Изобретение относится к способу изготовления высокотемпературного сверхпроводника и сформированных из него фасонных тел, состоящего из окислов висмута, стронция, кальция, меди и при необходимости свинца, а также сульфатов стронция и/или бария.
Известен способ изготовления высокотемпературного сверхпроводника (HTSL) состава Bi2 (Sr, Ca)3 Cr2 Ox со значениями х = 8-10 [1]. При этом стехиометрические смеси окислов или карбонатов висмута, стронция, кальция и меди подвергают нагреванию до 870-1100oC с образованием гомогенного расплава. Этот расплав разливают в кокили и медленно отверждают в нем. Изъятые из кокилей литые тела выдерживаются при 780-830oC в течение 6-30, а затем, по меньшей мере,6 ч обрабатывают в атмосфере, содержащей кислород, при 600-830oC. Таким образом можно обрабатывать не только небольшие образцы, но также фасонные тела сравнительно большого размера, например прутки длиной до 0,5 м, пластины с длиной кромки в несколько см и в несколько мм толщиной или же с помощью другого варианта способа, центробежного литья, согласно ЕР 0 462 409 А1 также полые цилиндры, например, диаметром 20 мм и высотой 10 см. В эти фасонные тела или массивные детали можно интегрировать твердые детали из благородных металлов и после обработки при высокой температуре таким образом соединить с материалом сверхпроводника, что возникает токовый контакт с очень незначительным переходным сопротивлением.
Для сверхпроводящих фасонных тел указанного вида в будущем ожидается применение в области электротехники. Одним из первых применений по-видимому будут подводы тока для низкотемпературных сверхпроводников. Замена обычно используемого до настоящего времени медных подводящих проводов керамикой HTSL привела бы к значительно меньшему потреблению гелия в качестве охлаждающего средства, так как теплопроводность керамики значительно меньше, чем металлической меди, и ниже температуры перехода в сверхпроводнике не возникает никаких потерь на сопротивление, которые иначе бы привели к дальнейшему внесению тепла в жидкий гелий.
Применение новых токоподводов вместо традиционных материалов поэтому тем выгодней, чем выше токи, которые должны передаваться по ним. Предпосылкой также для других возможностей применения деталей из HTSL в электротехнике является то, что можно проводить с их помощью токи величиной порядка 1 кА.
Недостатком при изготовлении деталей из HTSL с помощью способа по DE 38 30 092, который содержит литье гомогенного расплава, было до настоящего времени то, что применяемые для изготовления гомогенного расплава обычные торговые тигли из корунда подвергались сильному повреждению расплавами, содержащими висмут. Дополнительно тигель испытывает при этом способе нагрузки от значительной смены температур: изъятие тигля с расплавом из печи при 1000oC.
Это приводило к незначительному времени эксплуатации корундовых тиглей. Уже через два слива из тигля в некоторых случаях образуются трещины, которые не позволяют применять эти тигли дальше уже из-за необходимого надежного манипулирования расплавом металла.
Еще более важно то, что благодаря коррозии тиглей материал загрязняется алюминием. Можно обнаружить заметные количества алюминия в готовом материале HTSL. В типичном случае эти содержания составляют примерно 2000 ррм Al,если плавка велась при 1030oC в течение примерно 15 мин. При повышении температуры плавки значения поднимаются, как и при увеличении времени выдержки в расплавленном состоянии.
Чтобы увеличить срок службы тиглей, температуру плавки выбирают как можно ниже и время выдержки в расплавленном состоянии как можно короче, насколько это допускается. Можно изготовить только один расплав, имеющий как раз литейные свойства. Это имеет дополнительные недостатки.
Существует опасность, что расплав не полностью гомогенен, а содержит еще твердые частицы исходных веществ. Это особенно имеет место в том случае, если отношение содержания щелочного металла к содержанию висмута больше, чем 3:2 или если применяют вещества добавок (SrSO4, BaSO4). Эти добавки предназначены прежде всего для того, чтобы предотвратить образование трещин в керамических фасонных телах. Возникающие бесконтрольно несверхпроводимые выделения в готовом сверхпроводимом материале недопустимы, так как они при нагружении током приводят к нестабильности в форме так называемого hot opots. Кроме того, эти негомогенности отрицательно влияют на механические свойства фасонных тел, например стержней.
Благодаря низкой температуре плавления расплав настолько вязок и так быстро застывает после разлива, что очень затрудняется разливка в форме малого поперечного сечения или на удлиненные участки. Например, невозможна разливка расплава окислов металлов молярного состава Bi2 Sr2 Ca Cr2 Ox с 9 вес.% Sr SO4 добавки SrSO4 в трубообразные кокили диаметром менее 8 мм.
