Изобретение относится к области обработки поверхностей металлов, такой как очистка (например, удаление окалины, оксидированных слоев, загрязнителей и тому подобное) поверхностей, термическая обработка и нанесение покрытий на них.
Обработка поверхностей металлов для их очистки и так, чтобы обеспечить возможность последующей обработки и нанесения покрытия, предпочтительно методом выпаривания этих, таким образом очищенных и обработанных поверхностей, была известна давно и различные механические и/или химические средства предлагались для выполнения такой очистки.
Во многих случаях и во многих заявках было установлено, что такие процессы механической и/или химической очистки являются либо неэффективными в достижении желаемой степени очистки либо требуют использования дорого и сложного оборудования и могут фактически привести к повреждению обрабатываемых поверхностей.
Предлагалось очищать поверхность металлического объекта, подвергая его воздействию дугового разряда в вакууме, где этот металлический объект играет роль эффективного катода. Это предлагалось, например, в техническом описании [1, 2, 3].
В этой публикации объяснялось, что такой дуговой разряд в вакууме имеет место между анодом и дискретными участками на катоде, известными как катодные пятна, и что эти пятна произвольно перемещаются по поверхности катода. Этот феномен генерации катодных пятен в вакууме был подробно описан в работе:Дуги в вакууме.Теория и применение. Дж.М.Лафферти,редактор Вилли,1980.
Природа и параметры этих катодных пятен в дуговых разрядах в вакууме были описаны достаточно подробно в работе:Обработка металлических объектов электронной эрозией. И.Никошевич, Минск, Наука и техника, 1988. В этой книге предлагается рассматривать эти катодные пятна как разделяющиеся на две главные категории, а именно:
а) пятна, имеющие средний диаметр более чем 1 мм, которые перемещаются со средней скоростью менее чем 100 см в секунду, такие пятна здесь и далее будут называться "большими, медленно движущимися (LS)" катодными пятнами, и
б) пятна, имеющие диаметр меньше, чем 1 мм, и перемещающиеся со скоростями большими, чем 100 см в секунду, такие пятна здесь и далее будут называться "малыми, быстро движущимися (SF)" катодными пятнами.
Эти параметры размеров и движения катодных пятен также были предметом исследования, помимо всего прочего, автора настоящего изобретения, и это в контексте характеристик напряжение - ток дугового разряда в вакууме. Таким образом было показано, что эти характеристики напряжение - ток могут состоять из последовательных участков повышения и понижения, т.е. участков, имеющих положительные и отрицательные градиенты. Автор показал, что в начальных стадиях дугового разряда и при малых расстояниях анод - катод, дуга распространяется от одного или от очень ограниченного числа катодных пятен по очень ограниченной области этого анода. Повышение тока дуги сопровождается ростом сопротивления дуги и в результате повышение тока дуги сопровождается ростом напряжения дуги. Вследствие этого на этой начальной стадии дугового разряда характеристика напряжение - ток дуги имеет положительный градиент.
Когда, однако, в результате дальнейшего повышения тока дуги число катодных пятен возрастает и, как указывалось ранее, они перемещаются в произвольном направлении по всей поверхности катода, объем дуги существенно возрастает и как следствие плотность пара в этой дуге существенно снижается, а вместе с ней и сопротивление дуги. Как следствие характеристика напряжение - ток этой дуги переходит на участок отрицательного градиента.
Если теперь, однако, плотность пара в этой дуге повышается за пределы заданного критического значения, например за счет непрерывного повышения тока дуги и последующего роста парообразования поверхностью этого катода, как было показано, что характеристика напряжение - ток этой дуги еще раз переходит в область положительного градиента.
Кроме того, было показано автором настоящего изобретения, что переход этой характеристики напряжение - ток от участка с отрицательным градиентом к участку с положительным градиентом может быть достигнут за счет того, что объем этого дугового разряда или площадь его поперечного сечения не превысит определенного критического значения, учитывая, что как следствие этого плотность пара в ограниченном объеме дуги отрицательно высока. Другими словами, этот переход от отрицательного к положительному градиенту характеристики напряжение - ток достигается за счет повышения тока дуги при поддержании поперечного сечения дуги существенно постоянным или его уменьшении.
Теперь, ввиду того, что действие дуги на обрабатываемую поверхность неизменно имеет место в области катодного пятна, тот факт, что катодные пятна перемещаются беспорядочно по этой поверхности, подлежащей обработке, должен привести к возрастанию неравномерности обработки этой поверхности.
Попытка преодолеть проблемы, возникающие в результате этого беспорядочного перемещения катодных пятен по поверхности катода, предпринята в заявке на Европейский патент [4, 5], где раскрываются средства для управления этим движением катодных пятен по поверхности катода в желаемом направлении. Однако в этой заявке на Европейский патент неоднократно подчеркивается, что дуга, которая генерируется, обладает характеристикой напряжение - ток, имеющей отрицательный градиент и, кроме того, ясно, что эти отрицательные градиенты возникают ввиду того факта, что режим приложения напряжения дуги между катодом и анодом таков, что эта дуга занимает максимальный объем с соответственно максимальным диаметром поперечного сечения.
Теперь уже известно, что обработка поверхности катода дуговым разрядом, имеющим такой отрицательный градиент характеристик напряжение - ток, влечет за собой определенные недостатки, среди которых имеется и тот, что такая обработка является продолжительной по времени и неэкономичной.
Настоящее изобретение, с другой стороны, основано на удивительном открытии, что когда поверхность, подлежащая обработке, подвергается воздействию вакуумного дугового разряда, имеющего положительный градиент напряжение - ток и достаточно высокий ток дуги (больше, чем 50 А), может быть достигнута повышенная эффективность обработки поверхности катода.
В соответствии с настоящим изобретением предлагается способ обработки металлической заготовки, при котором между основной экспонируемой частью анода и последовательными ограниченными площадями первой поверхности заготовки, действующей как катод, генерируется дуговой разряд в вакууме, имеющий ток дуги, который несущественно меньше, чем 50 А, и имеющий положительный градиент напряжение - ток.
Этим способом в соответствии с настоящим изобретением обеспечивается то, что дуга поддерживается столько времени, сколько необходимо в стабильном режиме, и то, что в каждой ограниченной площади создается существенное число больших катодных пятен LS. Благодаря их относительно большому размеру и низкой скорости перемещения они более эффективны при равномерной обработке, например при обработке этой ограниченной площади перед тем, как следующая ограниченная площадь будет экспонироваться для этого разряда.
