Изобретение относится к черной металлургии, в частности к легированию металла марганцем путем внепечной обработки расплава порошковой оболочковой проволокой.
Известен способ легирования металла марганцем путем ввода в расплав порошковой оболочковой проволоки, содержащей порошок 80 %-ного ферромарганца [1].
Недостатками известного способа являются: высокая трудоемкость изготовления порошка требуемого гранулометрического состава из кускового ферромарганца, повышенные материальные и энергетические затраты при производстве ферромарганца, особенно при многостадийном производстве металлического марганца, большая вероятность загрязнения металла оксидными и нитридными включениями, образующимися в расплаве при взаимодействии содержащихся в марганцевых сплавах сопутствующих элементов с кислородом и азотом, низкое сквозное извлечение марганца из марганцевых руд и концентратов.
Наиболее близким по технической сути и достигаемому результату к предлагаемому является способ легирования стали марганцем, заключающийся в том, что после выпуска металла в ковш на поверхность расплава дают малофосфористый марганецсодержащий шлак ферросплавного производства, восстановитель и известь в количестве, обеспечивающем основность шлака 2,0-3,5, на поверхность ковша подают кислород в течение 3-30 с [2].
Недостатками известного способа являются нестабильность восстановления марганца из-за дополнительного расхода восстановителя на раскисление попадающего в ковш окислительного шлака, повышенный угар восстановившегося марганца и восстановителя из-за взаимодействия с кислородом воздуха и дутья кислорода на поверхность расплава, неоднородный состав готовой стали по содержанию марганца, так как подачи кислорода в течение 3-30с на поверхность ковша недостаточно для выравнивания по всему объему ковша, высокие потери оксидного марганецсодержащего материала, в частности малофосфористого марганецсодержащего шлака ферросплавного производства, при хранении и транспортировке, увеличенная загрязненность окружающей среды над ковшом парами марганца.
Изобретение устраняет указанные недостатки.
Это достигается тем, что в способе легирования стали марганцем, включающем выплавку стали и введение в расплав восстановителей, оксидного марганецсодержащего материала и флюса в виде смеси порошков оксидного марганецсодержащего материала с одним или двумя материалами из следующей группы: алюминий, ферросилиций, силикокальций и флюсом - плавиковым шпатом, при следующем соотношении компонентов в смеси, мас.%: оксидный марганецсодержащий материал 66-75; материалы, выбранные из группы: алюминий, ферросилиций, силикокальций и флюс - остальное, причем смесь в виде наполнителя оболочки порошковой проволоки вводят в расплав в количестве 20-55 N•кг на тонну стали, где N - требуемый прирост содержания марганца в стали, мас.%.
В частных случаях смесь может иметь следующие составы, мас.%: 1) оксидный марганецсодержащий материал 66-75; алюминий 22-30; плавиковый шпат 1-5; 2) оксидный марганецсодержащий материал 66-75; ферросилиций ФС65 15-20; силикокальций СК30 10-15; плавиковый шпат 1-3; 3) оксидный марганецсодержащий материал 66-75; алюминий 16-21; ферросилиций ФС65 12-17; плавиковый шпат 1-5.
Смесь можно вводить в расплав в виде порошковой оболочковой проволоки диаметром 9-18 мм со скоростью 1,0-4,0 м/с или в виде брикетов, покрытых оболочкой.
Предлагаемый способ позволяет снизить материальные и энергетические затраты на легирование и особенно на доводку стали, улучшить экологию, повысить качество металла, устранить забракование плавок из-за непопадания в заданный химический состав по марганцу, обеспечить стабильное содержание марганца в металле от плавки к плавке.
При температуре жидкой стали в сталеразливочном ковше упругость паров марганца составляет примерно 0,01 МПа. Этот показатель свидетельствует о том, что при погружении порошковой проволоки в металл разливочного ковша на глубину более 0,5 м ферростатическое давление жидкости существенно превысит упругость паров марганца и после завершения реакций восстановления из оксидов марганец практически полностью растворяется в металле и увеличивается его содержание в стали на определенную заданную величину. В ковше с жидкой сталью при температуре 1570-1620oC порошковая проволока расплавляется за 1-3 с в зависимости от скорости ее ввода. Оптимальная скорость ввода порошковой проволоки в расплав позволяет достигать его нижних горизонтов на глубине 0,5-0,8 высоты ковша и тем самым, обеспечить наиболее эффективное протекание восстановительных реакций и переход марганца в раствор. Непосредственный контакт оксидов марганца после расплавления стальной оболочки с веществами - восстановителями осуществляется в локальных зонах жидкого металла и под действием образующихся конвенционных потоков распространяется на весь его объем. В зависимости от состава наполнителей порошковой проволоки реакции восстановления оксидов марганца до металлического марганца за счет веществ - восстановителей сопровождаются различными тепловыми эффектами и образованием шлаков с относительно низкой температурой плавления. При этом продукты восстановления оксидов марганца типа Al2O3, SiO2 и CaO образуют сравнительно легкоплавкие шлаки, которые легко удаляются из металла и чистота стали по оксидным и сульфидным включениям существенно повышается.