Изготовленные из расплава литые детали, состоящие из окислов висмута, стронция, кальция и меди, располагают лишь возможностью переноса тока (критическая плотность тока) в диапазоне 102 A/см2 и таким образом являются лишь условно применимыми для указанных целей. Этот недостаток может быть отчасти скомпенсирован с помощью уже упомянутой добавки сульфатов стронция или бария, которые примешивают к предназначенной для расплавления смеси окислов. На стержнеобразных образцах с поперечным сечением 0,12 см2 оказалось возможным впервые достигнуть плотностей тока более 1000 А/см2.
Систематические исследования на стержнеобразных образцах уже технически релевантных размеров (поперечное сечение 0,5 см2 и длина 150 мм) показали, что плотности тока еще не имеют воспроизводимости, которая требуется от материала, применяемого в электротехнике. В технологическом процессе играют роль лишь трудно контролируемые параметры: как часто используется корундовый тигель для получения расплава.
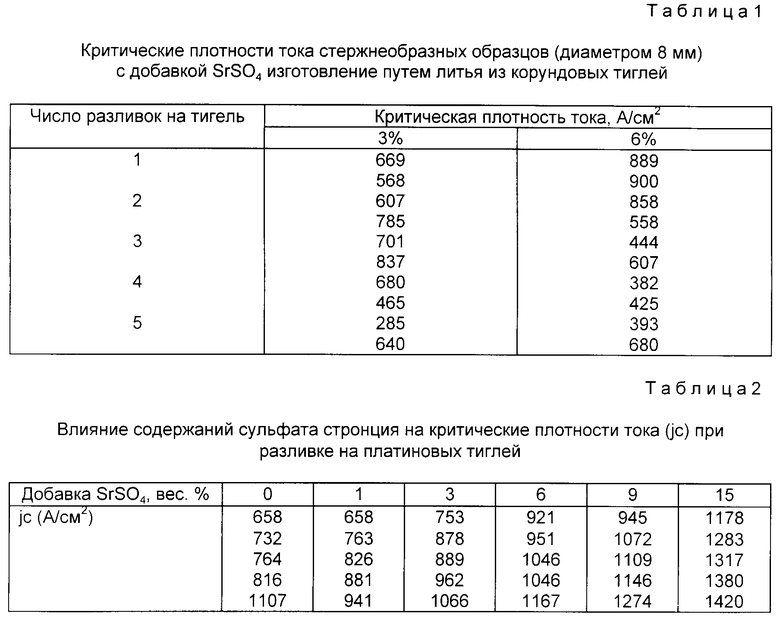
Результаты такого ряда опытов приведены в табл. 1.
Из каждого нового полученного с завода тигля было разлито от одного до пяти расплавов с добавкой 3 или 6% SrSO4. Каждый эксперимент проводился дважды, а затем определялись критические плотности тока.
Из данных табл. 1 видно, что абсолютные значения критических плотностей тока с увеличением числа разливок из одного и того же тигля снижаются, причем колебания между отдельными образцами увеличиваются.
Другие керамические материалы, как, например, стабилизированная окись циркония или плотно спеченная окись магния, также непригодны в качестве материала для тиглей, так как сравнительно небольшие значения стойкости этих материалов к колебаниям температур не позволяют проводить способ в соответствии с рекомендациями.
Тигли из никеля или плотно спеченного нитрида алюминия имеют как раз достаточную стойкость к смене температур, однако настолько корродируют в присутствии расплава, что являются полностью непригодными.
Задачей изобретения является поэтому так модифицировать существующий способ, чтобы преодолеть упомянутые недостатки и ограничения.
Было найдено, что критические плотности тока в массивных деталях (фасонных телах) можно улучшить на длительное время, если выходную смесь плавить в платиновом тигле. Это наблюдение находится в противоречии с актуальными исследованиями по литературным данным, в которых описано изготовление сверхпроводимого материала состава Bi2 Sr2 Ca Cr2 O8 из стеклообразных предварительных фаз, полученных путем быстрого затвердевания расплава. Авторы не нашли никакой разницы в сверхпроводимых материалах при применении корундовых и платиновых тиглей. Критические плотности тока расплавленных керамических образцов, состоящих из окислов Bi, Sr, Ca, Cu и в случае необходимости Pb лежат в типичном случае в диапазоне 102 А/см2. При расплавлении такого же материала (т.е. также без добавки сульфата) в платиновом тигле при прочих равных условиях (одинаковые температурные условия, одинаковое поперечное сечение материала 0,5 см2) можно достичь явно более высоких значений до 1100 А/см2.
При непосредственном сравнении критических плотностей тока различных керамических образцов следует учитывать, что нужно сравнивать друг с другом одинаковые поперечные сечения, так как при увеличении поперечного сечения возрастает также собственное магнитное поле образца.