Обеспечивая то, что эта дуга генерируется между ограниченной площадью и основной экспонируемой частью анода, исключается нежелательное плавление анода (которое могло бы иметь место, если бы этот разряд был сконцентрирован в малой площади анода). Сообщая относительное движение между этой заготовкой и анодом и обеспечивая минимальное расстояние между анодом и ограниченной площадью, между которой и анодом должен быть создан дуговой разряд, обеспечиваются условия, при которых обрабатываются последующие ограниченные площади этой заготовки, и таким образом осуществляется равномерная обработка или очистка всей поверхности этой заготовки.
Для обеспечения того, чтобы дуговой разряд между анодом и конкретной ограниченной площадью, расположенной на минимальном расстоянии от него, имел положительный градиент напряжение - ток, предпочтительно сделать так, чтобы каждая ограниченная площадь, связанная в это время с этим дуговым разрядом, была бы связана с участком низкого сопротивления заготовки. Этого можно добиться, например, обеспечением того, чтобы напряжение дуги было приложено к второй и противоположной поверхности заготовки с помощью одного или более контактов, которые определяют конкретную часть поверхности, часть, являющуюся противоположной и имеющей по существу одинаковую протяженность в пространстве с этой конкретной ограниченной площадью. И наоборот эта область заготовки, связанная с конкретной ограниченной площадью, может охладиться для создания области низкого напряжения.
Альтернативным средством обеспечения того, чтобы дуговой разряд генерировался между конкретной ограниченной площадью поверхности и анодом, является электромагнитное облучение этой площади с целью ее нагрева, вызывающего определенную степень термо-ионной эмиссии, которая способствует ограничению дуги к этой площади.
Еще одним средством обеспечения дуги между анодом и ограниченной площадью поверхности является точное наложение на эту конкретную ограниченную площадь электрически изолированного тела, имеющего элементы, находящиеся в электрическом контакте с конкретной ограниченной площадью.
Во всех случаях, когда дуга попадает исключительно в пространство между конкретной ограниченной площадью поверхности и анодом, а характеристика напряжение - ток этой дуги имеет положительный градиент с током дуги больше, чем 50 А, этот дуговой разряд в относительно высокой степени сконцентрирован в минимальном объеме, а на ограниченной площади поверхности сформировано множество катодных пятен LS, которые особенно эффективны для равномерной и экономичной обработки конкретной ограниченной площади поверхности.
Будет показано, что хотя катодные пятна LS сконцентрированы в конкретной ограниченной площади обрабатываемой поверхности, пятна SF также образуются. Для обеспечения того, чтобы эти катодные пятна SF перемещались в заданном направлении, которое предпочтительно совпадает с направлением обработки заготовки, генерирующее напряжение дополнительно прикладывается к заготовке через один или более вспомогательных контактов, которые расположены вдоль заданного направления. Предпочтительным является, чтобы от 85 до 95% общего тока дуги протекало через эту ограниченную площадь поверхности, а остальная часть этого тока протекала через вспомогательные электроды. Таким образом, когда конкретная ограниченная площадь эффективно обрабатывается с помощью катодных пятен LS, последующая область подвержена воздействию пятен SF. Эти пятна являются эффективными при осуществлении предварительной обработки площади заготовки, расположенной между конкретной ограниченной площадью и областью расположения вспомогательных контактов и, таким образом, облегчается последующая основная обработка этой поверхности, при этом относительное смещение заготовки по отношению к аноду станет эффективным при размещении ограниченной площади в области, уже предварительно обработанной.
Когда обработка поверхности, которая только что была описана, используется для предварительной очистки заготовки, могут быть использованы дополнительные средства, если необходимо, для нанесения покрытия этой заготовки с помощью методов испарения. Так, в корпус может быть включен испаряющий электрод, который, например, может резистивно нагреваться так, чтобы испарять материал покрытия для осаждения его на заготовку после того, как она будет предварительно очищена способом, описанным выше. Кроме того, для эффективного обогрева этого испаряющего электрода может быть обеспечено дополнительное средство дугового разряда, такое, чтобы вызвать его эффективное испарение.
Данное изобретение также предусматривает устройство для осуществления способа в соответствии с данным изобретением.
Для того чтобы дуговой разряд был равномерно распределен по экспанируемой поверхности анода, предлагается формировать этот анод из внешнего и внутреннего тела, с этим внутренним телом, имеющим более высокую электрическую проводимость, чем проводимость внешнего тела, с напряжением этой дуги, приложенным между заготовкой и внутренним телом, в то время как дуговой разряд генерируется между этим внешним телом и ограниченной областью заготовки. Во время генерации дугового разряда область внешнего тела, связанная с этим разрядом, нагревается, тем самым повышая его электрическое сопротивлениие, а дуга автоматически переходит к относительно холодной области более низкого сопротивления этого внешнего тела, и таким образом дуга равномерно распределяется по экспанируемой поверхности этого внешнего тела.
Предпочтительно, чтобы анод имел кольцевую форму, облегчающую однородную обработку удлиненной заготовки, проходящей таким образом.
Предпочтительно, чтобы в случае обработки плоских поверхностей анод был сформирован из внешнего и внутреннего коаксиальных цилиндрических тел, находящихся в тесном электрическом контакте, причем были предусмотрены средства для сообщения аноду непрерывного или дискретного вращательного смещения.
