Область техники
Данное техническое решение относится к обработке металлов давлением, в частности к технологии упругопластического изгиба стержневых и трубных изделий и может быть использовано при изготовлении нежестких длинномерных деталей, к которым предъявляют особые требования по геометрическим параметрам в части отклонения от прямолинейности.
Предшествующий уровень техники
Известен способ, на который было получено авторское свидетельство РФ №2104108 "СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ" МПК: B21D 3/10; заявка №95120789/02, приоритет 07.12.1995 г., опубликовано 10.02.1998 г., авторы: Шуринов В.А., Пыхов С.И., Блинов Ю.И., Климов В.П., Лесничий В.Ф., Козловский A.M., Беззубов А.В., Чернышевич С.П. (RU).
Способ правки длинномерных изделий, при котором измеряют кривизну изделия, устанавливают его на опоры и осуществляют упругопластический изгиб путем приложения к изделию между опорами усилия в плоскости, проходящей через ось симметрии изделия, отличающийся тем, что перед упругопластическим изгибом в плоскости приложения усилия определяют направление оси симметрии прочностных свойств путем предварительного пластического изгиба с последовательным приложением дополнительных усилий равной величины в двух взаимно перпендикулярных плоскостях, проходящих через ось симметрии изделия с последующим определением величины остаточного пластического изгиба в плоскостях, перпендикулярных вышеуказанным, а в процессе упругопластического изгиба усилия последовательно прикладывают в направлении, перпендикулярном оси симметрии прочностных свойств, а затем в направлении оси симметрии прочностных свойств
Существенные признаки, общие с признаками изобретения: измерение кривизны изделия, установка его на опоры и воздействие на изделие между опорами усилием с созданием упругопластического изгиба в осевой плоскости.
К недостаткам данного способа можно отнести невозможность применения способа в случаях, когда неоднородная прочность изделия не симметрична относительно одной из осей его поперечного сечения. Кроме того, метод определения оси симметрии прочностных свойств в поперечном сечении изделия (векторным сложением величин остаточной деформации) не гарантирует высокой точности в нахождении ее расположения.
Известный способ, на которое было получено авторское свидетельство РФ №2203155 "СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК" МПК: B21D 3/10, B21D 3/02; заявка №2001128236/02, приоритет 18.10.2001 г., опубликовано 27.04.2003 г., авторы: Миронов М.М., Булычев В.А., Минаков Е.И. (RU).
Способ правки цилиндрических заготовок плоским изгибом, включающий установку заготовки на опоры и упругопластический изгиб заготовки путем приложения к ней между опорами силы, направленной в сторону, противоположную ее исходной кривизны, и расположенной в плоскости, проходящей через продольную ось заготовки, отличающийся тем, что правку заготовок осуществляют многократным плоским изгибом на базе 200…400 мм, причем при первой правке осуществляют перегиб на 25…30% от расчетного прогиба заготовки.
Существенные признаки, общие с признаками изобретения: установка изделия на опоры и приложение силы между опорами, направленной в сторону противоположную его исходной кривизны.
К недостаткам данного способа можно отнести низкую производительность, вследствие проведения многократного изгиба в плоскости исходной кривизны, а также ограничения по длине выправляемых изгибов.
В качестве прототипа для способа было выбрано авторское свидетельство РФ №2525023 "СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ" МПК: B21D 3/16, В24В 39/04; заявка: 2012156869/02, приоритет 26.12.2012 г., опубликовано 10.08.2014 г., авторы: Григорьев С.Н., Кропоткина Е.Ю., Волосова М.А. (RU).
Способ правки нежестких длинномерных деталей, включающий определение величины исходного максимального прогиба детали, ее последующую установку на концевые опоры и дальнейшее приложение нагрузки посредством воздействия индентором на зону прогиба, отличающийся тем, что первоначально нагрузку P1 прикладывают в зоне максимального прогиба детали по направлению, обратному направлению прогиба, в одной из концевых опор определяют составляющие реакции Pz и Ру в двух взаимно перпендикулярных направлениях, затем нагрузку снимают, после чего в зону максимального прогиба с вогнутой стороны детали под углом  прикладывают нагрузку Р2, определяемую по следующей зависимости:
прикладывают нагрузку Р2, определяемую по следующей зависимости:  где: fmax исх - исходный максимальный прогиб, мм; fост - прогиб детали, оставшийся после приложения силы P1, мм; P1 - первоначальная нагрузка, обеспечивающая упругопластический изгиб.