Это приводит при прочих равных свойствах материала к снижению критических плотностей тока при больших поперечных сечениях. Эффект собственного поля повышается также с увеличением протекающего через образец тока, т.е. он имеет большое значение для материалов с высокими возможностями переноса тока.
К примеру, на стержнеобразном образце длиной 60 мм и с поперечным сечением 0,5 см2, изготовленном расплавлением в платиновом тигле с последующей разливкой в кварцевую трубку, определили критический ток величиной 865 А/см2. Напротив, на стержне с поперечным сечением 0,05 см2, который был вырезан затем из этого образца, замерили с хорошей воспроизводимостью 2200 А/см2. При данных о критических плотностях тока следует поэтому всегда сообщать о поперечном сечении образца, на котором эту плотность тока замеряли.
Эффект собственного поля зависит, однако, не только от абсолютного сечения образца, но также и от геометрии этого поперечного сечения. Например, более благоприятно применять вместо стержнеобразных массивных деталей детали трубчатые.
Но даже и при расплавлении в платиновом тигле нужны критические плотности тока могут быть получены без достаточной воспроизводимости. Неожиданно получилось, однако, что еще более высоких абсолютных значений и лучшей воспроизводимости можно достичь, если одновременно осуществить два мероприятия: расплавление в платиновом тигле и добавка SrSO4 или BaSO4. С применением комбинации этих обоих мероприятий впервые стало возможным достичь в массовых образцах диаметром 8 мм плотностей тока 1400 А/см2.
В табл. 2 приведены плотности тока, полученные на стержнях состава Bi2 Sr2 Ca Cu2 Ox (диаметром 8 мм, длиной 120 мм) с различными содержаниями сульфатов.
В каждом случае исследовали по пять образцов и замеренные значения перечислены с возрастанием.
Кроме того, срок службы платиновых тиглей по сравнению с корундовыми значительно выше. Собственно после 20-ти разливок из платинового стакана в нем не обнаружено никаких видимых повреждений. Вместо применения описанного способа с тиглем из аппаратной платины, можно также применить таковые из Pt/Ir 97/3 или 90/10 или Pt/Au 95/5 или 90/10 или Pt/Rh 80/20. Годятся также тиглеобразные стаканы из чистого иридия.
Далее было найдено, что расплавы, изготовленные в платиновых тиглях, можно разливать в кокили в форме трубок с тонкими поперечными сечениями. Поэтому предполагают, что консистенция расплава зависит от содержания Al, т.е. на консистенцию расплава оказывает влияние достаточно значительное содержание Al.
Кроме того, при применении этих материалов тиглей из благородных металлов позволяет значительно повысить температуру плавки. Особенно это желательно тогда, когда добавляют большие доли добавочных веществ SrSO4 или BaSO4, которые имеют высокие точки плавления между 1500 и 1600oC. Применяемая температура зависит тогда только от точки размягчения платинового металла, применяемого в каждом случае в качестве материала тиглей.
В частности, способ по изобретению отличается теперь тем, что тщательно смешивают окислы висмута, стронция, кальция, меди и в случае необходимости свинца в желаемом молярном соотношении, а также дополнительно 2-30 вес.% сульфата стронция и/или 1-20 вес.% сульфата бария, в каждом случае рассчитанные на смесь окислов, смесь плавят в тигле из металла группы платины при 870-1600oC, расплав сливают в кокили нужной формы и величины и дают в них медленно застыть, полученные фасонные тела высвобождают из кокилей и от 6 до 200 ч нагревают в атмосфере, содержащей кислород, при 700-900oC.
Кроме того, способ согласно изобретению, может на выбор или предпочтительно еще отличаться тем, что
а) материал тигля состоит из платины, иридия, родия или их сплавов друг с другом или с другими благородными металлами 1- или 8-й подгруппы периодической системы элементов;
б) расплав сливают в расположенные горизонтально, быстро вращающиеся, имеющие форму трубки кокили;
в) смесь окислов имеет состав Bi2 - a + b + c Pba (Sr, Ca)3 - b - c Cu2+d Ox c a = 0 - 0,7; b + c = 0 - 0,5; d = -0,1 - +0,1; x = 7 - 10 и молярное соотношение Sr : Ca = (2,8:1) до (1:2,8);
г) смесь плавят при 1000-1300oC;
д) фасонные тела нагревают при 750-870oC в атмосфере, содержащей кислород.
