Изобретение относится к военной технике и может быть использовано при разработке и создании ракетных двигателей (РД) для управляемых реактивных снарядов (РС) реактивных систем залпового огня (РСЗО), работающих на смесевом твердом топливе (СТТ).
Создание и освоение промышленностью высокоимпульсных СТТ позволили существенно повысить эффективность РД и увеличить дальность стрельбы РС. Однако с повышением эффективности двигателя применение СТТ обусловило существенное возрастание энергетической нагрузки на большинство его конструктивных элементов.
В наибольшей степени возросла интенсивность нагрузки на сопловой блок (СБ), в том числе на элементы, соприкасающиеся с высокотемпературным скоростным воздействием газового потока. К числу этих конструктивных элементов относятся докритическая и закритическая зоны СБ, т.е. входной и выходной конусы. Таким образом, решение задачи обеспечения надежной работоспособности элементов СБ в течение полного сгорания СТТ в РД является наиболее актуальным.
Анализ научно-технической литературы, периодических изданий, описаний открытий, изобретений в этой области техники показал, что докритические и закритические зона СБ РД выполняются преимущественно двухслойными в виде наружной несущей стальной конструкции и внутреннего вкладыша из специальных неметаллических материалов. Внутренние оболочки входного и выходного конусов СБ РД по своему назначению многофункциональны: защищают металлические элементы от коррозии при производственном цикле, хранении и обеспечивают тепловую защиту металла от воздействия высокотемпературного высокоскоростного газового потока, воспринимают часть механической нагрузки от воздействия давления газовой среды, вибрационной нагрузки вследствие неустойчивого горения СТТ.
Указанная многофункциональность обусловливает комплекс требований, предъявляемых к применяемым в качестве вкладышей материалом, и требует специального конструктивного и технологического решений при создании СБ к РД.
Для снижения пассивной массы РД и повышения дальности стрельбы без увеличения массы топлива каркасы выполняют из высокоупругой стали с очень тонкими стенками, и поэтому под действием внутреннего давления газов они сильно деформируются в радиальном направлении. Тогда деформативная способность вкладышей должна превышать радиальную деформацию каркаса.
Известна конструкция ракетного двигателя твердого топлива (патент США N3555958, кл. 86-1, 1971), включающая корпус из стеклопластика и СБ из асбестофенольного композиционного материала, принятая за прототип по РДТТ.
Асбо- и стеклопластики на основе эпоксидной и фенольной смол имеют недостаточную деформативность, низкую стойкость к растрескиванию и поэтому не обеспечивают надежное функционирование РД на СТТ. Низкая деформативность используемых стеклопластиков с эпоксидной и фенольной смолами обусловлена модулем упругости и относительным удлинением при растяжении, который составляет Е=20000-24000 кгс/см2 для указанных стеклопластиков.
Опыт отработки РД на РС типа "Смерч" показал, что комплексу предъявляемых технических требований отвечает композиционный пресс-материал на основе кремнеземного волокна и фенольнополиамидного связующего. Один компонент связующего (фенольная смола) отверждается по режимам реактопластов, а другой (полиамидная смола) - по режимам термопласта. Исходя из этого способ изготовления деталей соплового блока - вкладышей должен объединить два режима переработки, обеспечив нормальное отверждение обеих составляющих связующего - реактопласта и термопласта. Конструктивные особенности длинномерных тонкостенных вкладышей СБ с большим соотношением длины к толщине (15-75-кратное) и сложный комплекс требований по физико-механическим характеристикам также накладывают специфику на технологию их изготовления.
Поэтому вопросы отработки способа изготовления вкладышей СБ могут быть успешными только совместными конструкторско-технологическими решениями, технологическими приемами, последовательностью их выполнения, режимами и их взаимозависимостью, а также спецификой конструктивных решений при разработке пресс-формы.
Учитывая, что в состав выбранного пресс-материала для вкладышей входят компоненты термореактивных и термопластичных полимерных смол, в способе изготовления вкладышей должны быть фрагменты переработки реактопластов и термопластов. Поэтому в качестве прототипа для способа выбран известный способ переработки реактопластов (Брагинский В.А. Переработка пластмасс.- Л.: Химия, 1985, с.58-61; Пантелеев А.П., Шевцов Ю.М., Горячев И.А. Справочник по проектированию оснастки для переработки пластмасс .-М.: Машиностроение, 1986, с.5).
Анализируя известные способы переработки пластмасс - литье под давлением и прессование термопластов, прессование реактопластов или прессование с последующей термообработкой в печах, был сделан вывод, что получить такие изделия, как вкладыши с большим соотношением длины к толщине стенки, технически невозможно по причине неравномерного рабочего объема пресс-формы пресс-материалом со стекловолокнистым наполнителем, Это приводит к разнородности физико-механических характеристик во всем объеме одной детали и не обеспечивает надежную работоспособность РД.