где: fmax исх - исходный максимальный прогиб, мм; fост - прогиб детали, оставшийся после приложения силы P1, мм; P1 - первоначальная нагрузка, обеспечивающая упругопластический изгиб.
Существенные признаки, общие с признаками изобретения: определение величины исходного прогиба; установка на опоры; приложение нагрузки между опорами; приложение первоначальной нагрузки в зоне максимального прогиба.
К недостаткам данного способа можно отнести: неопределенность и необходимость подбора первоначальной нагрузки P1, сложность определения сил реакции в опорах; возможность пластической деформации по поперечному сечению детали вследствие приложения сосредоточенной нагрузки и отсутствие контроля процесса деформации; определение максимальной нагрузки на основе справочных данных без учета механических свойств материалов различных деталей, значительные временные затраты на переналадку оборудования.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа прецизионного деформирования трубчатых и стержневых изделий, при котором достигается требуемая прямолинейность изделия при сохранении формы его поперечного сечения.
Технический результат заключается в уменьшении количества приложения нагрузок на изделие для исправления каждого прогиба, в ограничении значения предельной нагрузки для сохранности формы поперечного сечения изделия, в увеличении точности процесса правки, в равномерной внешней нагрузке на внешнюю стенку изделия.
Технический результат достигается тем, что в способе прецизионного деформирования, обеспечивающем прямолинейность трубчатых и стержневых изделий, включающем в себя определение величины максимального прогиба изделия, его последующую установку на опоры и дальнейшее приложение нагрузки между опорами обратно направлению изгиба, согласно изобретению, предварительно на прямолинейных образцах из того же материала и сечения, длиной не более длины изделий, определяют зависимость остаточного прогиба от размера базы прогиба и нагрузки, прикладываемой пуансоном. Определяют на образцах максимально допустимую нагрузку, прикладываемую с той же скоростью, не приводящую к пластической деформации поперечного сечения изделия при установленной базе. На изделии определяют длину и прогиб всех криволинейных участков в плоскостях прогиба. Участок изделия с наибольшим прогибом деформируют с обратным прогибом на базе не менее длины этого криволинейного участка при максимально допустимой нагрузке. Последовательно с поворотом изделия вокруг оси и переустановкой на опорах повторяют на изделии определение длины и прогиба всех оставшихся криволинейных участков в плоскостях прогиба и деформирование с обратным прогибом участков с наибольшим прогибом на базе не менее длины этих криволинейных участков до требуемой прямолинейности изделия.
Совокупность существенных признаков обеспечивает получение технического результата, заключающегося в уменьшении количества приложения нагрузок на изделие для исправления каждого прогиба, ограничении значения предельной нагрузки для сохранности формы поперечного сечения изделия, в увеличении точности процесса правки, в равномерной внешней нагрузке на внешнюю стенку изделия.
Это позволяет решить задачу разработки способа прецизионного деформирования трубчатых и стержневых изделий, при котором достигается требуемая прямолинейность изделия при сохранении формы его поперечного сечения.
Достигаемый результат обеспечивается не только наличием известных отличительных признаков, но и зависит от взаимодействия их с другими существенными признаками заявляемого способа. Это позволяет расширить функциональные возможности способа, обеспечить решение задачи.
Расширенная функция, обеспечиваемая известными и отличительными признаками, и получение неочевидного результата от использования этих признаков в виде применения значений остаточного прогиба образцов для деформации с обратным прогибом изделий в совокупности с другими признаками, свидетельствует о соответствии предлагаемого технического решения критерию "изобретательский уровень".