Введение смеси в количестве 20-55 N•кг на 1 т стали, где N - прирост содержания марганца в стали, мас.%, обеспечивает гарантированное получение требуемого содержания марганца в стали.
Введение смеси в виде оболочковой порошковой проволоки позволяет повысить стабильность результатов и технологичность процессов легирования стали, а скорость подачи проволоки 1,0-4,0 м/с обеспечивает доставку смеси на заданную глубину расплава без испарения образующегося металлического марганца.
Способ осуществляется следующим образом.
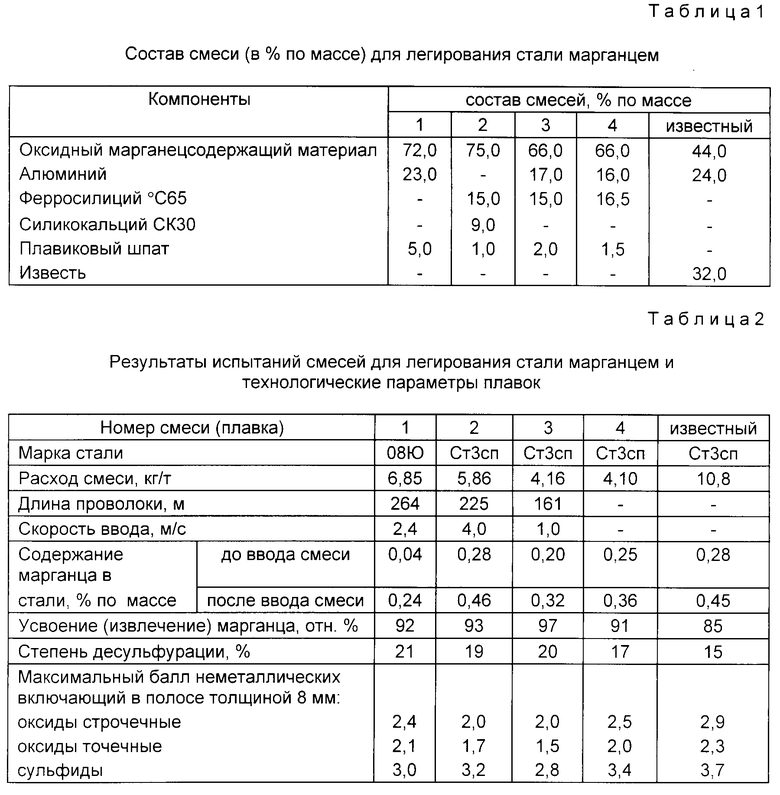
Пример 1. Выполняют сталь марки 08Ю. Из сталеплавильного агрегата выпускают сталь в ковш емкостью 5,00 т и раскисляют алюминием из расчета получения его в металле 0,03-0,05 мас.%. Затем в ковш вводят оболочковую порошковую проволоку с наполнителем, состоящим из порошков оксидного марганецсодержащего материала (марганцевого концентрата, содержащего 44 % марганца в оксидах) 72 %, алюминия 23 % и плавикового шпата 5 %, при расходе наполнителя 6,85 кг/т стали со скоростью ввода 2,4 м/с. После ввода проволоки металл перемешивают аргоном в течение 2 мин и разливают на 1-тонные слитки. До и после ввода проволоки отбирают пробы металла на химический анализ. От проката, полученного из слитков, отбирают пробы для определения балла неметаллических включений.
Аналогичным образом осуществляли плавки NN 2, 3 и 4, а также плавку с легированием стали марганцем по известному способу [2] при выплавке стали марки ст. 3сп.
Составы использованных смесей приведены в табл. 1.
