Изобретение относится к обработке металлов давлением, в частности к технологии правки плоским изгибом, и может быть использовано при изготовлении гидроцилиндров, корпусов и плунжеров глубинных штанговых насосов и других высокоточных длинномерных деталей нефтяного, химического и энергетического машиностроения.
Известны способы правки заготовок и деталей плоским изгибом, включающие воздействие на искривленный участок изделия усилий, направленных перпендикулярно его поверхности, например, способ правки удлиненных изделий, при котором к детали в нескольких контролируемых сечениях прикладывают поперечную нагрузку, обеспечивающую пластическую деформация детали [1]
Недостатком известных способов являются низкая производительность и ограниченные технологические возможности: они не обеспечивают высокую прямолинейность внутренней цилиндрической поверхности, необходимую, например, для длительной работы цилиндров с перемещающимся внутри с малым радиальным зазором длинным плунжером.
Наиболее близким по технической сущности и достигаемому результату к предложенному способу является принятый за прототип способ правки изделий, включающий установку на опоры и упругопластический изгиб изделия прикладываемым между опорами усилием, при котором изделие правят отдельными участками, выбираемыми в зависимости от его исходной непрямолинейности [2] В известном способе по имеющимся данным о получаемой в производстве непрямолинейности деталей определяют необходимое число охватывающих друг от друга участков правки и правят изделие, устанавливая одну из опор для правки и контроля непрямолинейности под торцевое сечение, другую на границе выправляемого участка изделия, прикладывая усилие к границе ранее выправленного участка и контролируя качество правки по непрямолинейности изделия на выправляемом участке.
Недостатком известного, принятого за прототип, способа правки являются ограниченные технологические возможности, а именно низкая точность правки внутренней поверхности цилиндра, если качество правки контролируется комбинированными или косвенными методами. При комбинированном контроле ход правки, например, контролируют по наружной поверхности цилиндра, а положение оси канала определяют либо перерасчетом с использованием отдельно измеряемых биений наружной поверхности и значений толщины стенки цилиндра в разных сечениях и осевых плоскостях детали, либо технически сложный контроль внутренней поверхности проводят вне непосредственного процесса правки. Косвенный контроль может применяться, например, при изготовлении прецизионных цилиндров типа корпусов насосов, показателем качества которых является не непосредственно измеряемое отклонение оси от прямолинейности, а отклонение на каждом участке определенной длины, характеризующее собираемость цилиндра с длинным плунжером. Известный способ предполагает проведение прямых измерений и в указанных случаях не обеспечивает высокую точность правки.
Задачей разработки предложенного способа правки является получение технического результата, заключающегося в обеспечении высокой точности правки деталей с комбинированным или косвенным контролем прямолинейности поверхностей.
Указанный результат достигается тем, что, осуществляя способ правки, при котором деталь устанавливают на опоры и осуществляют упругопластический изгиб, прикладывая между опорами усилие к отдельным участкам детали, расположенным в направлении от одного из ее торцов и имеющим длину, выбираемую в зависимости от исходной непрямолинейности детали, предварительно выбирают две плоскости, проходящие через взаимно перпендикулярные оси, в каждой из этих плоскостей определяют исходную непрямолинейность выправляемой поверхности детали, для каждого поперечного сечения детали в выбранной плоскости определяют отклонение оси симметрии поверхности от прямолинейности на ограниченном этим сечением участке детали, а усилие прикладывают при условии равенства полученного значения максимально допустимому до получения остаточного прогиба, определяемого в зависимости от исходной непрямолинейности выправляемой поверхности.