Краткое описание фигур чертежа
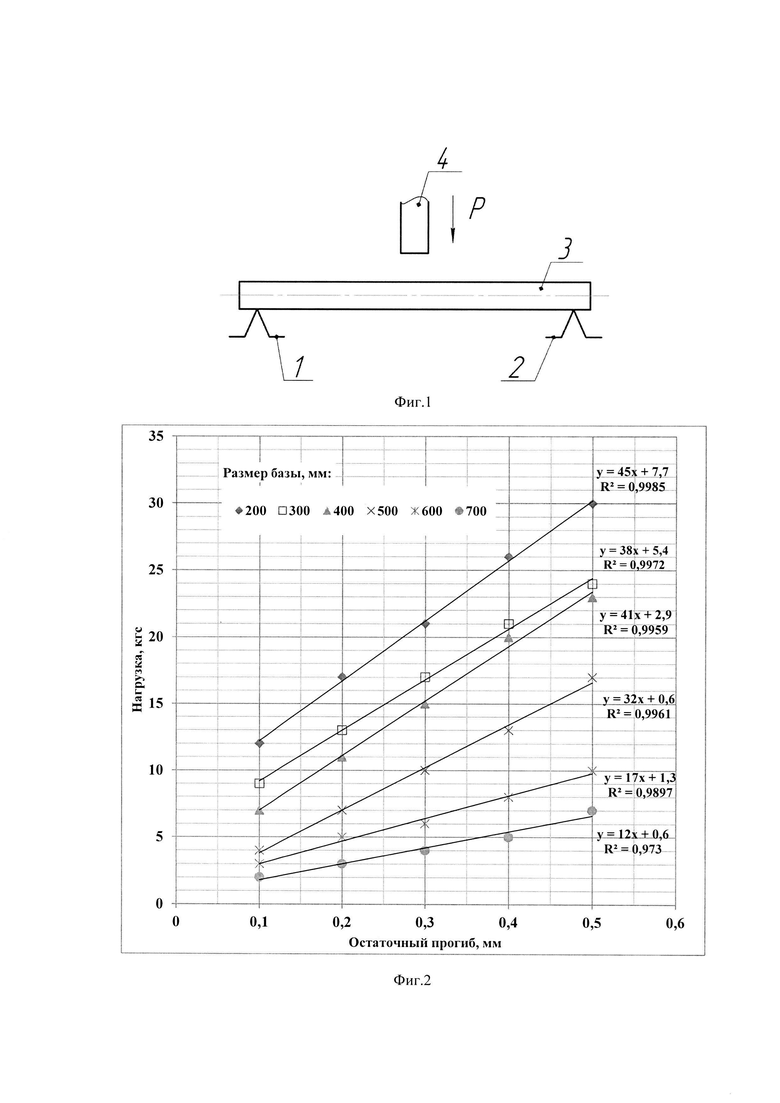
На фиг. 1 показана схема испытания образца на изгиб.
На фиг. 2 показаны графики зависимости остаточного прогиба от размера базы и нагрузки.
На фиг. 3 показана схема определения криволинейных участков изделия.
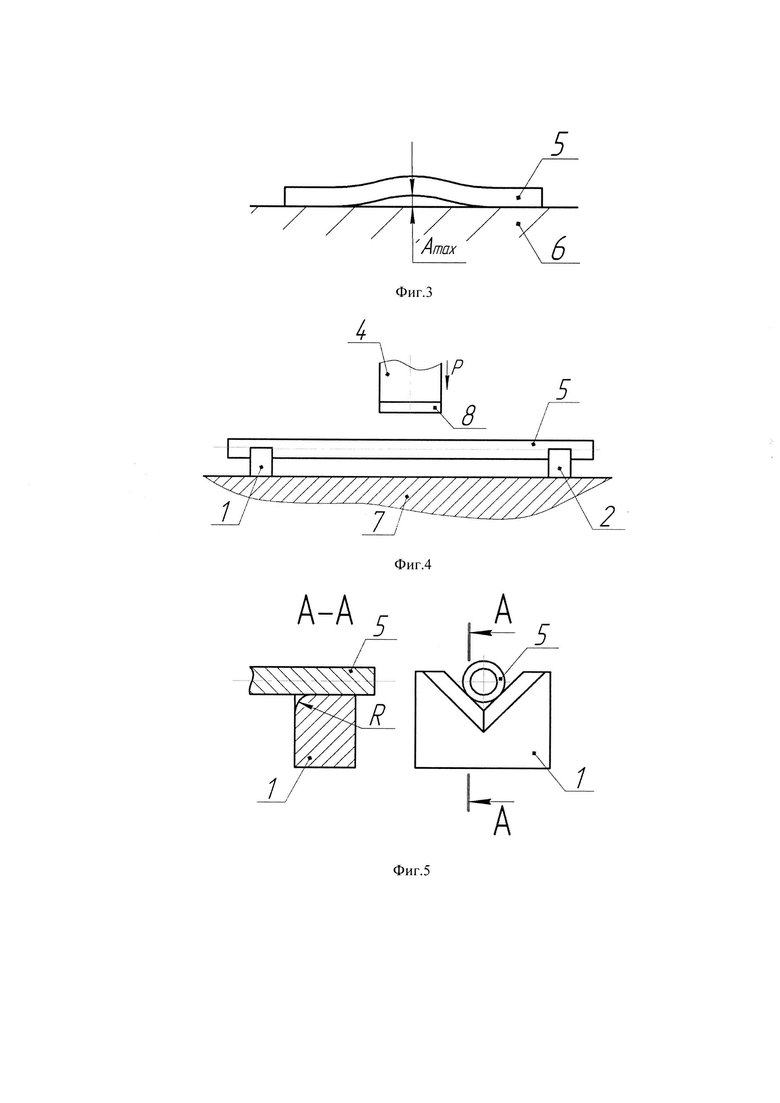
На фиг. 4 и 5 показана схема деформирования изделия.