На фиг. 1 показано схематическое представление устройство такого типа для обработки поверхности металлической заготовки, к которому должны быть применимы базовые концепции настоящего изобретения; на фиг. 2 - схема использования дугового разряда в вакууме для последовательной очистки удлиненного предмета; на фиг. 3 - схема применения одного воплощения дугового разряда в соответствии с изобретением; на фиг. 4 - схема применения другой формы дугового разряда настоящего изобретения; на фиг. 5 - схема применения еще одной формы дугового разряда в соответствии с настоящим изобретением; на фиг. 6 - в увеличенном масштабе поперечное сечение анода, использованного в устройстве дугового разряда в соответствии с настоящим изобретением; на фиг. 7 - схема части анода другой формы вместе с движущейся заготовкой в соответствии с настоящим изобретением; на фиг. 8 - вид сбоку на анод другой формы для использования в устройстве дугового разряда в соответствии с изобретением; на фиг. 9 - схематическое представление другого воплощения устройства в соответствии с настоящим изобретением, предназначенного для обработки удлиненного движущегося объекта; на фиг. 10 - виды a, b и c в увеличенном масштабе различных вариантов детали устройства, показанного на фиг. 9; на фиг. 11 - схематическое представление устройства еще одной формы в соответствии с этим изобретением, предназначенного для обработки внутренней поверхности удлиненного трубчатого объекта; на фиг. 12 - схематическое представление устройства для очистки и покрытия объекта в соответствии с настоящим изобретением; на фиг. 13 -схематическое представление устройства для очистки и нанесения покрытия на объект в соответствии с настоящим изобретением, использующего газовые разряды для обеих целей; на фиг. 14 - схема действия на испаряющий элемент различных применений дугового разряда;на фиг. 15 - схема части устройства в соответствии с настоящим изобретением, для нанесения покрытия на объект неправильной формы.
На фиг. 1 и 2 в схематической форме показан тип устройства для обработки поверхности металлической заготовки, к которому должны быть применимы базовые концепции настоящего изобретения.
Как видно из фиг. 1, это устройство содержит корпус 1, сообщающийся через соответствующий клапан 2, с вакуумным насосом 3, с помощью которого может быть создан соответствующий вакуум в этом корпусе 1. Кроме того, этот корпус 1 обеспечен впускным портом 4, который сообщается через клапан 5 с источником (не показан) газов для введения в корпус 1. Положение анода 6 в точности напротив катода 7 (последний схематически представляет заготовку, подлежащую обработке), и электроды соответственно имеют электрические проводники 8, 9, которые герметично проходят через корпус 1. Источник 10 электрического питания через выключатель 11 и резистор 12 присоединен к этим проводникам 8, 9 и параллельно, через резистор 13 и выключатель 14 - к запускающему электроду 15, язычок которого расположен между анодом 6 и катодом 7.
Когда воздух из корпуса 1 откачан с помощью вакуумного насоса 3 и в него введены соответствующие газы через впускной порт 4 до подходящего низкого давления, замыкание выключателей 11 и 14 приводит в тому, что запускающий электрод 15 переключается на газовый разряд между анодом 6 и катодом 7, после чего выключатель 14 может быть разомкнут.
Действие газового разряда, который возникает между анодом 6 и катодом (заготовкой) 7, является эффективным для обработки поверхности, такой, например, как удаление окалины с заготовки. Для обеспечения того, чтобы этот газовый разряд был ограничен противолежащими поверхностями анода 6 и катода 7, оба электрода обеспечены соответствующими экранами 6а и 7а.
На фиг. 2 в схематической форме показано использование дугового разряда в вакууме для последовательной очистки удлиненного объекта 17, такого, например, как трубка, провод или лист. В этом случае удлиненный объект 17, который проходит герметично через корпус 18, с откачанным воздухом, составляет эффективный катод, а корпус обеспечен управляемым с помощью вентиля впускным портом газа 19 и портом 20 для снятия вакуума.
Анод 21 расположен над удлиненной заготовкой 17 и снабжен проводником 22, который проходит через этот корпус 18 для соединения с положительным полюсом источника напряжения (не показан). Еще один проводник 23 проходит герметично через корпус 18 и с одной стороны его соединяется с отрицательным полюсом источника напряжения, а с другой стороны его соединяется с контактом 24, который создает электрический контакт с объектом 17, в то же время обеспечивается возможность для относительного движения этого объекта 17 по отношению к контакту 24. Этот объект проходит через соответствующий экран 25, функцией которого является ограничение распространения дугового разряда.
Как показано выше, возникновение дугового разряда в вакууме между анодом и катодом, без принятия специальных мер для ограничения дугового разряда и ограниченным площадям поверхности катода приводит к образованию на расширенной площади поверхности катода катодных пятен, которые перемещаются по этой поверхности катода абсолютно хаотически, и как следствие такой газовый разряд не способствует однородной обработке поверхности катода. Кроме того, как объяснялось выше, такая работа газового разряда отличается наличием характеристик напряжение - ток с отрицательным градиентом.
Настоящее изобретение основано на открытии того факта, что гораздо более эффективная однородная обработка может быть получена, когда дуговой разряд работает с характеристикой напряжение - ток, имеющей положительный градиент, и это с током дуги, не меньше, чем 50 А, и с этим дуговым разрядом существенно равномерно распределенным по всей экспонируемой части анода.
К тому же было установлено, что для того, чтобы работать с таким положительным градиентом характеристики напряжение - ток дуги, необходимо ограничить объем и, следовательно, поперечное сечение этой дуги, в то же время повышен ток дуги и этим повышена плотность паров в этой дуге с последующим ростом сопротивления. Это достигается в соответствии с изобретением, принятием мер, чтобы эта дуга могла генерироваться в любое конкретное время между основной экспонируемой частью анода и ограниченной площадью этой заготовки. Более того, как указывалось ранее, один метод обеспечения сужения этой дуги к ограниченной площади заключается в том, чтобы создать области с низким сопротивлением в этой заготовке, области, которые соответственно связаны с заданными ограниченными площадями.
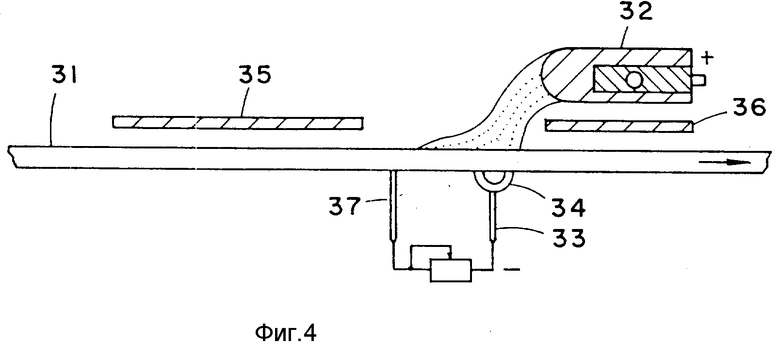
На фиг. 3, 4 и 5 в схематическом виде показано, как образуются такие ограниченные площади путем создания областей с низким давлением. Таким образом, как показано на фиг. 3, удлиненная заготовка 31, которая проходит герметично через корпус с откачанным воздухом (не показан), составляет катод, который расположен напротив анода 32. Последний соединен с положительным полюсом источником электрического напряжения (не показан). Отрицательный полюс этого источника электрического напряжения соединен с заготовкой 31 через проводник 33 и многоточечный контакт 34, например кольцеобразный контакт, который контактирует с этой поверхностью заготовки 31, расположенный напротив поверхности, экспонированной в сторону анода. Область заготовки, связанная с ее поверхностью, определенной этим многоточечным контактом 34, является областью низкого сопротивления (по сравнению с остающимися частями этой заготовки) и эта область поэтому будет связана с ограниченной площадью поверхности заготовки, экспонированной аноду.