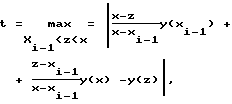
В варианте осуществления способа, предпочтительном для изготовления деталей с непрямолинейностью, ограниченной на всей длине, отклонение оси симметрии поверхности от прямолинейности определяют на участке, ограниченном последним сечением, подвергнутым воздействию упругопластическим изгибом, и последующим сечением, подлежащим воздействию упругопластическим изгибом, по формуле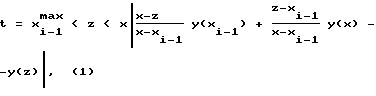 а
а
величину остаточного прогиба определяют по формулам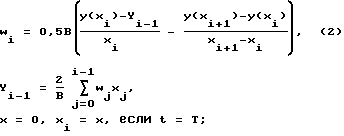
где
xi-1 координата сечения, к которому прикладывали усилие при упругопластичном изгибе выправляемого участка расстояние до торца детали, в направлении от которого измеряют непрямолинейность оси;
xi координата сечения, подлежащего приложению усилия;
x расстояние от рассматриваемого сечения детали до торца, в направлении от которого измеряют непрямолинейность;
z расстояние от указанного торца детали до промежуточного сечения детали;
y(x) функция, описывающая исходную непрямолинейность оси выправляемой поверхности детали;
t отклонение от прямолинейности оси симметрии выправляемой поверхности на рассматриваемом участке детали;
T заданное максимально допустимое значение t;
wi остаточный прогиб при упругопластическом изгибе детали в сечении xi;
B расстояние от сечения xi детали до расположенных по обе стороны от него опор;
Yi-1 смещение центра торцевого сечения детали после приложения упругопластического изгиба детали в сечении xi-1.
В варианте способа правки, предпочтительном при изготовлении деталей типа цилиндров плунжерных насосов, при воздействии упругопластическим изгибом отклонение оси симметрии внутренней поверхности от прямолинейности определяют на участке длиной, выбираемой в зависимости от длины плунжера, по формуле
а величину остаточного прогиба определяют по формулам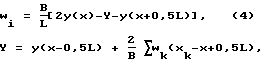
причем
X=xi-1, если x-xi-1<L,
X=x-L, если x-xi-1>L,
xi=x, если t=T,
а суммирование при вычислении отклонения оси детали Y после воздействия упругопластическим изгибом на предыдущие участки детали проводится только для таких k, при которых
xk<x-0,5L,
где
X расстояние от сечения, являющегося одной из границ выправляемого участка детали, до торца, в направлении от которого измеряют непрямолинейность;
L длина плунжера насоса.
Сущность предложенного способа правки поясняется следующим образом.
При изготовлении длинномерных деталей с ограниченной по всей длине непрямолинейностью оси симметрии поверхности правку по предложенному способу на каждом технологическом переходе осуществляют так, чтобы выправляемые участки сопрягались с другим и отклонение от прямолинейности на участке детали, объединяющей все выправленные участки, не превышало допустимой величины. Эта часть детали на каждом этапе правки ограничена сечением приложения усилия и торцевым сечением детали, со стороны которого начали правку. Если выбирать каждое сечение нагружения таким образом, чтобы отклонение оси симметрии выправляемой поверхности от прямолинейности на участке детали между ним и местом предыдущего приложения усилия не превышало заданную величину, а сопрягать выправленные участки между собой так, чтобы центры двух указанных сечений и торцевого сечения, с которого начали правку, в плоскости воздействия упругопластическим изгибом лежали на одной прямой, то максимальное отклонение оси контролируемой поверхности от прямолинейности в выбранной осевой плоскости также ограничено заданной величиной. Предложенные соотношения (1)-(2) обеспечивают такой выбор длины и сопряжения выправляемых участков детали.
Если правке подвергается деталь типа цилиндра плунжерного насоса, от которой требуется высокая прямолинейность оси симметрии внутренней поверхности на каждом отрезке длиной, равной длине плунжера, то длина каждого участка правки выбирается таким образом, чтобы отклонение оси симметрии внутренней поверхности не превышало допускаемую величину, а сопрягать отдельные выправляемые участки предложено так, чтобы на одной прямой в плоскости воздействия упругопластичесим изгибом лежали центры сечения приложения нагрузки и двух сечений, лежащих по обе стороны от этого сечения на расстоянии, равном половине длины плунжера. В этом случае внутренние поверхности детали, лежащие по обе стороны от сечения приложения усилия правки, соответствуют заданным требованиям по прямолинейности, а выбранная схема сопряжения этих участков обеспечивает собираемость цилиндра с плунжером в промежуточном положении. Соотношения (3)-(4) получены из условия обеспечения указанного выбора длины и сопротивления выправляемых участков.