Варианты осуществления изобретения
Рассматриваемый здесь вариант осуществления не является единственным, а допускает иные варианты, не противоречащие формуле изобретения.
Способ реализуют следующим образом.
На этапе определения экспериментальных величин предварительно на прямолинейных образцах из того же материала и сечения что и реальные изделия, длиной не более длины изделий, определяют зависимость остаточного прогиба от размера базы прогиба и нагрузки, прикладываемой пуансоном. База прогиба - расстояние между опорами 1 и 2 (фиг. 1). Форма деформирующего пуансона в зоне контакта с образцом в виде цилиндрической поверхности, и форма контактных углов опор обеспечивают распределенную нагрузку.
Для этого проводят испытание на изгиб прямолинейных образцов, как показано на фиг. 1. Испытание на изгиб заключается в следующем: в призматические опоры 1 и 2 устанавливают образец 3. При этом исключают поперечное смещение образца 3 относительно опор 1 и 2 и пуансона 4. Затем между опорами 1 и 2 на образец 3 пуансоном 4 прикладывают нагрузку Р, последовательно ее увеличивая с установленным шагом. На каждом шаге увеличения нагрузки Р после ее снятия фиксируют значения остаточного прогиба образца 3. Эти фиксированные значения наносят на координатную сетку в координатах X - (остаточный прогиб; мм), Y - (нагрузка; кгс) как показано на фиг. 2. Данное испытание проводят для нескольких баз прогиба, длиной менее длины изделия 5 (фиг. 3).
По полученным результатам строят графики зависимости остаточного прогиба от размера базы и нагрузки Р, значения аппроксимируют линейной функцией с выводом их уравнений.
На фиг. 2 на примере проведения испытаний образцов из стали 12Х18Н10Т (труба ∅8x1) представлены данные в виде аппроксимированных в линейном виде графических (прямая) и эмпирических зависимостей (уравнение).
Этим достигается технический результат уменьшения количества приложения нагрузок на изделие, что позволяет решить задачу достижения требуемой прямолинейности изделия при сохранении формы его поперечного сечения.
Определяют максимально допустимую нагрузку, не приводящую к пластической деформации поперечного сечения изделия 5. Для определения максимально допустимой нагрузки проводят испытание на изгиб образцов 3, начиная с минимально возможной базы прогиба. Выбор значения минимальной базы прогиба зависит от диаметра и упругости материала образца 3 и обусловлен необходимостью повышения жесткости образца 3 для точной фиксации начала пластической деформации по его поперечному сечению. Упругий изгиб осуществляют до нагрузки, при которой происходит изменение поперечных размеров образца 3 в зоне контакта с пуансоном 4. Фиксируют значение этой нагрузки. Затем через установленный шаг, например 100 мм, устанавливают следующий размер базы 200 мм. Осуществляют упругий изгиб с определением нового значения допустимой нагрузки и так повторяют циклы нагружения до установки максимальной базы нагрузки, например, 700 мм с определением допустимых нагрузок.
Этим достигают технический результат ограничения значения предельной нагрузки для изделия данного сечения и длины, что позволяет решить задачу сохранения формы его поперечного сечения.
Закончив исследование образцов 3, переходят к обработке реального изделия 5 (фиг. 3). Для этого изделие 5 помещают на поверочную плиту с базовой поверхностью 6. Определяют длину и прогиб всех криволинейных участков выправляемого изделия 5, в плоскостях наибольшей кривизны участков изделия 5, зафиксированного относительно плоскости базовой поверхности 6 измерения. Первоначально определяют прогиб Amax в плоскости наибольшей кривизны изделия 5, а также размер базы нагрузки, на границах которой будут выставлены опоры 1 и 2. За базу нагрузки принимают расстояние между двумя точками соприкосновения изделия 5 с базовой поверхностью 6 в области выправляемого прогиба изделия 5.