Еще более понизить сопротивление этой области можно путем ее охлаждения, причем в качестве приспособления для охлаждения может служить контакт 34 (например, полый), охлаждаемый любым известным способом. Дуговой разряд будет предпочтительно создан между этой ограниченной площадью поверхности и анодом. Изолирующие экраны 35, 36 установлены так, чтобы не допустить распространения этих дуговых разрядов в нежелательных направлениях. Как видно, дуговой разряд 37, который генерируется между основной частью анода и этой ограниченной областью, расположенной напротив многоточечного контакта 34, представляет собой ограниченное поперечное сечение и осуществляется в области наиболее близкого возможного расстояния между заготовкой и анодом.
Путем сужения дугового разряда к ограниченной площади поверхности повышают плотность паров в дуговом разряде. Как следствие характеристика напряжение - ток этой дуги имеет положительный градиент и установлено, что здесь, на этой ограниченной площади поверхности формируется множество катодных пятен LS, которые создают условия для равномерной обработки, то есть для очистки этой ограниченной площади поверхности. При непрерывном или дискретном смещении заготовки 32 в направлении, указанном стрелкой, со смещением, имеющим место по отношению к фиксированному аноду 32 и многоточечному контакту 34, последующие ограниченные площади поверхности смещаются в область минимального расстояния, "лицом к лицу" к аноду и подвергаются воздействию этих катодных пятен LS, которые сформированы на нем. Тем самым обрабатываются последующие ограниченные площади поверхности этой заготовки, и эта поверхность заготовки в целом равномерно подвергается воздействию дугового разряда. Таким образом, направление обработки заготовки противоположно направлению относительного смещения ее "лицом к лицу" к аноду.
Будет понятно, что хотя сформированы катодные пятна LS, в этих ограниченных площадях генерируется существенное число катодных пятен SF и, если не принимать никаких мер, эти катодные пятна SF, которые выходят за пределы этой ограниченной поверхности, будут двигаться около нее хаотически по поверхности заготовки. Для того чтобы контролировать и направлять движение этих катодных пятен SF, сделаны приспособления, как те, что показаны схематически на фиг. 4,5. Так, например, как показано на фиг. 4, отрицательный полюс источника напряжения соединен параллельно с многоточечным контактом 34, и с контактом 37 в направлении против потока этого многоточечного контакта 34 по сравнению с направлением относительного смещения. Благодаря этому приспособлению было установлено, что в то время, как катодные пятна LS эффективно обрабатывают эту ограниченную площадь поверхности, катодные пятна SF перемещаются по этой поверхности в направлении контакта 37, осуществляя предварительную обработку области, расположенной между многоточечным контактом 34 и контактом 37. Таким образом здесь облегчается последующая полная обработка этой области пятнами LS, как только движение заготовки выведет последующие площади этой поверхности в область действия дугового разряда.
Фиг. 5 показывает дальнейшее развитие этой идеи, согласно которой еще один вспомогательный контакт 38 соединяется параллельно с многоточечным контактом 34 и со вспомогательным контактом 37 в положении, отстоящем дальше вдоль направления заготовки 31, по отношению к направлению ее относительного смещения, обеспечивая тем самым, что даже наиболее быстро движущиеся катодные пятна SF будут направлены в желаемом заданном направлении,и осуществляя предварительную обработку этой поверхности, предшествующую ее основной обработке частью этого дугового разряда.
Таким образом, в случае воплощений, показанных на фиг. 3,4 и 5, предварительная обработка (например, очистка) заготовки 34 будет иметь место благодаря направленным катодным пятнам SF, а окончательная обработка будет осуществляться с помощью катодных пятен LS.
На практике рекомендуется, чтобы от 85 до 95% полного тока дуги в любое время протекало через этот многоточечный контакт, который создает ограниченную площадь поверхности, которая обрабатывается, тогда как от 5 до 15% этого полного тока дуги протекает через вспомогательные электроды.
Теперь обратимся к фиг.6 для описания конструкции анода 32. Этот анод содержит внешнее тело 39, в которое встроено внутреннее тело 40. Этот анод 32 окружен, за исключением его передней части, экраном 41, через который экран проходит изолированный контакт 42 анода для соединения с положительным полюсом источника напряжения. Хотя внутреннее тело 40 сформировано из хорошо проводящего материала, например такого, как медь, внешнее тело 39 сформировано из относительно менее проводящего высокоогнеупорного материала, такого, как нержавеющая сталь, инконел или т.п. В аноде, сконструированном таким образом, часть поверхности главного тела 39 анода, испытывающая воздействие дугового разряда, разогревается, в результате чего ее электрическое сопротивление возрастает, и дуга автоматически смещается в другую часть поверхности анода, которая осталась более холодной, учитывая, что эта часть представляет путь с более низким сопротивлением к внутреннему телу 40. Такая процедура продолжается, приводя в результате к непрерывному равномерному распределению этого дугового разряда по всей экспонируемой поверхности анода, и тем самым как бы снижая плавление анода и способствуя относительному удлинению его срока службы. Как можно видеть, это внутреннее тело 40 имеет сквозное отверстие для прохода через него охлаждающей жидкости, тем самым усиливая охлаждение тех частей внешнего тела 39, которые в любой конкретный момент времени не нагреваются этим дуговым разрядом.