В патентно-технической литературе не обнаружены известные технические решения, имеющие признаки, сходные с признаками, отличающими заявленное решение от прототипа. Указанные признаки обеспечивают появление у заявленного объекта свойства обеспечения высокой точности правки деталей в условиях косвенного или комбинированного контроля качества правки, не совпадающего со свойствами, проявляемыми отличительными признаками в известных решениях, и не равное сумме этих свойств. Следовательно, заявленное техническое решение соответствует критериям "новизна" и "изобретательский уровень".
Предложенный способ правки поясняется приводимой схемой (см. чертеж). На схеме обозначено: 1 деталь, 2, 3 опоры для правки, Q усилие правки, с которым осуществляют упругопластический изгиб детали в плоскости x-y. Положение оси симметрии детали в сечении до очередного воздействия упругопластическим изгибом обозначено штрих-пунктирной линией, после воздействия штриховкой.
Осуществляют предложенный способ следующим образом.
Выбирают один из торцов детали, от которого производят все измерения и от которого затем будут проводить правку детали. Выбирают на детали две взаимно перпендикулярные осевые плоскости, в которых будут проводить измерения и воздействовать на деталь упругопластическим изгибом. Маркируют этот торец и плоскости на детали каким-либо известным способом. В отмеченных плоскостях выбирают положительное направление измерений и измеряют отклонение от прямолинейности оси симметрии выправляемой (наружной или внутренней) поверхности. По соотношениям (1)-(2) или (3)-(4) последовательно, в направлении от выбранного торца, рассчитывают осевые координаты (расстояния от выбранного торца) сечений приложения усилия правки и величины остаточного прогиба, до получения которого деталь нагружают при правке. Устанавливают деталь 1 на опоры 2 и 3 так, чтобы выбранная осевая плоскость была вертикальной и положительное направление измерений непрямолинейности совпадало с направлением вверх, навстречу усилию. Устройство для правки (правильный пресс) снабжено необходимым датчиком, например, индикатором часового типа, контролирующими перемещение наружной поверхности детали. Контроль перемещений по наружной поверхности предпочтителен, поскольку прост в осуществлении и обеспечивает высокую точность. Датчик устанавливают в сечении приложения усилия, так чтобы измерялась стрела прогиба детали между опорами 2 и 3. Возможны и другие известные схемы измерений прогиба.
Перемещают деталь, не поворачивая ее вокруг оси, к одному из выбранных сечений правки. Если расчетное значение остаточного прогиба отрицательно, то деталь поворачивают вокруг оси на полоборота, а после правки этого сечения вновь поворачивают на полоборота, возвращая в прежнее положение. Включают пресс, прикладывают усилие правки, контролируя величину упругого и остаточного перемещения. Если это необходимо, неоднократно прикладывают и снимают нагрузку, измеряя остаточную деформацию. Если получена расчетная величина, то переходят к правке следующего участка детали, прикладывают усилие в другом сечении детали. Предложенный способ не требует соблюдения строгой последовательности нагружения расчетных сечений, очередность может быть нарушена, если так представляется удобней в конкретной ситуации.
После проведения правки всех сечений в одной плоскости все операции повторяют для второй выбранной осевой плоскости.