В качестве прототипа к конструкции пресс-формы для изготовления вкладышей СБ РД выбраны известные пресс-формы (там же, с.241-242). Формообразующие детали матрицы и пуансоны пресс-форм могут быть конструктивно как одно целое, так и составными. Конструкцию формообразующих деталей, в том числе размеры, применяемые стали и их свойства, рассчитывают и назначают исходя из минимальных величин упругой деформации. Такое исполнение пресс-форм не позволяет создать эффект радиального давления на прессуемую деталь упругим последействием, так как технологическая усадка пресс-материала может превысить величину упругой радиальной деформации инструмента. Следовательно, пресс-формы такого исполнения не могут применяться для изготовления вкладышей СБ РД.
Целью изобретения является повышение надежности функционирования РД за счет исполнения вкладышей из композиционного материала со специальными свойствами, рационального способа и оптимизации режимов переработки материалов в пресс-форме, обеспечивающих сохранность физико-механических свойств исходного материала в готовом изделии.
Цель достигается за счет того, что в предлагаемом РД на СТТ, содержащем корпус, днище и сопловой блок, внутренняя поверхность которого армирована теплозащитными вкладышами, сами вкладыши входного и выходного конусов СБ выполнены из полимерного композиционного материала на основе кремнеземного стекловолокна и фенольно-полиамидного связующего с модулем упругости 12000-15000 кгс/см2, при этом композиционный материал выполнен со скоростью эрозионного уноса, составляющей 1,8-2,8 мм/с, а вкладыши размещены в каркасах входного м выходного конусов без зазора, причем толщина стенки вкладыша определяется по формуле:
S= K•V•t,
где
S - толщина стенки вкладыша, мм;
K - эмпирический коэффициент запаса прочности, равный 3-8;
V - скорость эрозионного уноса материала вкладыша, мм/с;
t - время горения топлива в двигателе, с.
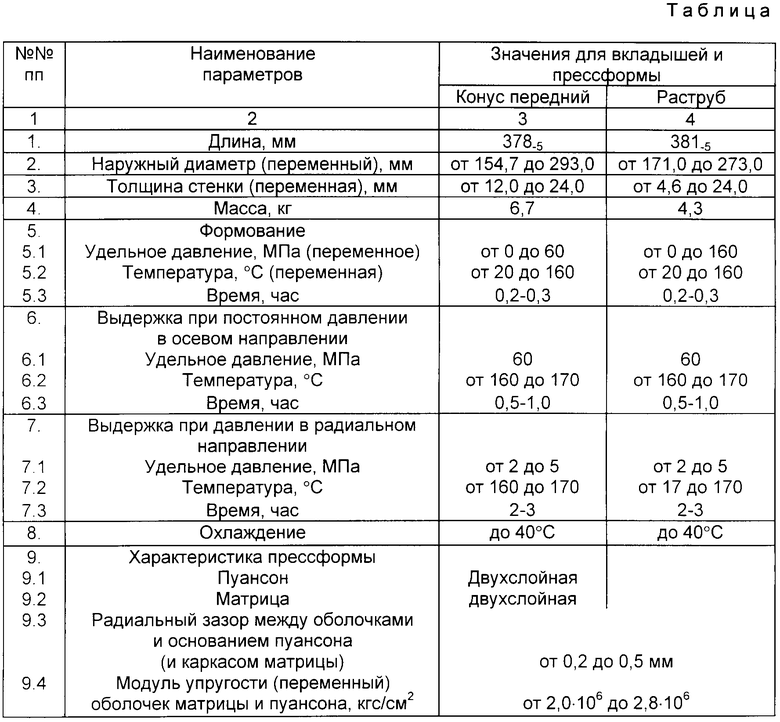
Кроме того, в способе изготовления для СБ предлагаемого РД вкладышей из полимерных композиционных материалов, основанном на нагреве, формовании, отверждении и охлаждении вкладышей, прессование их производят в три этапа: сначала материалу придают необходимую геометрическую форму вкладыша путем размещения его в рабочей полости пресс-формы под воздействием переменного удельного давления с постепенным возрастанием его до 60 МПа только в осевом направлении, а также с одновременным повышением температуры от 20 до 1600oC в течение 0,2-0,3 ч, затем выдерживают вкладыш при давлении 30-60 МПа и температуре 160-170oC в течение 0,5-1 ч, после, чего снимают воздействие давления в осевом направлении и выдерживают вкладыш с приложением давления 2-5 МПа только в радиальном направлении при температуре 160-170oC в течение 2-3 ч, а после охлаждения пресс-формы до 40oC извлекают из нее готовый вкладыш.