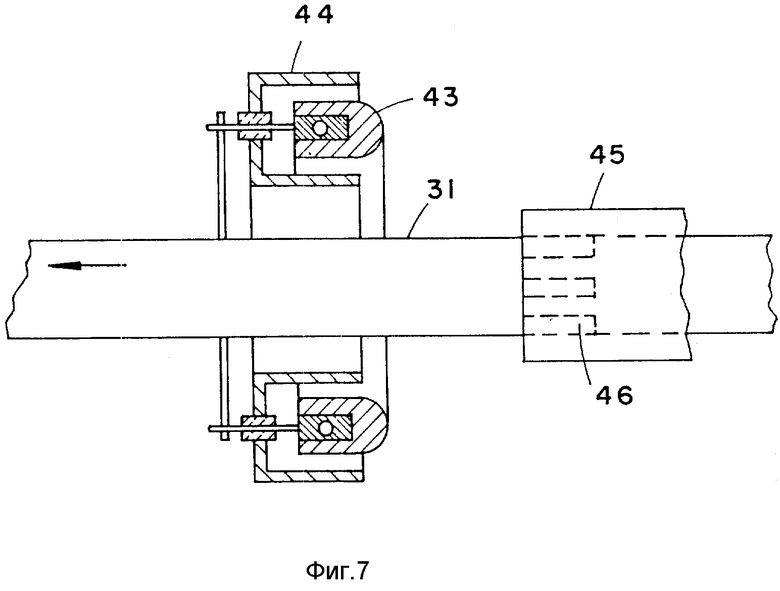
В воплощении, показанном на фиг. 7, кольцевой анод 43 расположен внутри кольцевого экрана 44, с удлиненной заготовкой 31, смещаемой в направлении, указанном стрелкой, через этот кольцевой экран 44 и кольцевой анод 43. Если теперь эту заготовку начать вращать вокруг ее продольной оси внутри и относительно анода 43, и в то же время смещать эту заготовку 31 в осевом направлении через анод 43, то обрабатываемые ограниченные площади этой поверхности сформируют эффективную спиральную дорожку на этой заготовке 31, с результирующей эффективной обработкой поверхности всей заготовки 31.
Приведенный пример является только одним из многих примеров, в которых образуются ограниченные площади поверхности в направлении, перпендикулярном к направлению смещения заготовки в целом.
Как видно из фиг. 7, эта заготовка имеет подобный втулке экран 45, который предназначен для того, чтобы ограничить области заготовки, между которыми и анодом может распространяться дуговой разряд. С другой стороны, как можно видеть, этот экран 45 имеет узкие удлиненные прорези 46, разрешающие прохождение через прорези катодных пятен SF в направленные против потока части заготовки по отношению к направлению смещения этой заготовки так, чтобы облегчить их обработку.
В воплощении, показанном на фиг. 8, сконструированном специально для использования удлиненных пластиноподобных заготовок, имеется цилиндрический анод 47. Этот анод 47 содержит внешний трубчатый элемент 48, изготовленный из высокоогнеупорного материала, и внутренний трубчатый элемент 49, изготовленный из материала с очень низким сопротивлением. Этот анод 49 вращается (непрерывно или дискретно) вокруг центральной оси, через которую может протекать охлаждающая жидкость, и которая также служит в качестве электрического проводника, с помощью которого и проводящей кисти 51 анод может соединяться с источником напряжения (не показан). Кроме того, анод 47 имеет окружающие экраны 52, предназначенные для того, чтобы ограничивать распространение дугового разряда.
Через экран 52 проходит стержень скребка 53, имеющий средство привода 54, для отделения от поверхности анода накопленных продуктов испарения или отложенных другим способом материалов.
Хотя в только что описанном устройстве эти ограниченные площади поверхности связаны с областями низкого сопротивления, генерируемыми многоточечным контактом с заготовкой, такие площади низкого сопротивления могут быть созданы, например, путем охлаждения конкретных областей, связанных с ограниченными поверхностями, понижая таким образом их электрическое сопротивление.
Альтернативным режимом генерации ограниченных площадей поверхности, между которыми и анодом концентрируется дуговой разряд, является облучение этих площадей соответствующим электромагнитным излучением, таким, например, как лазерное излучение. Последовательный разогрев этих площадей таким излучением результируется в определенной степени испарения и последующей ионизации, что способствует дуговому разряду между этими площадями и анодом. Однако, следует понимать, что для противодействия разогреву области заготовки, связанной с этими площадями в результате излучения, области сами должны дополнительно охлаждаться.
Еще одним способом обеспечения дуги к ограниченной площади поверхности является образование мелких вмятин до или во время обработки дугой и наличие этих вмятин ограничивает движение катодных пятен LS. Эти вмятины могут быть первоначально образованы вдоль продольного направления заготовки для направления катодных пятен SF и обычно для концентрации катодных пятен LS.
Альтернативным или дополнительным способом обеспечения дуги в области между ограниченной площадью поверхности и анодом является расположение на границе ограниченной площади поверхности электрически изолированного тела, имеющего зубцы, которые находятся в последовательном электрическом контакте с ограниченной площадью. Фактический контакт зубцов с ограниченной площадью заготовки и движение заготовки по отношению к зубцам создает условия для определенной степени искрения, которое в свою очередь вызывает ограничение дугового разряда к ограниченной площади поверхности, в которой имеет место искрение. Кроме того, зубцы эффективны в захватывании этих катодных пятен.
Использование такого электрически изолированного тела в схематической форме проиллюстрировано на фиг. 9. Как видно из фигуры, удлиненный объект 57, например провод или тому подобное, подвергается очистке дуговым разрядом в вакууме. Для этого объект 57 смещается в продольном направлении, сохраняя хороший электрический контакт с множеством проводящих роликов 58, которые в свою очередь соединены с отрицательным полюсом источника напряжения. Объект 57 проходит через вращающийся трубчатый экран 59 с прорезями до того, как пройти через кольцевой анод 60, который в свою очередь соединен с положительным полюсом источника напряжения. Анод 60 имеет трубчатый экран 61 для предотвращения генерации дуговых разрядов в нежелательных частях заготовки 57 и анода 60.
Напротив заготовки 57 и в непосредственной близости к аноду 60 находится изолированное тело 62, от которого зависят электрически проводящие зубцы 63, находящиеся в электрическом контакте с объектом 57.
При работе контакт зубца 63 с движущимся объектом 57 захватывает катодные пятна и вызывает искрение, в результате чего область искрения становится ограниченной площадью поверхности, между которой и анодом 60 образуется относительно узкий дуговой разряд. Ограниченная площадь эффективно очищается этим дуговым разрядом. В то же время зубцы 63, опирающиеся на объект 57, и непрерывное движение этого объекта 57 относительно зубцов 63 создают эффект механической очистки, который вносит существенный вклад или дополнение к эффекту очистки, создаваемому этим дуговым разрядом.