Этим достигают технический результат - увеличение точности процесса правки, что позволяет решить задачу достижения требуемой прямолинейности изделия.
Как показано на фиг. 4, изделие 5 устанавливают на призматические опоры 1 и 2 расположенные на столе 7 испытательной машины и участок изделия 5 с наибольшим прогибом подвергают деформации с обратным прогибом на соответствующей ему базе прогиба с применением зависимостей (на фиг. 2), полученных при испытании на изгиб образцов 3. Участок изделия 5 с наибольшим прогибом деформируют с обратным прогибом с той же скоростью, как и при деформировании образцов 3.
Получение необходимых значений отклонений от прямолинейности на всей длине изделия 5 достигают путем повторения операции измерения выправляемого изделия 5 и последующей его деформации с обратным прогибом.
Этим достигают технический результат - увеличение точности процесса правки и уменьшении количества приложения нагрузок на изделие, что позволяет решить задачу достижения требуемой прямолинейности изделия при сохранении формы его поперечного сечения.
При деформации изделия 5 (фиг. 4) наибольшие напряжения возникают в зоне контакта пуансона 4 испытательной машины с изделием 5. Поэтому, во избежание деформации изделия 5 по его поперечному сечению применяют резиновую прокладку 8, обеспечивающую распределенную нагрузку на контактную поверхность изделия 5.
В процессе деформации в зоне контакта изделия 5 с углами опор 1 и 2 (фиг. 5) также развиваются значительные напряжения, которые могут привести к искажению формы поперечного сечения изделия 5 в этих зонах. Для исключения такого воздействия углы опор 1 и 2 скругляют до безопасного радиуса R (R≥1 мм).
Этим достигают технический результат в равномерной внешней нагрузке на внешнюю стенку изделия, что позволяет решить задачу сохранения поперечной формы изделия.
Определение экспериментальных величин, как и последующая деформация с обратным изгибом изделия 5, проводят на испытательной машине, обеспечивающей постоянство скорости деформации, а также контроль нагрузки и деформации. Контроль нагрузки и деформации позволяет фиксировать начало пластической деформации по поперечному сечению образца 3. На испытательной машине устанавливают ограничения максимальной нагрузки при деформации изделия 5 на соответствующей базе прогиба.
Этим достигают технический результат увеличения точности процесса правки, что позволяет решить задачу достижения требуемой прямолинейности изделия при сохранении формы его поперечного сечения.
Таким образом, совокупность существенных признаков в формуле изобретения позволяет получить технический результат - в ограничении значения предельной нагрузки и в уменьшении количества приложения нагрузок на изделие, в увеличении точности процесса правки, в равномерной внешней нагрузке на внешнюю стенку изделия, что дает возможность решить задачу достижения требуемой прямолинейности изделия при сохранении формы его поперечного сечения..
Промышленная применимость
Предложенное изобретение может быть использовано при изготовлении стержневых и трубных изделий в атомной энергетике, нефтегазовой промышленности, машиностроении, космической и других отраслях промышленности, там, где предъявляются повышенные требования по геометрическим параметрам и т.д.
