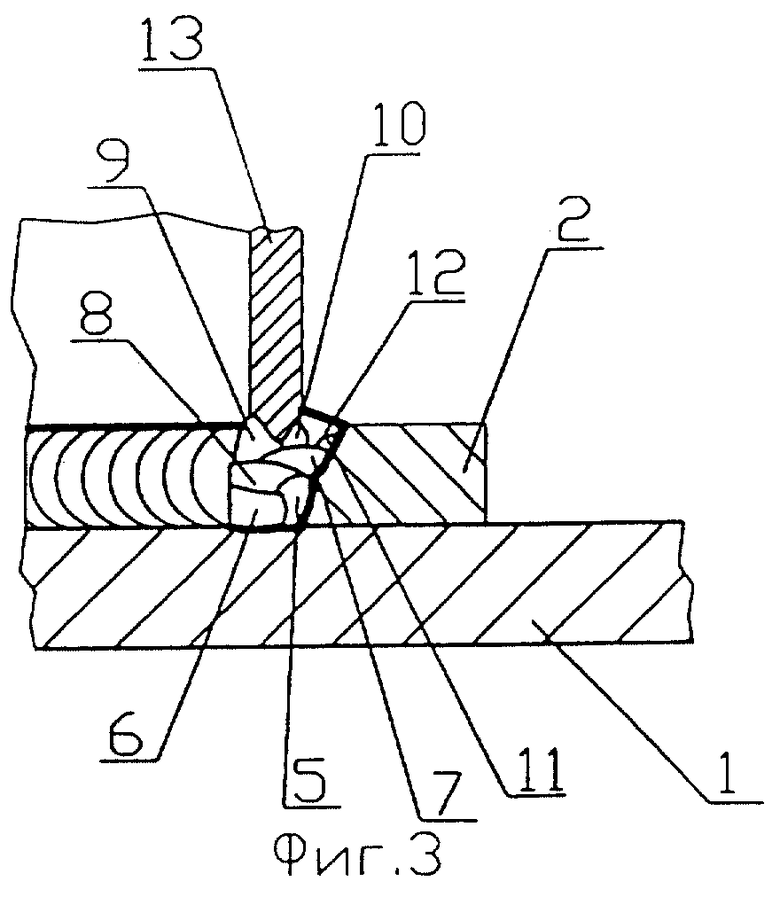
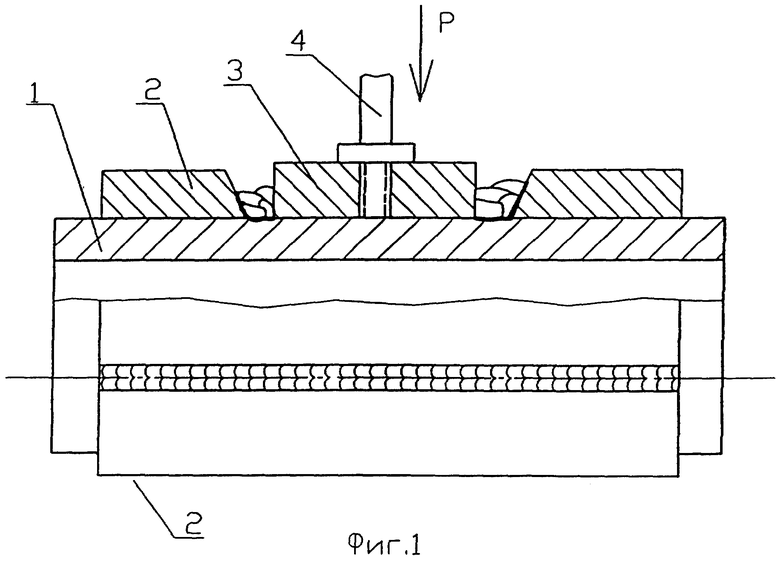
Способ поясняется чертежами, где на фиг.1 изображен общий вид узла соединения, на фиг.2 - последовательность формирования двухслойной наплавки, на фиг.3 - сварка патрубка с трубопроводом и разрезной муфтой.
На зачищенном участке газопровода 1 выполняют монтаж разрезной муфты 2, в одной из половин которой вырезано отверстие диаметром большим, чем диаметр патрубка. Обе части муфты 2 сваривают продольными швами. Предварительно перед монтажом патрубка в отверстии муфты 2 размещают медный диск 3 седлообразной формы, который прижимается к газопроводу 1 винтом центратора 4. Затем выполняют двухслойную наплавку (5, 6) в образовавшуюся разделку между диском 3 и отверстием муфты по два прохода в каждом слое по периметру швами 5, 6, 7, 8. При этом первый слой наплавки выполняют сварочными материалами, которые формируют металл шва меньшей прочности, но с большими пластическими свойствами по сравнению с металлом газопровода, а затем швами 9, 10, 11, 12.