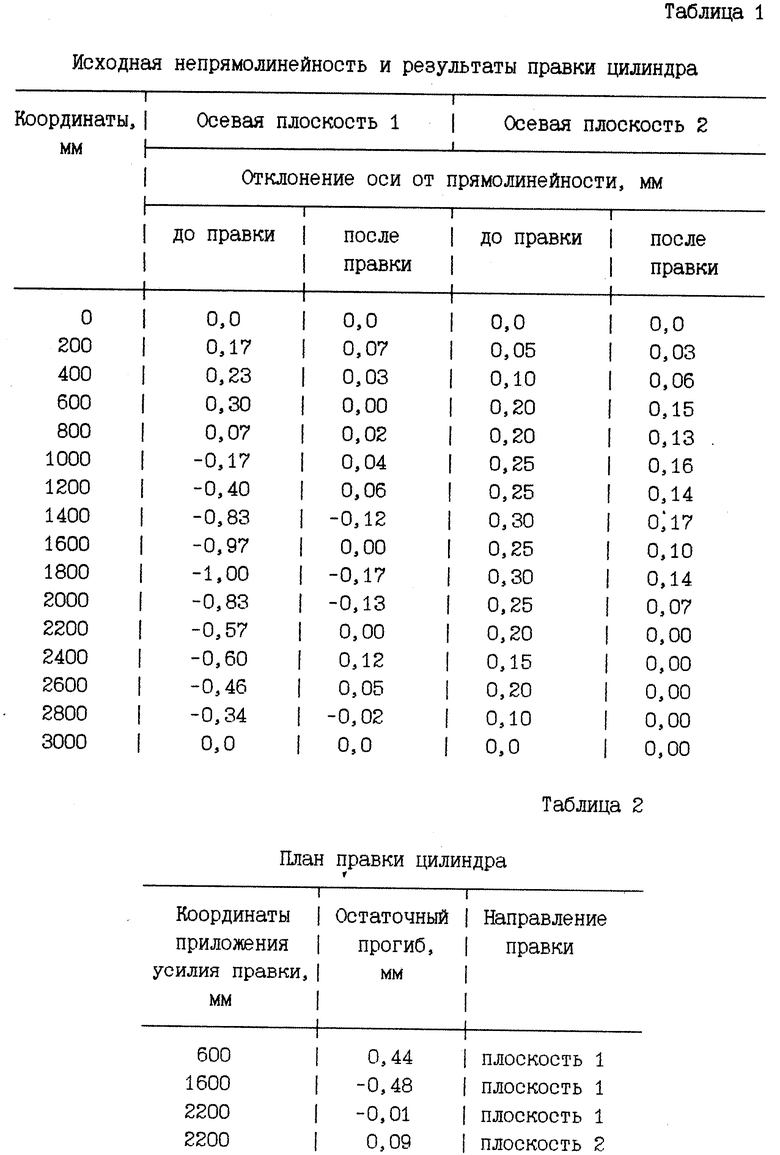
Пример 1. Процесс правки моделировался на ЭВМ. Рассматривалась возможность правки цилиндра длиной 3000 мм. Отклонения от прямолинейности оси симметрии внутренней поверхности цилиндра, измеренные до начала правки, приведены в табл.1. Правка детали проводится с контролем деформации наружной поверхности. План правки, рассчитанный по соотношениям (1)-(2) при B=500 мм, T= 0,2 мм, приводится в табл. 2. В табл. 1 приведены и ожидаемые результаты правки по рассчитанному плану.
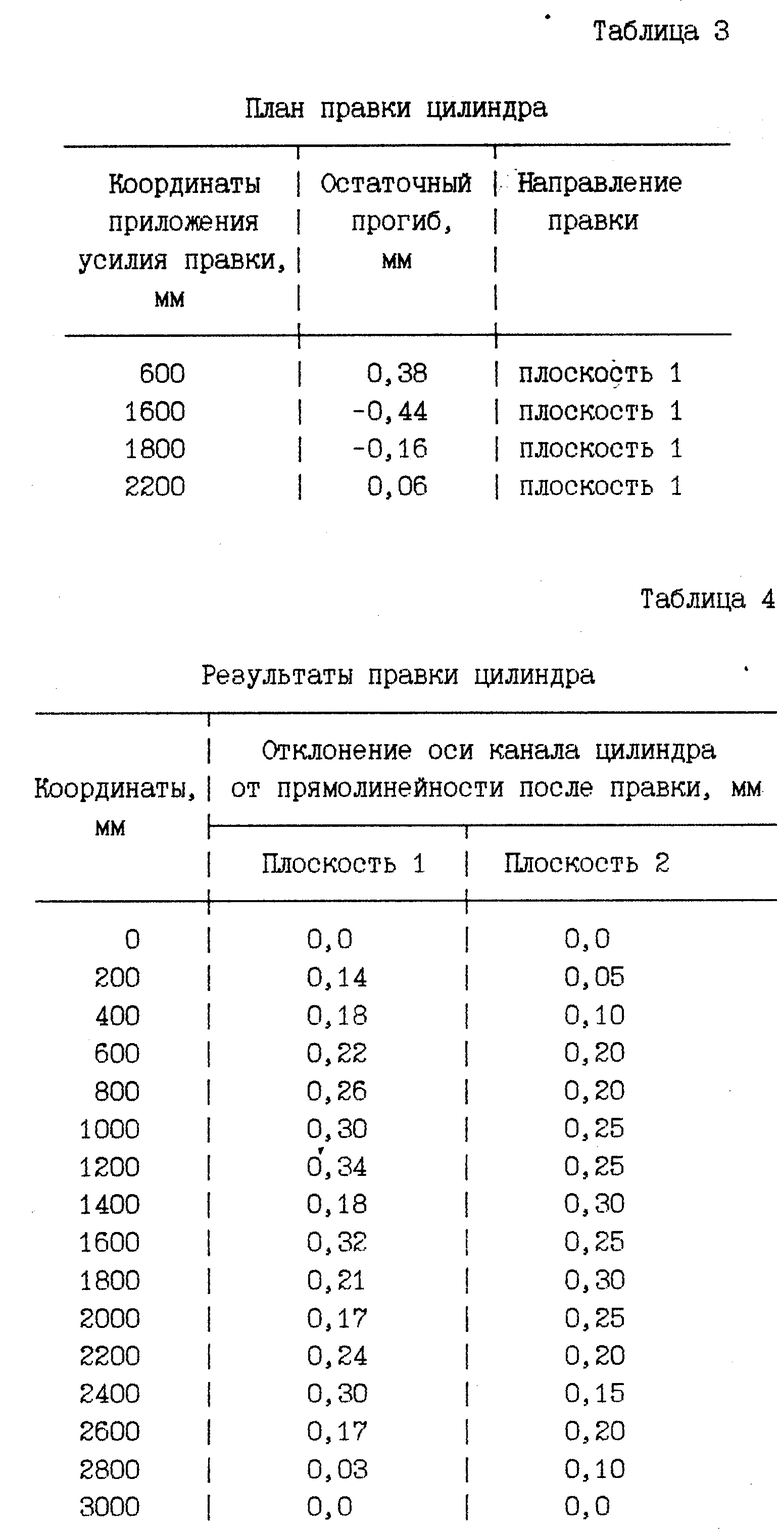
Пример 2. Правка цилиндра с характеристиками по примеру 1 производится с целью обеспечить лучшие условия для собираемости цилиндра с плунжером длиной 1000 мм. Расчет показывает, что для свободной собираемости цилиндра в исходном состоянии с таким плунжером диаметральный зазор должен превышать 0,5 мм. Эта величина слишком велика, чтобы обеспечить требуемый уровень герметичности и работоспособность плунжерного насоса; при сборке с много меньшим зазором требуется большое усилие протягивания, и работоспособность изделия также будет низкой. В табл. 3 приводится план правки цилиндра с контролем по деформации наружной поверхности детали в сечении приложения нагрузки, рассчитанный по формулам (3)-(4) при L-1000 мм, B=500 мм, T=0,2 мм, а в табл.4 - характеристики внутренней поверхности цилиндра после правки. Из расчета следует, что свободная сборка с плунжером цилиндра после правки может быть произведена при диаметральном зазоре 0,2 мм. Опыт показывает, что в этом случае получается работоспособное изделие.