Были проведены испытания предложенного варианта способа прецизионного деформирования трубчатых и стержневых изделий на существующем в настоящее время оборудовании с использованием существующих материалов. Полученные результаты доказывают его работоспособность и подтверждают промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2096111C1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАЗМЕРОВ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2611616C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ДЕФОРМИРОВАНИЯ МАТЕРИАЛА | 2006 |
|
RU2319945C1 |
| СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2525023C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104108C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ИЗДЕЛИЙ | 1991 |
|
RU2006311C1 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 1997 |
|
RU2120480C1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2347636C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при деформировании трубчатых и стержневых изделий. Предварительно к установленным в опорах прямолинейным образцам прикладывают нагрузку с заданной скоростью посредством пуансона. Определяют зависимость остаточного прогиба образца от расстояния между опорами и величины прикладываемой нагрузки, максимально допустимую нагрузку, не приводящую к пластической деформации поперечного сечения образца, и скорость приложения максимально допустимой нагрузки. Определяют прогиб помещенного на базовую поверхность изделия в плоскости прогиба на участке с наибольшим прогибом и размер базы нагрузки. Участок изделия с наибольшим прогибом при расположении его на опорах, выставленных на границах базы нагрузки, деформируют с обратным прогибом с определенной на образце скоростью при максимально допустимой нагрузке. Определяют прогиб и размер базы нагрузки всех оставшихся криволинейных участков в плоскостях прогиба и деформируют их на базе нагрузки с обратным прогибом. В результате обеспечивается получение требуемой прямолинейности изделия при сохранении формы его поперечного сечения. 4 з.п. ф-лы, 5 ил.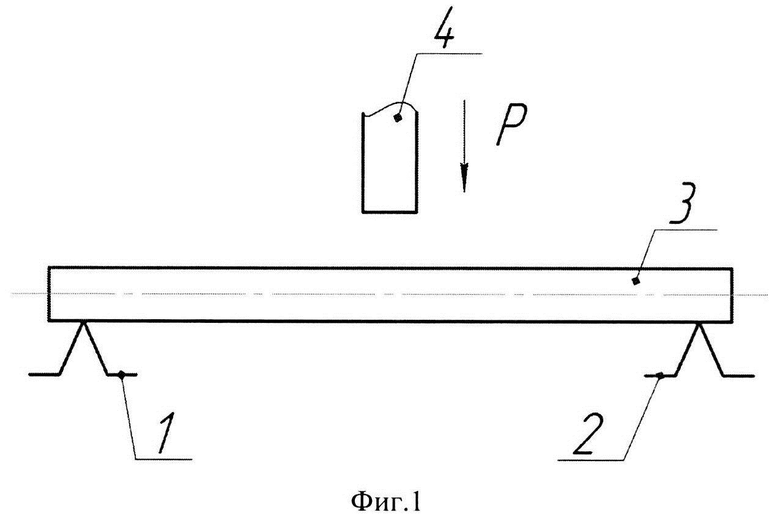
1. Способ деформирования трубчатых и стержневых изделий, включающий определение величины прогиба изделия, его установку на опоры и приложение к изделию нагрузки в направлении, обратном направлению прогиба, отличающийся тем, что предварительно к установленным в опорах прямолинейным образцам из одинакового с изделием материала, имеющим одинаковое с изделием поперечное сечение и длину, не превышающую длину изделия, прикладывают нагрузку с заданной скоростью посредством пуансона и определяют зависимость остаточного прогиба образца от расстояния между опорами и величины прикладываемой нагрузки, максимально допустимую нагрузку, не приводящую к пластической деформации поперечного сечения образца, и скорость приложения максимально допустимой нагрузки, определяют прогиб помещенного на базовую поверхность изделия в плоскости прогиба на участке с наибольшим прогибом и размер базы нагрузки, в качестве которого принимают расстояние между двумя точками соприкосновения изделия с базовой поверхностью в области упомянутого прогиба, участок изделия с наибольшим прогибом при расположении его на опорах, выставленных на границах базы нагрузки, деформируют с обратным прогибом с определенной на образце скоростью при максимально допустимой нагрузке, после чего производят определение прогиба и размера базы нагрузки всех оставшихся криволинейных участков в плоскостях прогиба и деформируют их на базе нагрузки с обратным прогибом до получения требуемой прямолинейности изделия.
2. Способ по п.1, отличающийся тем, что прогиб определяют в плоскости наибольшей кривизны участка изделия, зафиксированного относительно базовой поверхности.
3. Способ по п.1, отличающийся тем, что прикладывают нагрузку, распределенную по контактной поверхности изделия, путем использования резиновой прокладки.
4. Способ по п.1, отличающийся тем, что изделие устанавливают в призматических опорах с обеспечением распределенной нагрузки от контактной поверхности в момент прогиба.
5. Способ по п.1, отличающийся тем, что деформирование изделия осуществляют на испытательной машине при постоянном контроле нагрузки и деформации изделия.
| СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2525023C1 |
| СПОСОБ ПРАВКИ НАСОСНЫХ ШТАНГ РАСТЯЖЕНИЕМ | 1994 |
|
RU2069113C1 |
| Способ управления процессом дискретной правки заготовок | 1987 |
|
SU1426668A1 |
| US 4144730 A1, 20.03.1979 | |||
| СПОСОБ ПРОИЗВОДСТВА КУРИТЕЛЬНОЙ КОМПОЗИЦИИ ДЛЯ КАЛЬЯНА | 2015 |
|
RU2593095C1 |