Результаты испытаний полученных сталей и технологические параметры ввода смесей на плавках приведены в табл. 2.
Как видно, предложенный способ легирования стали марганцем позволяет снизить расход материалов, в том числе за счет повышения усвоения марганца (извлечения марганца из оксидного марганецсодержащего материала), повысить степень десульфации стали и снизить загрязненность металла неметаллическими включениями без применения дополнительной рафинирующей обработки, улучшить экологические условия и устранить брак по химическому анализу по марганцу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ МАРГАНЦЕМ | 2002 |
|
RU2212452C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ МАРГАНЦЕМ | 2005 |
|
RU2304623C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ВАНАДИЕМ | 1996 |
|
RU2103381C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДУПЛЕКС-ПРОЦЕССОМ | 1988 |
|
SU1603775A1 |
| СПОСОБ ПЕРЕРАБОТКИ МИНЕРАЛЬНОГО СЫРЬЯ, СОДЕРЖАЩЕГО МАРГАНЕЦ, С ИЗВЛЕЧЕНИЕМ МЕТАЛЛОВ | 1999 |
|
RU2153023C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ СТАЛИ С НИОБИЕМ | 1993 |
|
RU2044063C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ | 2002 |
|
RU2228372C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 1999 |
|
RU2166550C2 |
| Способ производства конструкционных легированных хромом сталей | 1989 |
|
SU1691399A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 1990 |
|
SU1776053A1 |
Использование: черная металлургия, в частности при легировании металла марганцем при внепечной обработке расплава порошковой оболочковой проволокой. Сущность: способ легирования стали марганцем включает выплавку и раскисление стали, выпуск ее в ковш, введение в сталь после выпуска в ковш оксидных марганецсодержащих материалов, восстановителей и флюса, при этом введение в сталь оксидных марганецсодержащих материалов, восстановителей и флюса осуществляют одновременно в виде наполнителя оболочкой порошковой проволоки в количестве 20-55 кг•N на 1 т стали, где N - требуемый прирост содержания марганца в готовой стали (мас.%), в качестве восстановителей используют материал, выбранный из группы: алюминий и/или ферросилиций или ферросилиций и силикокальций, а в качестве флюса - плавиковый шпат, причем оксидный марганецсодержащий материал, плавиковый шпат и материал, выбранный из группы: алюминий и/или ферросилиций или ферросилиций и силикокальций, используют в виде смеси порошков при следующем соотношении компонентов, мас.%: оксидный марганецсодержащий материал 66-75; плавиковый шпат 1-5; материал, выбранный из группы: алюминий и/или ферросилиций и силикокальций - остальное. 5 з.п. ф-лы, 2 табл.
Оксидный марганецсодержащий материал 66 75
Плавиковый шпат 1 5
Материал, выбранный из группы: алюминий и/или ферросилиций или ферросилиций и силикокальций Остальное
2. Способ по п. 1, отличающийся тем, что в качестве наполнителя оболочковой порошковой проволоки используют смеси порошков оксидного марганецсодержащего материала, плавикового шпата и алюминия при следующем соотношении компонентов в смеси, мас.
Оксидный марганецсодержащий материал 66 75
Плавиковый шпат 1 5
Алюминий 22 30
3. Способ по п. 1, отличающийся тем, что в качестве наполнителя оболочковой порошковой проволоки используют смесь порошков оксидного марганецсодержащего материала, плавикового шпата, ферросилиция и силикокальция при следующем соотношении компонентов в смеси, мас.
Оксидный марганецсодержащий материал 66 75
Плавиковый шпат 1 5
Ферросилиций 15 20
Силикокальций 10 15
4. Способ по п. 1, отличающийся тем, что в качестве наполнителя оболочковой порошковой проволоки используют смесь порошков оксидного марганецсодержащего материала, плавикого шпата, алюминия и ферросилиция при следующем соотношении компонентов в смеси, мас.
Оксидный марганецсодержащий материал 66 75
Плавиковый шпат 1 5
Алюминий 12 18
Ферросилиций 10 17
5. Способ по п. 1, отличающийся тем, что смесь в виде наполнителя оболочковой порошковой проволоки вводят в расплав со скоростью проволоки 1,0 - 4,0 м/с.
| Рекламный проспект фирмы "Odermath Stahlwerkstechnik GmbH", ФРГ, март 1990 | |||
| SU, авторское свидетельство, 1044641, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