Приведенные в примерах данные показывают, что предложенное техническое решение обеспечивает достижение поставленной цели: получение высокой точности правки деталей с комбинированными или косвенными методами контроля прямолинейности оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ЦИЛИНДРОВ ПЛУНЖЕРНЫХ НАСОСОВ | 1994 |
|
RU2078630C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104108C1 |
| СПОСОБ ПРЕЦИЗИОННОГО ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ И СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2021 |
|
RU2762224C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1994 |
|
RU2078631C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ | 1995 |
|
RU2070455C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ТРУБ | 2000 |
|
RU2186646C2 |
| Способ правки длинномерных изделий | 1990 |
|
SU1761335A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2001 |
|
RU2203155C1 |
Использование: изобретение относится к технологии правки заготовок и деталей и может быть использовано при изготовлении гидроцилиндров, корпусов и плунжеров глубинных штанговых насосов и других высокоточных длинномерных деталей нефтяного, химического и энергетического машиностроения. Сущность изобретения: деталь устанавливают на опоры и осуществляют упругопластический изгиб, прикладывая между опорами усилие. Деталь правят отдельными участками, расположенными в направлении от одного из торцов и имеющих длину, выбираемую в зависимости от исходной непрямолинейности детали. Предварительно выбирают две взаимно перпендикулярные осевые плоскости, в каждой из них определяют исходную непрямолинейность выправляемой поверхности. Для каждого поперечного сечения детали в выбранной плоскости определяют отклонение оси симметрии поверхности от прямолинейности на ограниченном этим сечением участке детали. Сравнивают полученное значение с максимально допустимым, и если они равны, воздействуют на деталь упругопластическим изгибом, устанавливая ее на опоры, располагаемые по обе стороны от данного сечения детали и прикладывая к нему в выбранной плоскости усилие до получения остаточного прогиба, определяемого в зависимости от исходной непрямолинейности выправляемой поверхности. 2 з.п. ф-лы, 4 табл., 1 ил.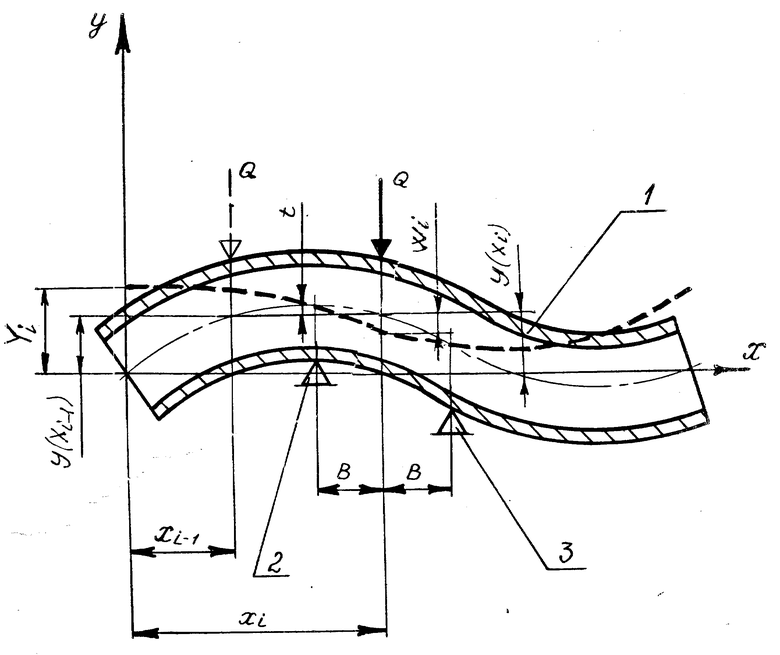
а величину остаточного прогиба при упругопластическом изгибе детали в сечении xi определяют по формулам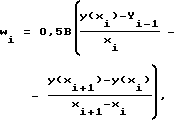
xо 0, xi x, если t T,
где xi - 1 координата сечения, к которому прикладывали усилие при упругопластическом изгибе предыдущего выправляемого участка расстояние до торца детали, в направлении от которого измеряют непрямолинейность оси;
xi координата сечения, подлежащего приложению усилия;
x расстояние от рассматриваемого сечения детали до торца, в направлении от которого измеряют непрямолинейность;
z расстояние от указанного торца детали до промежуточного сечения детали;
y(x) функция, описывающая исходную непрямолинейность оси выправляемой поверхности детали;
t отклонение от прямолинейности оси симметрии выправляемой поверхности на рассматриваемом участке детали;
T заданное максимально допустимое значение t;
wi величина остаточного прогиба при упругопластическом изгибе детали в сечении xi;
B расстояние от сечения x детали до расположенных по обе стороны от него опор;
Yi - 1 смещение центра торцевого сечения детали после приложения упругопластического изгиба к детали в сечении x.
а величину остаточного прогиба при упругопластическом изгибе детали в сечении xi определяют по формулам

причем X xi - 1, если x xi - 1 < L,
X x L, если x xi - 1 > L,
xi x, если t T,
а суммирование при вычислении отклонения оси детали Y после воздействия упругопластическим изгибом на предыдущие участки детали проводится только для таких K, при которых
xk < x 0,5L,
Y смещение центра торцевого сечения детали после приложения упругопластического изгиба к детали в сечении xi;
где X расстояние от сечения, являющегося одной из границ выправляемого участка детали, до торца, в направлении от которого измеряют непрямолинейность;
L длина плунжера насоса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 841704, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 1655595, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
