Изобретение относится к исгледоза- нию прочностных свойств материалов5 а именно к способам изготовления сварного образца с конструктивными непро- варам,
Цель изобретения - повышение точности моделирования конструктивного непровара при вварке патрубка в стенку плакированного сосуда давления.
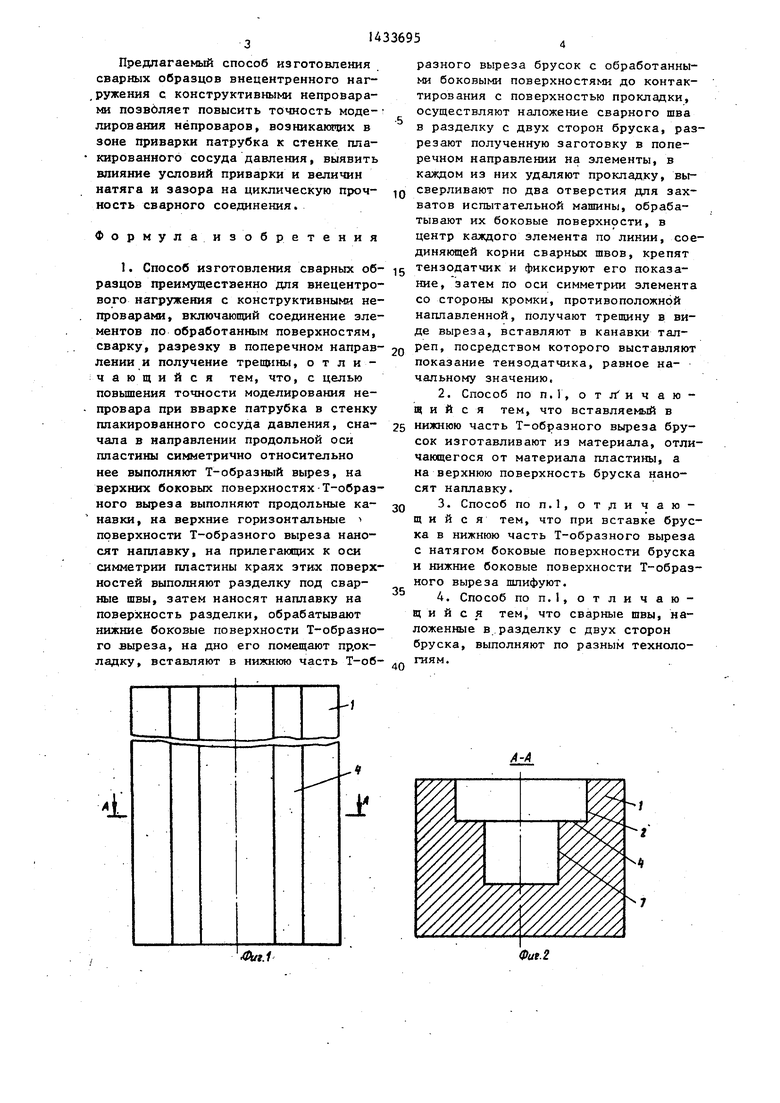
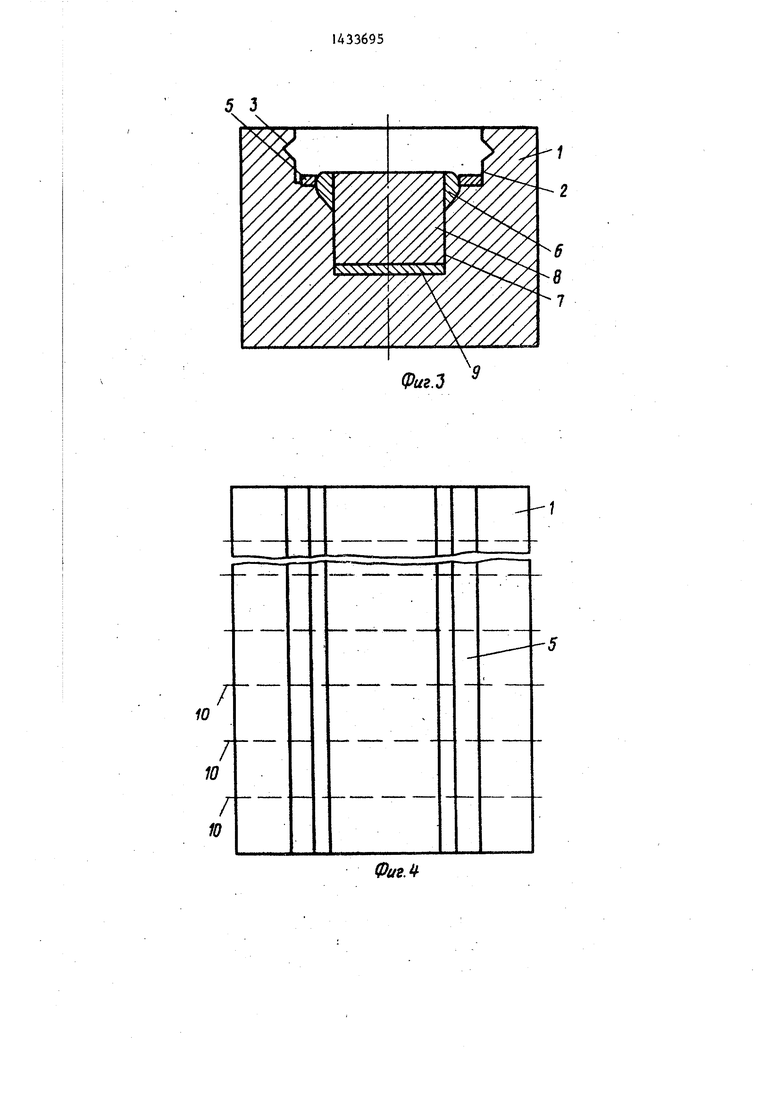
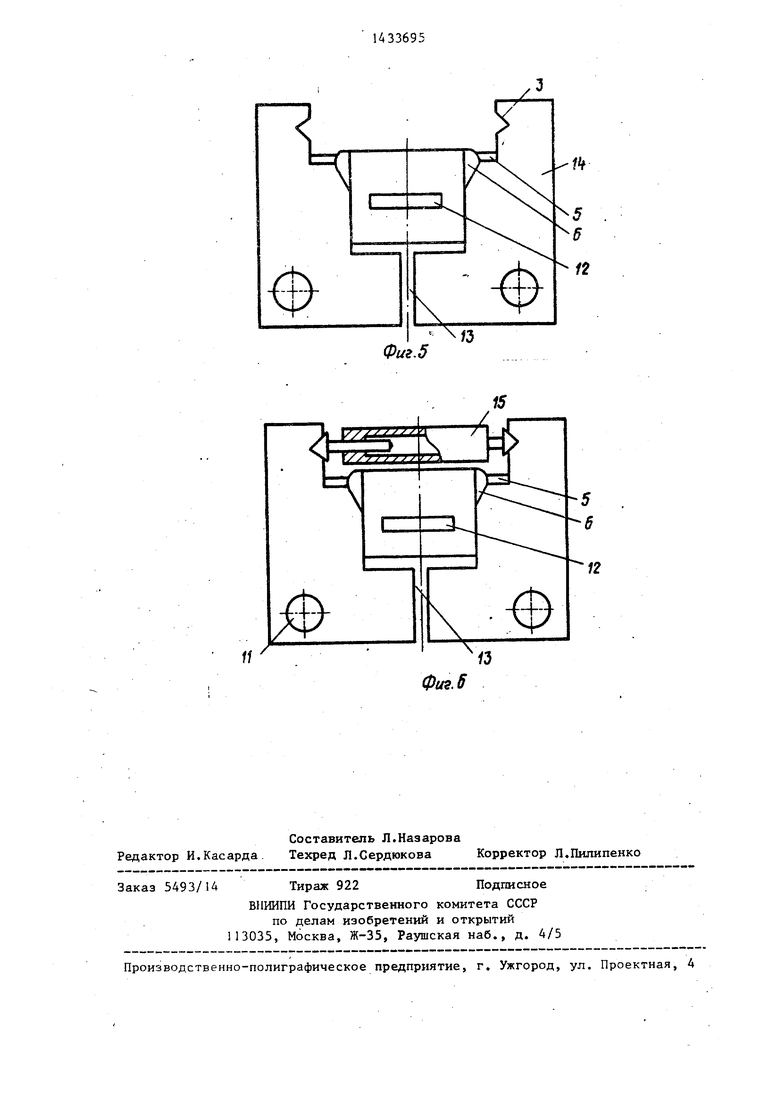
Па фиг Л представлен образец с вырезом; на фиг.2 - разрез А-А на фиг.1; на фиг.З - образец со вставкой в виде брусков, разрез; на фиг.4 - то же, вид сверху; на фиг.5 - эле- мент, полученный после разрезки образца; на фиг.6 - один из возможных вариантов выполнения образца.
Способ осуществляют следующим образом.
Берут пластину в виде пли1Ъ 1 , которая изготовлена из того же материала, что и стенка сосуда давления. В плите 1 выполняют Т-образный вырез На верхних боковых поверхностях 2 Т-образного выреза выполняют продольные канавки 3. На верхние горизонтальные поверхности 4 Т-образного вы- рейа наносят