Будет показано, что в то время, как действие зубцов 63 на поверхность объекта 57 служит определению этой ограниченной площади поверхности, между которой и анодом ограничен этот основной дуговой разряд, существенное число катодных пятен SF будет иметь тенденцию двигаться в направлении роликов 58. Обеспечив, чтобы скорость смещения объекта 57 существенно равнялась средней скорости смещения этих катодных пятен в противоположном направлении, можно добиться, чтобы общая масса этих катодных пятен LS оставалась существенно стационарной, хотя те катодные пятна SF, которые тем не менее движутся в направлении роликов 58, выполняют предварительную очистку этого объекта.
Средняя скорость движения этих катодных пятен V для объекта, имеющего равномерную толщину, может быть задана следующим выражением:
V = V0e-kt,
где V0 - константа для материала, который обрабатывается (например, для стали V0 = 102 см/с);
k - эмпирический коэффициент 0,44;
t - толщина окалины, мкм.
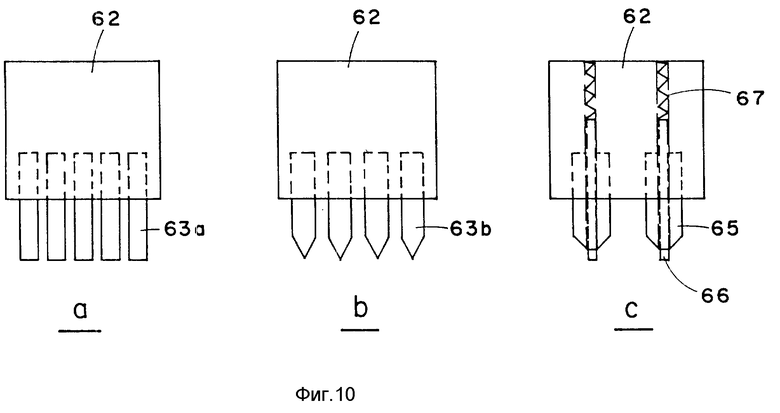
На фиг. 10 представлены три различных воплощения этого изолированного тела. Как видно из фиг. 10,a, это изолированное тело состоит из изолированной кассеты 62, имеющей комплект плоских, снабженных наконечником, зубцов 63a. В воплощении, показанном на фиг. 10,b, указаны зубцы 63b. В воплощении, показанном на фиг. 10,c, кассета 62 сформирована с держателями 65 зубцов, в которые вставляются съемные зубцы 66, подпираемые пружинами 67 до контакта с этим обрабатываемым объектом. В этом воплощении зубцы 66 могут заменяться по мере необходимости.
Зубцы могут быть, как указано, сформированы из электрически проводящего материала или наоборот они могут быть сформированы из изолирующего материала, который превращается в проводящий, если на него отложить электрически проводящий материал. Предпочтительно, чтобы зубцы устанавливались с шагом (например, 0,5 - 5 мм) таким, чтобы захватить катодные пятна LS и, следовательно, сузить дугу.
В том случае, когда эти зубцы предназначены для ограничения дуги и/или очистки поверхности, они могут быть сформированы из любого электрически проводящего, относительно жесткого материала. Однако, когда зубцы предназначены для сужения дуги и/или механической обработки покрытой поверхности, тогда элементы должны формироваться из более мягкого материала, например такого, как материал покрытия или материал заготовки. Материалы для этих зубцов могут выбираться в соответствии с целью обработки.
Зубцы могут применяться для создания вмятин по нормали к направлению обработки объекта при осуществлении их других функций. Эти вмятины предназначены для концентрации катодных пятен.
На фиг. 11 иллюстрируется альтернативное приспособление для концентрации катодных пятен LS в ограниченных площадях поверхности и для контролируемого движения катодных пятен SF. В этом приспособлении удлиненный трубчатый объект 71, например такой, как трубка, должен проходить обработку своей внутренней поверхности с целью ее очистки путем генерации дугового разряда в вакууме между анодом 72 и внутренней поверхностью объекта 71. В этом приспособлении объект 71 загерметизирован с обеих сторон с помощью соответствующих уплотнений 73, 74. Из объекта соответствующим образом откачивается воздух для создания в нем вакуума, при этом уплотнение 74 имеет отверстие для впуска газа 75, а уплотнение 73 - для выпуска 76.
Анод 72 связан через средство связи 77 с положительным полюсом источника напряжения, при этом средство связи служит также для смещения анода 72 в осевом направлении через объект 71. В хорошем электрическом контакте с внешней поверхностью объекта 71 находится множество контактов 78, которые в свою очередь должны соединяться с отрицательным полюсом источника напряжения. Эти контакты 78 могут перемещаться по внешней поверхности объекта 71 по существенно спиральному пути от одного конца этого объекта, примыкающего к средству 73 уплотнения, к другому концу объекта 71, примыкающему к средству 73 уплотнения. Это смещение контактов 78 осуществляется синхронно с осевым смещением анода 72.
При постоянно низком давлении газа внутри этого трубчатого объекта, т.е. при отсутствии потока газа от впускного отверстия 75 к выпускному отверстию 76, газовый разряд 79a концентрируется между ограниченной площадью поверхности напротив контактов 74 и анодом 72. При таких обстоятельствах однако катодные пятна SF будут хаотически перемещаться по остальной поверхности трубчатого объекта, не участвуя в заданной предварительной обработке поверхности. Однако при непрерывном потоке газа через этот трубчатый объект от входного отверстия 75 к выходному отверстию 76, в трубчатом объекте появляется градиент давления, то есть давление плавно снижается от области входного отверстия 75 к выходному отверстию 76, и при таких обстоятельствах здесь появляется хвостовая часть 79b разряда, в которой катодные пятна SF движутся в заданном направлении, тем самым создавая условия для предварительной обработки этой поверхности. Эта предварительная обработка облегчает последующую полную обработку с помощью основного разряда, происходящую между этими предварительно обработанными площадями и анодом 72.
В воплощениях, подробно описанных выше, управляемое движение катодных пятен SF производилось в направлении обработки, но оно, как указывалось, может быть организовано так, чтобы управляемое движение производилось по нормали к направлению обработки.