В диске 3 выполняют отверстие с резьбой, в которое ввинчивают болт. После получения двухслойной наплавки медный диск 3 удаляют с помощью болта, а далее устанавливают патрубок 13, который приваривают к наплавке швами 9, 10 и сваривают с муфтой 2 швами 11, 12. По окончании сварки патрубка 13 с муфтой 2 к патрубку 13 присоединяют задвижку и специальное устройство для механической вырезки отверстия в стенке газопровода 1 (не показано).
Пример реализации способа.
Необходимо присоединить отвод диаметром 168х8 мм к магистральному газопроводу 1.
Участок газопровода 1 диаметром 1020 мм из стали 17Г1С зачищают от изоляции и грязи. Выполняют контроль качества и толщины металла ультразвуковым методом в местах под сварку патрубка. На зачищенном участке газопровода выполняют монтаж разрезной муфты 2, в одной из половин которой вырезано отверстие диаметром большим, чем диаметр патрубка 13, на его толщину стенки (то есть 176 мм). Обе части муфты 2 сваривают продольными швами. Предварительно перед монтажом патрубка 13 в отверстии муфты размещают медный диск 3 седлообразной формы, который прижимают к газопроводу винтом центратора 4. Диск 4 имеет диаметр, меньший внутреннего диаметра патрубка 13 на его толщину стенки (то есть 152 мм). Затем выполняют двухслойную наплавку в образовавшуюся разделку между диском 3 и отверстием муфты 2 по два прохода в каждом слое по периметру в такой последовательности 6, 5, 8, 7.
Первый слой наплавки (6, 5) выполняют сварочными материалами Э42А (Б). При этом первый слой наплавки выполняют сварочным материалом, который формирует металл шва меньшей прочности, но с большими пластическими свойствами по сравнению с материалом газопровода 1.
Все следующие проходы (7 и 12) выполняют электродами типа Э50А (Б).
После получения двухслойной наплавки медный диск 3 удаляют с помощью болта, который ввинчивают в отверстие диска, затем устанавливают патрубок 13 из стали 20, который приваривают к наплавке швами 9, 10, и сваривают с муфтой швами 11, 12. По окончании сварки патрубка 13 с муфтой 2 к нему присоединяют задвижку и специальное устройство для механической вырезки отверстия в стенке газопровода 1 (не показано).
Подварка корневой части углового соединения патрубка 13 с трубопроводом 1 изнутри патрубка (сварка ведется непосредственно на предварительно выполненной двухслойной наплавки) обязательна, так как это соединение имеет сложную конфигурацию по границе контакта (седлообразную форму) и почти невозможно обеспечить определенный качественный провар стенки патрубка 13, если выполняется сварка только с внешней стороны патрубка.
Предложенный способ обеспечивает возможность монтажа отвода на газопроводе под давлением, полную герметизацию отвода, значительно упрощает конструкцию узла отвода с действующим газопроводом, сокращает затраты материалов и время проведения монтажных работ, а также повышает работоспособность сварного соединения с газопроводом за счет образования благоприятной структуры металла в зоне термического влияния и предотвращения слоистого растрескивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2352855C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
| Способ присоединения технологических элементов к трубопроводу,находящемуся под давлением | 1983 |
|
SU1199546A1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| Способ монтажа тройников с отводами на действующих трубопроводах | 1988 |
|
SU1583700A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ ПОВЫШЕНИЯ КАТЕГОРИИ ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2007 |
|
RU2373452C2 |
Изобретение относится к строительству и используется при реконструкции и ремонте трубопроводов. Зачищают участок действующего трубопровода, монтируют на этом участке разрезную муфту, в одной из половин которой вырезано отверстие, соединяют продольными сварными швами части муфты, устанавливают отводной патрубок и вырезают отверстие в газопроводе. Предварительно в отверстие муфты устанавливают медный диск седлообразной формы, который прижимают к газопроводу винтом центратора, в образовавшейся разделке выполняют двухслойную наплавку, которая имеет по два прохода в каждом слое по периметру кругового шва, удаляют медный диск. К наплавке приваривают отводной патрубок с обязательной подваркой корневой части углового соединения с внутренней стороны патрубка. Диаметр медного диска выбирают меньшим, чем внутренний диаметр патрубка на толщину его стенки, а диаметр отверстия в муфте превышает внешний диаметр отводного патрубка на толщину его стенки. Упрощает работу по герметизации соединения. 4 з.п. ф-лы, 3 ил.
| Способ монтажа тройников с отводами на действующих трубопроводах | 1988 |
|
SU1583700A1 |
| Способ присоединения ответвления к действующему газопроводу | 1980 |
|
SU934151A1 |
| Устройство для управления скоростным режимом подъемной установки | 1975 |
|
SU546551A1 |
| СПОСОБ ОЧИСТКИ ГАЗОВОГО ПОТОКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2553863C2 |
| Схват манипулятора | 1985 |
|
SU1337252A1 |