наплавку 5. Технология нанесения наплавки 5 должна быть га кой же, как технология нанесет-1Я вап- лавки на внутреннюю поверхность со;: .;/ да давления. На прилегающих к оси симметрии плиты краях поверхностей выполняют разделку под сваргше швы 6 и на поверхность разделки наносят наплавку. Технология выполнения разделки и нанесения на нее наплавки должна быть такой же, как технолоп-ш выполнения разделки и нанесения наплавки у отверстия под патрубок в стенке сосуда давления Затем обрабатывают нижние боковые поверхности 7 Т-образного выреза. Их шлифуют, если брусок 8 будут вставлять в нижнюю часть выреза с натягом, и обрабатывают до нужной чистоты, если брусок 8 будут вставлять с зазором. Затем на дно Т-образного выреза на всю длину кладут прокладку 9.
Далее берут брусок 8, изготовленный из того же материала, что и патрубок сосуда давления. Боковые поверхности бруска 8 шлифуют, если брусок 8 будут вставлять в нижнюю часть Т-образного выреза с натягом, и обрабатывают до нужной чистоты, если брусок 8 будут вставлять в нижнюю часть Т-образного выреза с зазором.
5
S
0
0 Q
5
0
5
Вставку бруска 8 в нижнюю часть Т-образного выреза с натягом осуществляют либо запрессовкой бруска 8, либо охлаждая брусок 8, например жидким азотом, либо нагревая плиту 1, либо одновременно нагревая плиту 1 и охлаждая брусок 8. Последний вставляют в нижнюю часть Т-образного выреза так, чтобы поверхность бруска касалась прокладки 9, а верхняя поверхность либо лежала в одной плоскости с поверхностью наплавки 5, либо выступала нац поверхностью наплавки 5 на высоту, не превосходящую толЕдину наплавки 5. В варианте (фиг.З) верхняя поверхность бруска 8 нагшавки не имеет и выступает-над поверхностью каплавкг 5.
Далее осуществлягот наложение сварных швов 6 в разделку с двух сторон бруска В, Сварные швы б накладывают по той же технологии, по какой приваривают патрубок к стенке сосуда давления. Сварные швы 6 могут быть выполнены и по разным технологиям, если на одном образце надо провести сравнительные исследования двух технологий приварки.