Максимальный размер (в направлении нормали к направлению обработки) любой обрабатываемой зоны (то есть, области эффективных катодных пятен) может изменяться в диапазоне 5 - 250 мм для одной дуги. Там, где этот объект одновременно обрабатывается множеством дуг, общая сумма этих максимальных размеров должна лежать в диапазоне, который является суммой индивидуальных значений для каждой дуги.
Когда устройство используется для очистки поверхности заготовки, то есть для удаления с нее окалины, давление газа в этой вакуумной камере выбирается в соответствии с толщиной этой подлежащей удалению окалины.
Например:
при толщине окалины меньше,чем 1 мкм, используется максимальное давление газа, приблизительно в 100 Па;
при толщине окалины 1 - 5 мкм, используется максимальное давление газа около 5 Па;
при толщине окалины больше, чем 5 мкм, используется максимальное давление газа около 5•10-1Па.
Это давление газа может относиться к остаточному давлению воздуха, либо к любому подходящему давлению газа.
Как указывалось выше, способ и устройство в соответствии с настоящим изобретением оказываются особенно ценными в связи с нанесением покрытий методом испарения на поверхность металла. Это конкретное приложение настоящего изобретения теперь будет описано со ссылкой на на фиг. 12 - 15.
Как видно из фиг. 12, корпус 81 связан с вакуумным насосом 82, обеспечивающим создание вакуума в корпусе, имеющем низкое давление газа, способное поддерживать дуговой разряд в вакууме. Удлиненный объект 83, поверхность которого должна очищаться и покрываться, поддерживается средствами, которые не показаны, внутри этого корпуса 81, и снабжен средствами (не показаны) для осуществления поступательного движения вдоль его продольной оси, и для осуществления вращательного движения вокруг его продольной оси. Удлиненный объект 83 является коаксиальным с центральным каналом кольцевого анода 84 с подходящим экранированием 85. Объект 83, который составляет эффективный катод, электрически соединен с контактом 86, который соединяется с отрицательным полюсом источника 88 напряжения. Положительный полюс этого источника напряжения 88 соединен, с одной стороны, через резистор 89 с анодом 84, и с другой стороны, параллельно резистору 89, через резистор 91, со вспомогательным запускающим электродом 92. Напротив объекта 83 находится изолированное металлическое тело 93, в котором расположено сменное устройство 94, от которого зависят проводящие зубцы 95. Тело 93 связано с ведущим средством 96, с помощью которого тело может быть смещено вдоль поверхности объекта 83.
Внутри корпуса 81 расположен и направлен в сторону объекта 83 источник 97 электромагнитного излучения, например источник лазерного излучения, от которого луч электромагнитного излучения может быть направлен на ограниченную площадь объекта 83, смежную с анодом 84.
Непосредственно под объектом 83 внутри этого корпуса 81 расположен испаритель 98, связанный с источником напряжения 99 через выключатель 100, причем на испарителе расположен испаряющий элемент 101 из материала, который должен испаряться и формировать покрытие на этом объекте 83. Испарение элемента 101 имеет место в результате резистивного нагревания испарителя 98 после замыкания выключателя 100.
При работе объект 83 перемещается в продольном направлении в район анода 84, и ограниченная площадь его поверхности облучается источником 97 излучения, нагревающим эту площадь поверхности и вызывающим ее ограниченное испарение и/или термо-ионную эмиссию. Этот испаряющийся слой ионизируется под влиянием излучения. Генерация ионов в области ограниченной площади поверхности и/или термо-ионная эмиссия служат для привлечения в эту область дугового разряда. Использование электромагнитного луча излучения для этой цели необходимо только в начальных стадиях генерирования дугового разряда, после чего излучение может быть выключено. Дуга поддерживается в ограниченной площади поверхности и в последующих ограниченных площадях благодаря тому факту, что проводящие зубцы изолированного тела находятся в контакте с этими площадками, обеспечивая направление дугового разряда к соответствующим ограниченным площадям.
Таким образом, удлиненный объект 83 может быть очищен, будучи подвергнут по всей его длине и периферии воздействию дугового разряда, который последовательно обрабатывает ограниченные площади его поверхности. Очистка с помощью дугового разряда может дополняться или завершаться механической очисткой с использованием зубцов 95. Далее будет показано, что как и в ранее описанных случаях, основная обработка осуществляется дуговым разрядом, действующим на последовательно ограниченных площадях, и это благодаря катодным пятнам LS, активным в этих площадях. Вспомогательная предварительная обработка осуществляется в силу того факта, что катодные пятна SF направляются к контакту 86, обеспечивая тем самым предварительную очистку объекта, которая затем завершается с помощью основного дугового разряда.
Обеспечение такой дополнительной механической очистки имеет особое значение с учетом следующих обстоятельств. Движение катодных пятен SF в направлении к контакту 86 создает удлиненные чистые дорожки, имеющие ширину, которая сопоставима со средней шириной этих катодных пятен SF, и находится в диапазоне от 0,3 до 1 мм. С этими дорожками связано возникновение поднятых гребней из загрязнителей, окалины и т. п., а существование гребней препятствует эффективной очистке поверхности следующими катодными пятнами LS. Ввиду этого наличие гребней после прохождения пятен LS может способствовать появлению неравномерного нежелательного плавления этих дорожек, уже очищенных катодными пятнами SF. Если, однако, эти области, которые уже были подвергнуты предварительному очищающему воздействию катодными пятнами SF, станут предметом механической очистки с помощью указанных зубцов, которые могут легко удалить эти гребни, тогда последующее пропускание через эти области катодных пятен SF будет эффективно равномерно очищать эти поверхности без какой-либо угрозы плавления.
Кроме того, обеспечив размещение зубцов 95 этого изолированного тела 93 на расстоянии приблизительно 0,5 - 5 мм друг от друга, эти элементы могут играть роль вероятных ловушек для катодных пятен, которые будут вынуждены разряжаться между этими элементами, и таким образом, эта механическая очистка объекта сопровождается его улучшенной электрической очисткой.
После завершения очистки объекта 83 последний может быть подвергнут термической обработке путем воздействия того же дугового разряда, причем термическое воздействие вызывает упрочнение поверхности объекта 83 и управляет характеристиками его поверхности.