Пример 1 (сравнительный пример). Смесь окислов висмута, стронция, кальция и меди при молярном соотношении металлов 2:2:1:2 расплавили при 1030oC в тиглях из спеченного корунда и разлили в трубчатые кварцевые кокили диаметром 8 мм и длиной 150 мм, которые у верхнего конца были расширены в виде воронки. Перед этим на верхнем и нижнем конце в кокилях расположили согнутые в виде кольца полоски серебряного листа, через которые был пропущен расплав, так что они затем были прочно интегрированы в застывший расплав. После выдерживания в каждом случае в течение 60 ч при 750oC и 60 ч при 850oC на воздухе материал был сверхпроводником, что они обеспечивали токовый контакт при особенно низком контактном сопротивлении. На более чем на десяти этих стержнях определяли критические плотности тока, значения которых составили 38-195 А/см2.
Пример 2 (сравнительный пример). В отклонение от примера 1, к расплавленной смеси окислов добавили 3 вес.% SrSO4 и изготовили более 30-ти стержней. Критические плотности тока в среднем составляли около 500 А/см2, диапазон колебаний значений лежал, однако, между 250 и 900 А/см2.
Пример 3 (сравнительный пример). В отклонение от примера 1 окислы металлов расплавили в тиглях из Pt/Ir 97/3 при 1050oC и изготовили из этой смеси стержнеобразные массивные детали с контактами для тока. На 10-ти образцах длиной 150 мм определили критические плотности тока. Значения составляли 450-1100 А/см2.
Пример 4. В отклонение от примера 3 к смеси окислов добавили 3 вес.% SrSO4. Плотности тока определили на 9-ти образцах и они составили 750-1170 А/см2.
Пример 5. В отклонение от примера 3 в качестве добавки использовали 9 вес.% SrSO4. Температура расплава составляла 1050oC. Значения плотностей тока на 7-ми образцах лежали в диапазоне 920-1274 А/см2.
Пример 6. В отклонение от примера 3 добавили 15 вес.% SrSO4. На массивных образцах диаметром 8 мм получили многократно критические значения плотностей тока в пределах 1400 А/см2.
Пример 7. В отклонение от примера 3 в качестве добавки использовали 8 вес.% BaSO4. На 5-ти образцах были получены критические плотности тока между 700 и 900 А/см2.
Пример 8 (для демонстрации эффекта собственного поля). Изготовили образцы длиной 60 мм и диаметром 8 мм по примеру 4, на которых определили критические плотности тока значением 865 А/см2. Как из поверхностной части, так и из внутренней части этих образцов вырезали стержни с поперечным сечением около 0,05 см2 по всей длине. Критические плотности тока, замеренные на четырех, вырезанных из внутренней и из наружной части стержнях, лежали в пределах 2150-2230 А/см2.
Пример 9. Смесь состава согласно примеру 2 расплавили в чаше из аппаратной платины и разлили через установленный под углом желобок в расположенный горизонтально, вращающийся со скоростью 800 об/мин кокиль диаметром 35 мм и длиной 200 мм. Перед этим в кокиль вмонтировали листовые полоски из серебра, которые после обработки служили в качестве контактов. Критическая плотность тока в трубке составляла 2050 А при сечении материала 3 см2/jc = 683 А/см2.
Пример 10. Смеси состава по примеру 5 расплавили в тиглях из аппаратной платины или корунда при температуре в каждом случае 1080oC и попробовали разлить расплав в кварцевые трубки с расширенными в виде воронки отверстиями диаметром 5, 6, 7 и 8 мм. При этом получилось, что из материала, полученного из расплава из платинового тигля, можно получить в каждом случае стержни длиной 120 мм, в то время, как из материала, расплавленного в корундовых тиглях, можно было получить лишь стержни диаметром 8 мм, так как расплав был значительно более вязким.
Сущность изобретения:предложен способ изготовления фасонных изделий из высокотемпературного сверхпроводника, состоящего из окислов висмута, стронция, кальция, меди и в случае необходимости свинца, а также сульфатов стронция и/или бария. При осуществлении способа окислы висмута, стронция, кальция, меди и в случае необходимости свинца в желаемом молярном соотношении, а также дополнительно 2-30 вес.% сульфата стронция и/или 1-20 вес.% сульфата бария, соответственно пересчитанные на смесь окислов, тщательно смешивают друг с другом, расплавляют смесь в тигле из металла платиновой группы при 870-1600oC, разливают расплав в кокили нужной формы и размера и медленно охлаждают в них, освобождают полученные фасонные изделия от материала кокилей и подвергают отжигу в течение 6-200 ч при 700-900oC в атмосфере, содержащей кислород. 6 з. п. ф-лы, 2 табл.
Bi2 - a + b - c Pba (Sr, Ca)3 - b - c Cu2 + d Ox,
где a 0 0,7;
b + c 0 0,5;
d -0,1 + 0,1;
x 7 10,
и молярное соотношение стронция и кальция составляет 2,8 1 1 2,8.
| DE, 3830092, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