Разрезают плиту 1 на заготовки в поперечном направлении, перпендикулярном продольному по линиям 10. Затем в каждой заготовке удаляют прокладку 9s высверливают отверстия 11 fifiK захватов испытате-льной машины и обрабатывают, например до чистоты 3,2 боковые поверхности- заготовки. В центре заготовки по линии, соединяющей корни сварных швов 6, клеят или приваривают точечной сваркой тен- зодатчик 12 и фиксируют его показа-, ние.
Далее по оси симметрии заготовки со стороны кромки, противоположной наплавленной, делают прорезь 13 и получают заготовку 14 (фиг.5) или аналогичную ей. Затем вставляют талреп 15 в канавки 3, вращают его, следя за показанием тензодатчика 2. Прекращают вршцение талрепа 15 в тот момент, когда показание тензодатчика 12 совпадает с началышм его показанием, т.е. с тем, какое было до выполнения прорези 13.
После выполнения всех указанных действий сварной образец внецентрен- ного нагружения с конструктивными н.епроварами (или аналогичный ему) готов для проведения испытаний.
Предлагаемый способ изготовления сварных образцов внецентренного наг- ружения с конструктивными непровара- ми позволяет повысить точность моделирования нёпроваров, возникающих в зоне приварки патрубка к стенке ппа- кнрованногО сосуда давления, выявить влияние условий приварки и величин натяга и зазора на циклическую прочность сварного соединения.
Формулаизобретения
разного выреза брусок с обработанными боковыми поверхностями до контактирования с поверхностью прокладки, осуществляют наложение сварного шва в разделку с двух сторон бруска, разрезают полученную заготовку в поперечном направлении на элементы, в каждом из них удаляют прокладку, высверливают по два отверстия для захватов испытательной машины, обрабатывают их боковые поверхности, в центр каждого злемента по линии, сое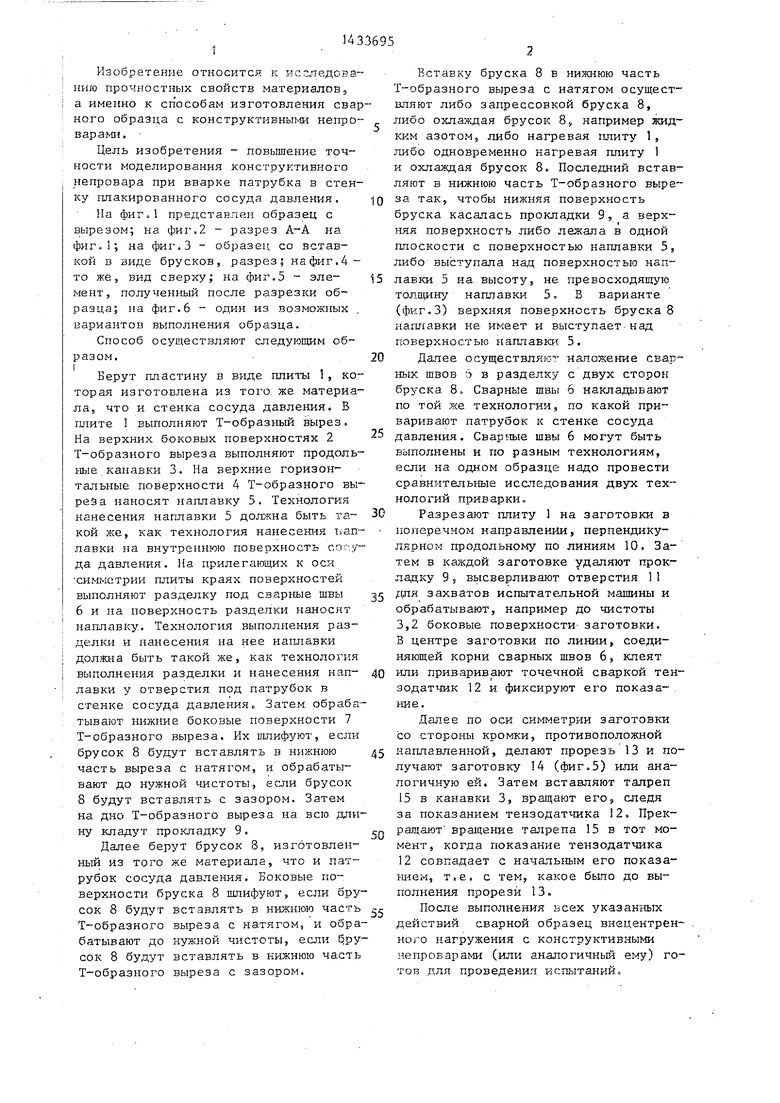
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец сварного соединения для испытания внецентренной нагрузкой | 1987 |
|
SU1415138A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| Способ вварки патрубка в корпус сосуда | 1982 |
|
SU1021545A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Устройство для центрирования и сборки под сварку соединяемых труб | 1990 |
|
SU1812039A1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