Одновременно с этой термической обработкой или чередуясь с ней, на объект 83 может быть нанесено покрытие путем резисторного нагревания испарителя 98 (замыкание выключателя 100), в результате чего источник 101 паров испаряется и пары осаждаются на объект 83, который поворачивается вокруг своей продольной оси. Когда термическая обработка выполняется одновременно с таким испарением, возможно создание высококачественного слоя покрытия, отличающегося повышенной адгезией этого слоя покрытия с поверхностью металла.
Нанесение покрытия на объект 83 может выполняться одновременно или чередуясь с механической обработкой этого покрытия с помощью соответствующих зубцов. Для этого зубцы должны быть сформированы либо из того же материала, что и покрытие, либо из того же материала, из которого состоит объект, подлежащий покрытию.
Следует оценить то обстоятельство, что когда на объект 83 должны осаждаться сравнительно толстые покрытия, процесс, описанный выше, а именно термическая обработка и осаждение начальных покрытий, сопровождаемый термической обработкой и осаждением покрытий, может быть повторен достаточное число раз, чтобы создать требуемую толщину покрытия.
Во время термической обработки объекта важно обеспечить, чтобы этот объект не достигал температуры, которая выше, чем его температура отжига, и с этой целью объект может быть соединен с термопарой, которая может применяться для контроля за степенью его нагрева. Более того, при покрытии объекта нанесение покрытия может управляться введением, когда требуется, подвижного экрана между испарителем и объектом.
Хотя в воплощении, описанном выше со ссылкой на фиг. 12, испарение имеет место в результате электрического резистивного нагревания испарителя 98, в соответствии с другим воплощением настоящего изобретения испарение осуществляется, подвергая этот испарительный электрод воздействию другого разряда в вакууме. Такое воплощение схематически представлено на фиг. 13.
Как видно из фигуры, объект 105 связан с источником напряжения (не показан). Первый конец этого объекта 105 заключен в экран 106, который предназначен для ограничения электрического разряда и имеет прорези (не показан). Однако, кроме анода 107, между которым и объектом 105 создается дуговой разряд для очистки, в настоящем воплощении используется дополнительный кольцевой анод 108, который находится напротив испарительного электрода 109, расположенного в испарителе 110, и имеет электрический проводник 111, который связан с отрицательным полюсом источника 112 напряжения, положительный полюс которого соединен с анодом 108. Таким образом, испарительный электрод 109 составляет катод, и когда инициируется разряд (первоначально с помощью запускающего электрода 113) между анодом 108 и ограниченной площадью поверхности испарительного электрода 109 напротив проводника 111, имеет место испарение, покрывающее объект 105.
Преимущества испарения с помощью дугового разряда, который воздействует на ограниченную площадь поверхности испарительного электрода 109, проиллюстрированы на фиг. 14. Так, на фиг. 14,a отрицательное напряжение прикладывается к испарительному электроду 109 через пару проводников 115, которые контактируют с нижними крайними точками этого элемента, и как следствие можно видеть, что в результате того, что катодные пятна на этой испаряющей поверхности движутся к соответствующим верхним крайним точкам, имеет место неравномерное испарение. Когда, как на фиг. 14,b, это отрицательное напряжение подается к узкому контакту 116, расположенному в центре, имеет место аналогичная нежелательная форма испарения. Однако, когда, как на фиг. 14,c, это отрицательное напряжение подается к основанию испаряющего элемента через кольцевой контакт 117, который определяет ограниченную площадь поверхности, тогда наличие соответствующей ограниченной площади поверхности в верхней части испаряющего элемента ведет к относительно равномерному испарению.
Хотя в воплощениях, описанных выше, обработка поверхности металлического объекта, служившего катодом, осуществлялась с помощью одного анода, возможно иногда повысить эффективность обработки, применяя множество анодов, имеющих общие или раздельные источники питания. В таком случае объект обрабатывается множеством дуговых разрядов.
На фиг. 15 показано покрытие путем испарения объекта 12 неправильной формы, например такого, как храповик. В этих целях два испарителя 121, 122 располагаются ниже объекта 120 и ориентируются в направлении этого объекта 120 в соответственно противоположно-угловых направлениях таким образом, чтобы их испаряющиеся лучи перекрывались и покрывали этот объект в противоположных направлениях. Таким образом, обеспечивается равномерное покрытие объекта 120, несмотря на его неправильную форму.
Следует понимать, что во всех воплощениях в соответствии с настоящим изобретением дуговые разряды поддерживаются в стабильном режиме столько времени, сколько необходимо.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 2012 |
|
RU2509824C1 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2386705C1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЛЕНТОЧНОГО ПРОКАТА ЭЛЕКТРОДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1987 |
|
SU1781899A1 |
| Устройство для плазменной дезактивации элементов конструкции ядерного реактора | 2021 |
|
RU2771172C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2145645C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ МАТЕРИАЛА ПЛАЗМЕННОЙ ОБРАБОТКОЙ | 2011 |
|
RU2478141C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2009 |
|
RU2382118C1 |
| ВАКУУМНО-ДУГОВОЕ УСТРОЙСТВО | 2010 |
|
RU2449513C1 |
| Способ катодной обработки деталей устойчивым дуговым разрядом | 1977 |
|
SU719710A1 |











Изобретение относится к области обработки поверхностей металлов, такой как очистка (например, удаление окалины, оксидированных слоев, загрязнителей и тому подобное) поверхностей, термическая обработка и нанесение покрытий на них. Задачей изобретения является поддержание стабильного режима дуговых разрядов в течение необходимого времени, что обеспечивает повышение качества обрабатываемой поверхности. Способ и устройство для обработки поверхности металлической заготовки, связанной с созданием между основной экспанируемой частью анода и последовательными ограниченными площадями первой поверхности заготовки, служащей как катод дугового разряда в вакууме, имеющего ток дуги не меньше, чем 50 А, и имеющего положительный градиент напряжение - ток. Устройство для осуществления способа содержит корпус со средством вакуумирования и средством контролируемого напуска газа, по крайней мере, один анод, заготовку-катод и средство ее удержания и перемещения в корпусе средство генерирования дуги между анодом и заготовкой-катодом, средство привязки дугового разряда к последовательным ограничительным площадям поверхности заготовки-катода, средство для обеспечения равномерного распределения дуги по аноду и средство для создания относительного перемещения между заготовкой-катодом и анодом в заданном направлении. 4 с.п. и 27 з.п. ф-лы, 15 ил.