Вместе с тем в пресс-форме для изготовления из полимерных композиционных материалов вкладышей СБ РД, содержащей пуансон, матрицу, крепежные плиты и нагревательные элементы, пуансон и матрица выполнены сборными из двух оболочек, объединенных между собой с радиальным зазором, численно равным 0,5-0,9 упругой деформации стали с переменным по толщине инструмента модулем упругости от 2,8•106 кгс/см2 в объеме, близком к оформляющим поверхностям до 2,0•106 кгс/см2 во всем остальном внутреннем объеме инструмента.
Сопоставительный анализ показывает, что заявляемый РД отличается oт известного тем, что в нем теплозащитные вкладыши входного и выходного корпусов СБ выполнены из полимерного композиционного материала на основе кремнеземного стекловолокна и фенольно-полиамидного связующего с модулем упругости 12000-15000, при этом композиционный материал выполнен со скоростью эрозионного уноса, составляющей 1,8-2,8 мм/с, а вкладыши размещены в каркасах входного и выходного конусов без зазора, причем толщина стенки вкладыша определяется по формуле S=K•V•t.
Кроме того, сопоставительный анализ заявляемого способа изготовления вкладышей СБ для РБ из полимерных композиционных материалов показывает, что он отличается от известного тем, что в нем прессование вкладыша производят в три этапа: сначала материалу придают необходимую геометрическую форму вкладыша путем размещения его в рабочей полости пресс-формы под воздействием переменного удельного давления только в осевом направлении с возрастанием его до 60 МПа, а также с одновременным повышением температуры от 20 до 160oC в течение 0,2-0,3 ч, затем выдерживают вкладыш при давлении 30-60 МПа и температуре 160-170oC в течение 0,5-1 ч, после чего снимают воздействие давления в осевом направлении и выдерживают вкладыш с приложением давления 2-5 МПа только в радиальном направлении при температуре 160-170oC в течение 2-3 ч, а после охлаждения пресс-формы до 40oC извлекают из нее готовый вкладыш.
Вместе с тем сопоставительный анализ заявленной пресс-формы для изготовления из полимерных материалов вкладышей СБ РД показывает, что она отличается от известной тем, что в ней пуансон и матрица выполнены сборными из двух оболочек объединенных между собой с радиальным зазором, численно равным 0,5-0,9 упругой деформации с переменным по толщине инструмента модулем упругости от 2,8•106 кгс/см2 в объеме, близком к оформляющим поверхностям, до 2,0•106 кгс/см2 - во всем остальном внутреннем объеме инструмента.
Учитывая изложенное, данные технические решения отвечают критерию "новизна".
Для определения соответствия изобретения критерию "изобретательский уровень" проведен анализ признаков выявленных аналогов. Учитывая, что предлагаемые технические решения обладают новой совокупностью признаков, которые для специалиста явным образом не следуют из существующего уровня техники, оно соответствует критерию "изобретательский уровень".
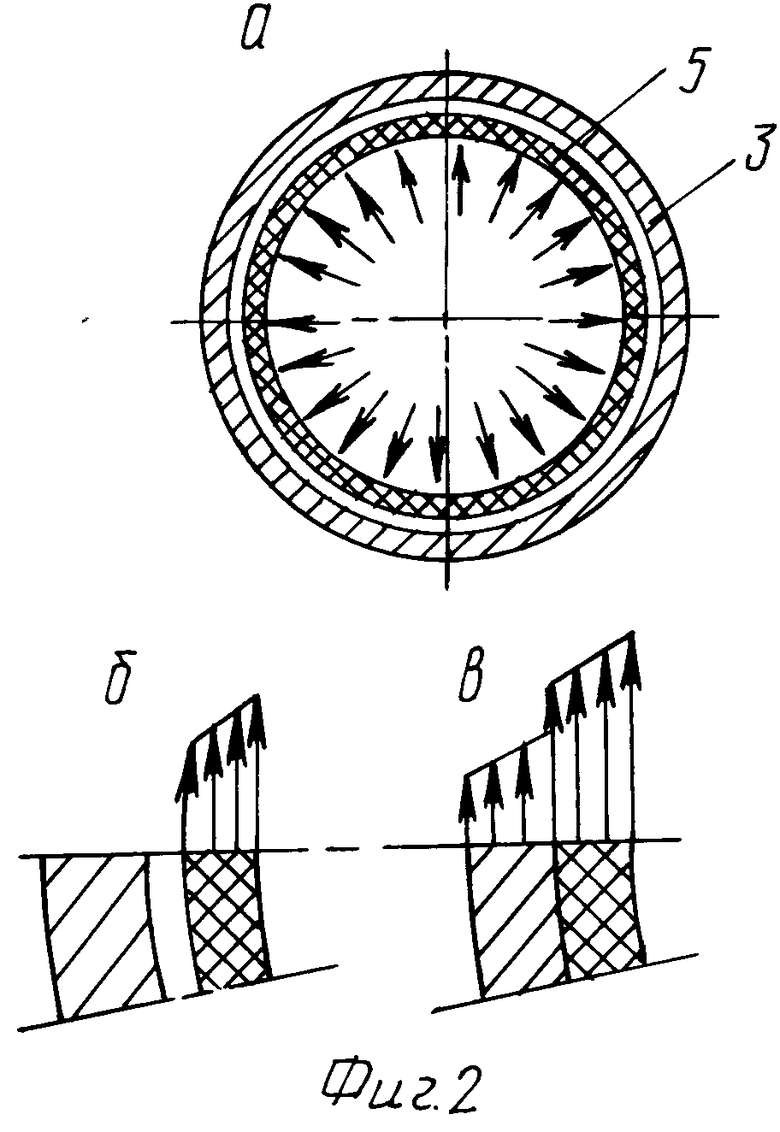
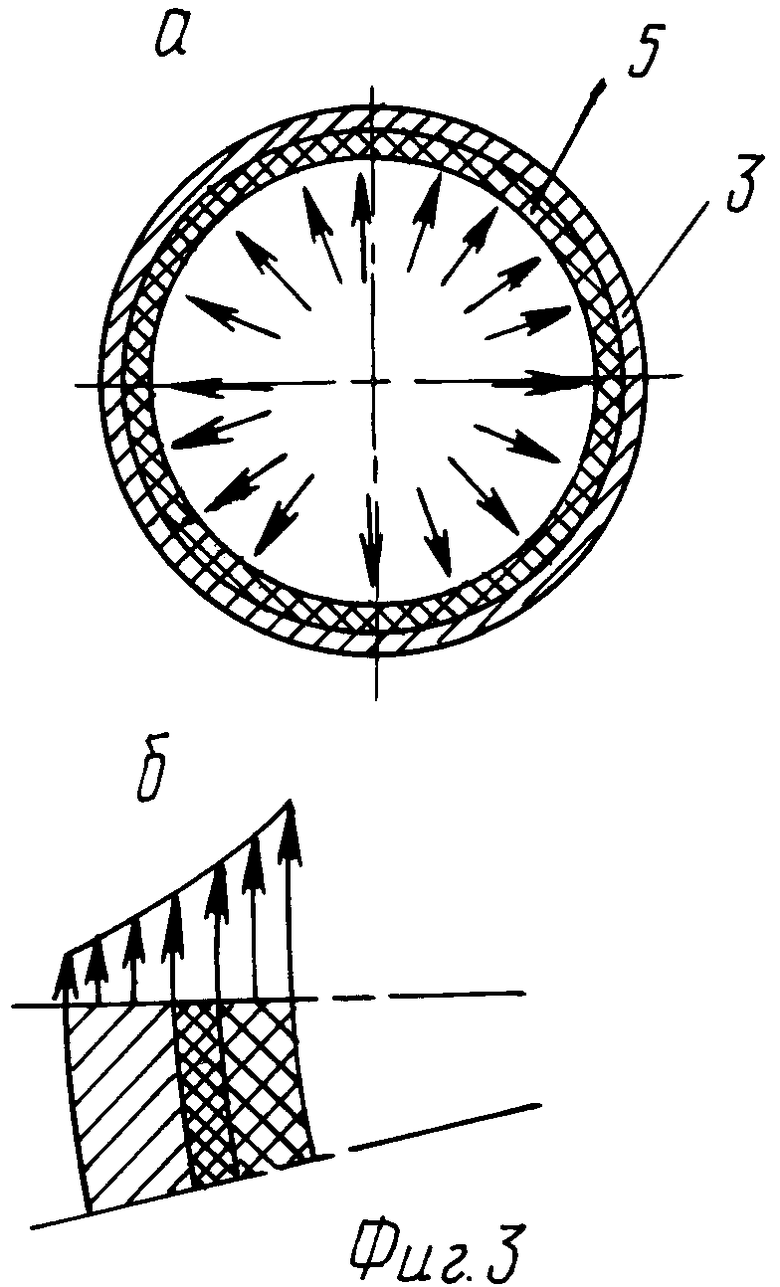
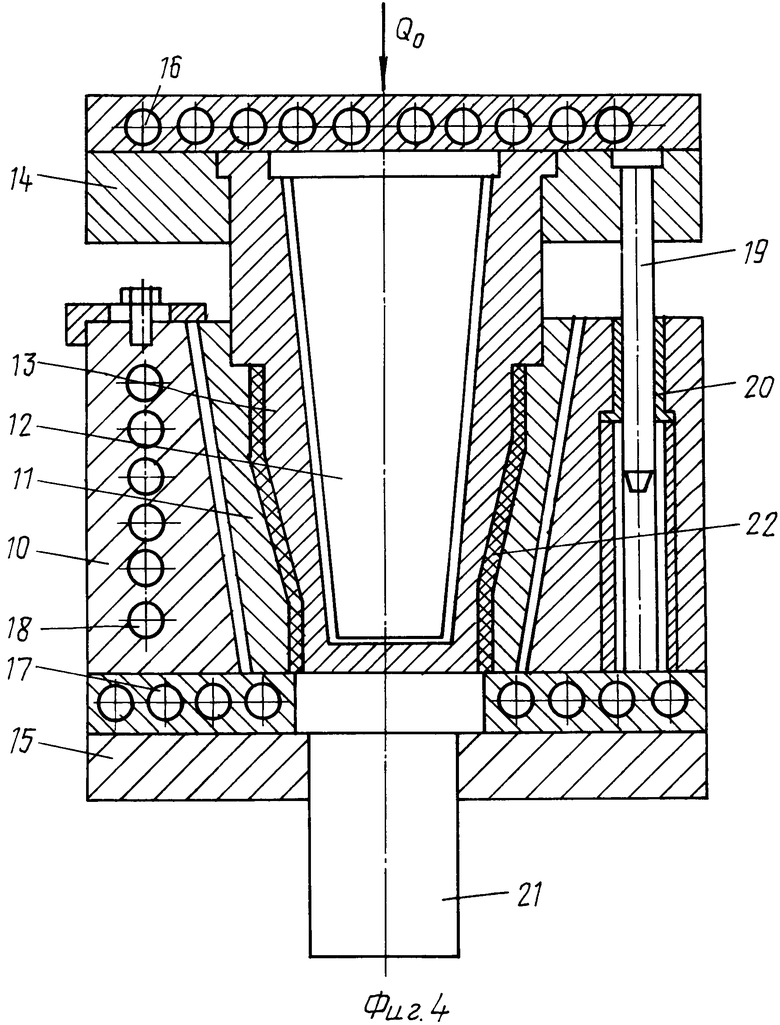
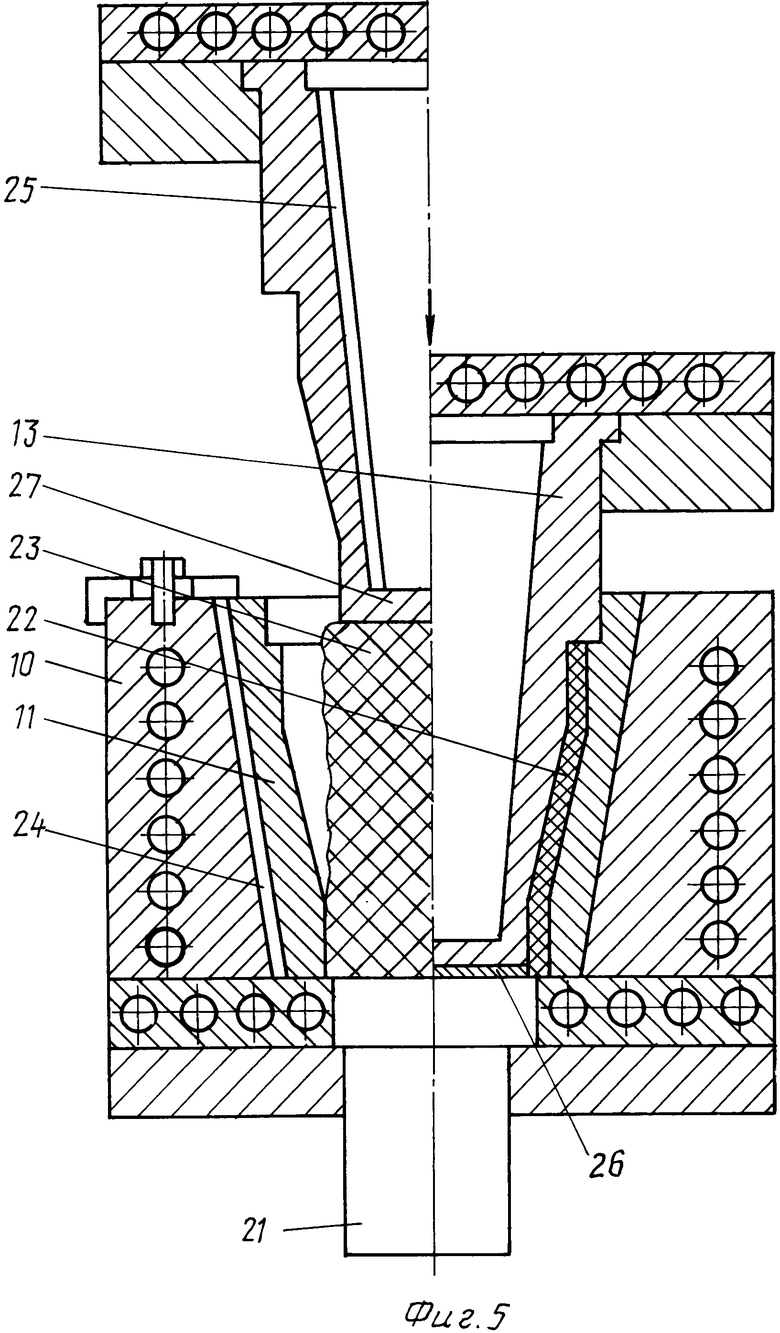
На фиг.1 представлен общий вид РД; на фиг.2 - схема сил и деформаций СБ от воздействия газовой среды при размещении вкладыша в каркас в радиальным зазором; на фиг.3 - схема сил и деформаций СБ от воздействия газовой среды при размещении вкладыша в каркасе без зазора, где А, К, Б - докритическая, критическая и закритическая зоны СБ соответственно; P - внутреннее давление газовой среды; Qт - сила трения истекающих газов о внутреннюю поверхность вкладыша; Qр - реактивная сила двигателя; на фиг.4 - устройство пресс-формы для изготовления вкладышей и положение ее элементов в начале прессования; на фиг.5 - то же, в конце прессования.
Ракетный двигатель содержит корпус 1 (фиг. 1), сопловой блок 2, состоящий из каркасов 3 и 4 входного и выходного конусов соответственно, вкладышей 5 и 6 входного и выходного конусов соответственно, беззазорное соединение которых достигается с помощью клея 7, смесевое твердое топливо 8 и днище 9. Изготовление вкладышей в соответствии с предлагаемым способом осуществляется с помощью пресс-формы, которая состоит из сборной матрицы, включающей обойму 10 (фиг.4) и оболочку 11 сборного пуансона, включающего основание 12 и оболочку 13, крепежных плит 14 и 15, нагревательных элементов 16,17,18, направляющих колонок 19 и втулок 20 и толкателя 21. Пуансон и матрица содержат оболочки 13 и 11 соответственно, обеспечивающие двухстороннее радиальное удельное давление в результате упругого последствия по мере прекращения осевого давления на пресс-материал. Оболочки матрицы и пуансона размещены соответственно в обойме 12 с радиальным зазором, численно равным 0,5-0,9 величины упругой деформации металла оболочек 11 и 13. Оболочки выполнены из стали с переменным значением модуля упругости от 2,8•106 кгс/см2 в объеме, близком к оформляющим поверхностям, до 2,0 - 106 кгс/см2 - внутри всего объема.
Возникновение радиального давления на пресс-материале описывается следующей схемой. На стадии формирования детали - вкладыша 22 (фиг.4) пока пресс-материал находится в вязкопластичном состоянии под действием пресса в осевом направлении внутри пластичного жидкотекучего пресс-материала, давление по законам гидростатически передается во всех направлениях, и в результате оболочки 11 и 13 деформируются в области упругих деформаций (оболочка 11 матрицы - расширяется, оболочка 13 пуансона - сжимается). После частичного отверждения пресс-материала осевое давление от пресса не передается на всю длину рабочего объема пресс-материала и дальнейшее воздействие этого давления нецелесообразно, так как оно не выполняет своего назначения. Поэтому на стадии начала отверждения пресс-материала воздействие осевого давления прекращают и начинают воздействие радиальным давлением за счет упругого возвращения (последействия) оболочек матрицы и пуансона в исходное состояние. Величина радиального давления прямо пропорциональна относительному упругому удлинению и модулю упругости стали, из которой изготовлены оболочки пуансона и матрицы. Предельно возможная радиальная деформация определяется величиной начального радиального зазора 25 (фиг.5) между контактируемыми поверхностями оболочки 13 и основания 12 пуансона, зазора 24 оболочки 11 и обоймы 10 матрицы. Опыт отработки показал, что оптимальное значение этого зазора должно быть численно равным 0,5-0,9 от величины упругой деформации стали. Превышение этого значения более 0,9 вызовет пластическую деформацию инструмента и его малую стойкость, а при значении менее 0,5 - не обеспечивается достаточная величина давления, так как величина упругого последействия сопоставима со значением усадки материал. Повышенную деформативность оболочек пуансона и матрицы обеспечивает приданием инструменту переменного модуля упругости от 2,8•106 кгс/см2 в объеме, близком к оформляющей поверхности, до 2,0 •106 кгс/см2 - во всем объеме металл. Большой модуль упругости обеспечивает необходимую износостойкость работы пресс-формы, а меньший модуль внутри материала обеспечивает повышенную деформативность оболочек. Достигают это преимущественно путем поверхностной закалки оболочек с нагревом токами высокой частоты и быстрым охлаждением.
Заявляемый РД работает следующим образом.
При воспламенении СТТ 8 (фиг.1) в РД возникает давление P, действующее на корпус 1, и вкладыши 5 и 6, объединенные с каркасами 3 и 4 входного и выходного конусов СБ соответственно. Под действием внутреннего давления как результирующего воздействия всех сил (фиг.2а,3а) происходит деформация вкладышей 5 и 6 и каркасов 3 и 4 входного и выходного конусов СТ РД. Как видно из фиг.2б,2в, где изображены эпюры деформации вкладышей 5,6 и каркасов 3,4, в случае их объединения с зазором их объединения с зазором, при выборе зазора под действием внутреннего давления величина деформации вкладышей 5,6 возрастает на величину начального зазора. При размещении вкладышей 5,6 беззазорно за счет клея деформация из снижается на величину заполненного на величину заполненного клеем зазора (фиг.3б).
Из проведенного анализа вытекает, что деформативные свойства материала вкладышей 5,6 должны превышать упругую деформацию каркасов 3,4, достигающую при максимальном значении газовой среды (Pmax). Наличие радиального зазора между вкладышами 5,6 и каркасами 3,4 нежелательно, так как повышает деформацию вкладышей 5,6 и не обеспечивает их необходимого сцепления с каркасами 3,4 соответственно, а следовательно, не обеспечивает крепление вкладышей 5,6 и их демонтаж от воздействия сдвиговой силы трения (Qт) газов о внутреннюю поверхность вкладышей 5,6 и от силы стартовой перегрузки (Qс).
Указанные выводы были экспериментально подтверждены при отработке РД на СТТ. Для этого были изготовлены и проверены в составе двигателя первые вкладыши из стеклопластика с весьма ограниченными деформативными свойствами (стеклопластик на основе фенольного связующего с модулем упругости Е=22000 кгс/см2 и вторые - из стеклопластика с достаточно высокими деформативными свойствами (стеклопластик на основе фенольно-полиамидного связующего с модулем упругости Е= 13000 кгс/см2). Вкладыши были вмонтированы в каркасы корпусов СБ без зазора на клее-кoмпаунде.
Первые вкладыши при работе РД разрушились, а вторые из стеклопластика с модулем упругости 13000 кгс/см2 прошли испытания с положительными результатами без разрушения. Необходимо отметить, что вкладышем, помещенные в каркас даже с локальными радиальными зазорами, в процессе стендовых испытаний были разрушены.
Все вкладыши были выполнены по единому способу изготовления с применением одной и той же конструкции пресс-формы, описанных выше и заявляемых в качестве изобретения.
Способ изготовления для СБ РД вкладышей из полимерных композиционных материалов с применением предлагаемой пресс-формы осуществляют следующим образом.
Дозированный по массе полимерный композиционный материал 23 (фиг.5) на основе кремнеземного стекловолокна и фенольно-полиамидного связующего - материал марки П-5-2 (ТУ 6-05-51-37-84) - загружают в рабочую полость пресс-формы, т.е. в оболочку 11 матрицы (фиг.5, левая часть). При этом материал и оболочки 11, 13 матрицы и пуансона имеют температуру окружающей среды (20-35oC). Между оболочкой 11 и обоймой 10 матрицы, а также между оболочкой 13 и основанием 132 пуансона имеет место зазор 24 и 25 (фиг.5, левая сторона).
Затем пресс-форму закрывают (фиг. 5, правая сторона). При этом под действием возрастающего осевого давления Qo пресса пуансон своим нижним торцом 27 воздействует на пресс-материал 23, создавая переменное удельное давление прессования, возрастающее от 0 до максимального технологического давления 60 МПа. Одновременно с ростом удельного давления происходит нагрев пресс-материала посредством нагревателей 16,17,18 от температуры окружающей среды до максимального технологического значения 160oC в течение 0,2-0,3 ч.
По мере нарастания температуры и давления в течение 0,2-0,3 ч материал размягчается и заполняет рабочую полость пресс-формы, образуемую внутренней поверхностью оболочки 11 матрицы и наружной поверхностью оболочки 13 пуансона, продвигаясь навстречу движению пуансона. После заполнения всей рабочей полости пресс-формы в расплавленном материале 22 создается внутреннее давление, которое по закону гидростатики передается равномерно по всем направлениям. Под воздействием радиальной составляющей этого давления оболочка 11 матрицы расширяется, а оболочка 13 пуансона сжимается на величину радиального зазора, численно равного 0,5-0,9 величины упругой деформации стали оболочек 11 и 13 (на правой части фиг.5 зазоры не показаны).
К моменту полного заполнения пресс-материалом рабочей полости пресс-формы происходит оформление геометрической формы изделия 22 (фиг.5, правая часть), а пуансон нижним торцом 27 через слой 26 взаимодействует с торцем толкателям 21, который воспринимает на себя осевое усилие пресса. После этого начинается воздействием на пресс-материал радиального давления от возрастающихся в исходное положение оболочек 11 и 13 матрицы и пуансона.
В этой стадии прессования, даже при передаче осевого усилия Qо от включенного пресса, осевое давление на пресс-материале не может передаваться по причине затвердевания облоя и частичного отверждения пресс-материала на поверхности нижних слоев детали, а необходимое качество детали по всему объему обеспечивается воздействием на пресс-материал давления в радиальном направлении за счет упругого последействия оболочек пуансона и матрицы. В этих условиях деталь 22 выдерживают 2-3 ч под давлением 2-5 МПа при температуре 160-170oC.
Способ в соответствии с настоящим техническим решением реализован при изготовлении вкладышей соплового блока изд. 9Д167. Для изготовления применен пресс-материал П-5-2 (ТУ 6-05-51-37-84).
Порядок и параметры изготовления вкладышей сведены в таблицу.
Итак, описание конструкции РД и способа изготовления для его соплового блока вкладышей из полимерных композиционных материалов с применением пресс-формы подтверждают возможность осуществления изобретения и получения от его применения конкретного технического эффекта.
Для производства РД к изделию "Смерч" подготовлен комплект конструкторской и технологической документации как непосредственно для РД, так и для изготовления вкладышей к его СБ по описанному способу с применением пресс-формы, а также производственная база на одном из предприятий Государственного комитета по оборонным отраслям промышленности для серийного изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вкладыш соплового блока РДТТ из углестеклопластика с регулируемой эрозионной стойкостью | 2020 |
|
RU2767242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412051C1 |
| Вкладыш соплового блока ракетного двигателя твердого топлива из углерод-кремнеземного композиционного материала | 2020 |
|
RU2746081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА РЕАКТИВНОГО СНАРЯДА СИСТЕМЫ ЗАЛПОВОГО ОГНЯ | 1996 |
|
RU2117809C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА ДЛЯ УПРАВЛЯЕМОГО СНАРЯДА РЕАКТИВНЫХ СИСТЕМ ЗАЛПОВОГО ОГНЯ | 1996 |
|
RU2088786C1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1987 |
|
RU2031792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2435665C1 |
Использование: в военной технике, и в частности в ракетных двигателях (РД) для управляемых ракетных снарядов (РС) реактивных систем залпового огня, работающих на смесевом твердом топливе (СТТ). Сущность: в РД теплозащитные вкладыши входного и выходного конусов соплового блока СБ выполнены из полимерного композиционного материала на основе кремнеземного стекловолокна и фенольно-полиамидного связующего с определенными защищаемыми величинами. При изготовлении вкладышей для СБ РД их прессование производят в три этапа при защищаемых величинах давления, температуры и времени. Пресс-форма для изготовления вкладышей выполнена со сборным пуансоном и матрицей, состоящими из двух оболочек, объединенных с радиальным зазором, величина которого защищается. 3 с.п. ф-лы, 1 табл., 5 ил.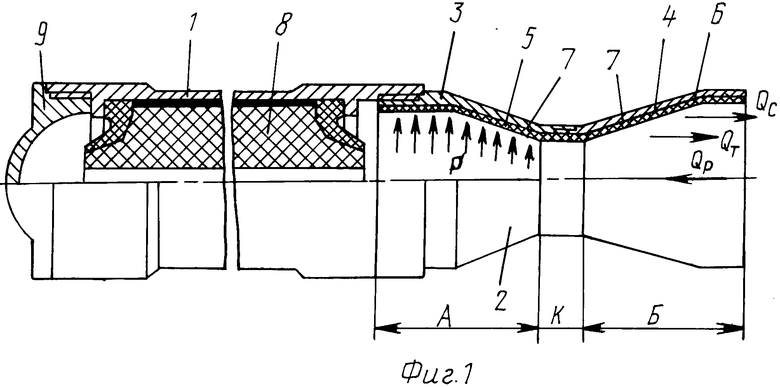
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3555958, кл | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Брагинский В.А | |||
| Переработка пластмасс | |||
| - Л.: Химия, 1985, с.58 - 61 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пантелеев А.П., Шевцов Ю.М | |||
| и Горячев И.А | |||
| Справочник по проектированию оснастки для переработки пластмасс | |||
| - М.: Машиностроение, 1986, с.5 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Там же, с.241, 242. | |||