Изобретение относится к сварке, в частности к способам изготовления сварных образцов для внецентрового нагружения с конструктивными непро- варами. Цель изобретения - повышение точности моделирования непровара при вварке патрубка в стенку плакированного сосуда давления. Дпя этого в пластине выполняют Т-образный вырез. На верхних боковых его рамках делают канавки, а на горизонтальную ступень наносят наплавку. На дно выреза помещают прокладку. В вырезе располагают вставку в виде бруска, ее приваривают, наплавляя швы в специальную разделку. Разрезают полученную заготовку в поперечном направлении на отдельные элементы. В каждом из них удаляют прокладку. Выполняют отверстия под крепление в испытательной машине. Крепят тензодатчик. В элементе выполняют трещину в виде прорези. В канавки помещают талреп и регулируют его до получения на тензодатчике значения, аналогичного первоначальному. Выбирая профиль сечения выреза и брус-§ ка, можно получить различные эпюры контактных напряжений у конструктивного непровара и исследовать их влияние на прочность сварного соединения. Наплавочные материалы, режимы и тех- 2 нология нанесения наплавки, количество слоев должны имитировать реальные условия сварки. Способ позволяет уменьшить число испытаний, так как швы могут выполняться на разных режимах . 3 3.п. ф-лы, 6 ил. (Л 4ib СО со О) QD СП
диняющей корни сварных швов, крепят
лении и получение трещины, отличающийся тем, что, с целью повьш1ения точности моделирования непровара при вварке патрубка в стенку плакированного сосуда давления, сначала в направлении продольной оси пластины симметрично относительно нее выполняют Т-образный вырез, на верхних боковых поверхностях Т-образного выреза выполняют продольные канавки, на верхние горизонтальные поверхности Т-образного выреза наносят наплавку, на прилегающих к оси симметрии пластины краях этих поверхностей выполняют разделку под сварные швы, затем наносят наплавку на поверхность разделки, обрабатывают нижние боковые поверхности Т-образного выреза, на дно его помещают пр.ок- ладку, вставляют в нижнюю часть Т-об I
Г/
показание тензодатчика, равное начальному значению.
нижнюю часть Т-образного выреза брусок изготавливают из материала, отличающегося от материала пластины, а на верхнюю поверхность бруска наносят наплавку.
Ч
t
Фие.2
Фиг.
Фиг.
f
0ui.5
Фи.б
| Новые методы оценки сопротивления металлов хрупкому разрушению | |||
| Под ред | |||
| Ю.Н.Работнова, М.: Мир, 1972, с | |||
| Нефтяная топка для комнатных печей | 1922 |
|
SU401A1 |
| .Холл В | |||
| и др | |||
| Хрупкие разрушения сварных конструкций | |||
| М.: Машиностроение, 1974, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ изготовления сварного образца в виде пластины с трещиной | 1982 |
|
SU1045061A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОБРАЗЦОВ | |||
