Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве сортовых гнутых профилей.
Известен шестиклетевой профилегибочный стан легкого типа с консольным расположением рабочих шпинделей (валов), на которые надеваются профилировочные диски (ролики) (см. [1] стр. 27 ... 31). Вращение верхних и нижних валов (шпинделей) принудительное от общего электродвигателя через червячные передачи и шестерни. Верхние валы (шпиндели) имеют регулировку положения на одной из трех кинематических схем (см. [1] стр. 38 ... 44). Для направления движущейся полосы в межклетевых промежутках и возможности создания дополнительных деформаций, способствующих образованию переходных форм сечения, между рабочими клетями на специальных столиках устанавливаются планки или вспомогательные боковые вертикальные ролики [1].
Недостатки данного стана: наличие в каждой клети червячной пары и нескольких шестерен для передачи вращения шпинделям от общего привода стана значительно увеличивают габариты и массу клети, а также трудоемкость изготовления клети; сложная кинематическая схема регулирования положения верхних шпинделей, значительная длина консольных шпинделей, а также наличие люфтов в ходовой части и в системе регулирования положения верхних шпинделей, приводит к нарушению параллельности осей шпинделей, что отрицательно сказывается на процессе профилирования и качестве выпускаемых профилей.
Известен профилегибочный стан с консольным креплением валков, содержащий основание, верхние и нижние, установленные с зазором, подушки и вертикальные ролики, расположенные попарно на осях в межклетевых промежутках. На основании смонтирована Г-образная стойка, в которой одними концами закреплены направляющие с пазами. В пазах размещены каретки, на которых установлены оси роликов. В малой вертикальной грани нижней подушки выполнены сквозные разновысотные пазы, в которых размещены другие концы направляющих. На одном из концов осей роликов выполнена резьба, позволяющая перемещать ролики в вертикальной плоскости [2].
Недостатки данного устройства: рабочие клети, составленные с зазором из верхних и нижних подушек с консольным креплением рабочих дисков, не обеспечивают в процессе прокатки параллельности осей валов (шпинделей), что значительно затрудняет настройку стана и снижает точность профилей; устройство вертикальных роликов требует установки на плоскости основания Г-образных стоек с передней стороны стана, что затрудняет вальцовщикам обслуживание клетей; выполнение разновысотных сквозных пазов на малых гранях смежных нижних подушек ослабляет прочность подушек и удорожает их изготовление; из-за принятого способа крепления (одни концы направляющих крепятся к Г-образной стойке, а противоположные входят в разновысотные пазы смежных нижних подушек) требуется крепить нижние подушки к основанию с зазором, то есть через прокладки, что серьезно усложняет и затягивает настройку стана; малая высота подвижных кареток (20 мм) и крепление к ним длинных осей роликов с помощью гаек не могут быть реализованы на промышленных станах из-за недостаточной жесткости перечисленных элементов.
Известен профилегибочный стан, содержащий раму с общей станиной в виде двух параллельно смонтированных на раме щек, в вертикальных пазах (окнах) которой установлены узлы двухопорных рабочих валков с корпусами подшипниковых опор и цепной привод вращения рабочих валков. Пазы (окна) опорных щек закрыты крышками, в которых установлены нажимные винты. Между верхними и нижними подушками размещены упругие элементы, осуществляющие уравновешивание верхнего валка. При необходимости в окна станин вместо горизонтальных рабочих валков устанавливают опоры с вертикальными неприводными роликами. При замене калиброванных дисков рабочие валки вместе с подушками извлекаются с помощью крана из окон станины (для чего предварительно снимаются крышки с нажимными винтами) и на специальном стенде производится снятие с вала одной из подушек, а затем снимаются заменяемые диски и устанавливаются новые, после чего монтируется на вал подушка с подшипниковыми опорами [3].
Недостатками этого стана являются: значительные простои стана при замене калиброванных дисков на двухопорных рабочих валках, что снижает производительность стана; установка кассет с вертикальными неприводными роликами в окна опорных щек приводит к уменьшению числа горизонтальных рабочих валков, что снижает технологические возможности стана.
Из известных профилегибочных станов наиболее близким по технической сущности является стан легкого типа, содержащий групповой цепной привод с двигателем и последовательно расположенные клети с консольно установленными на них валками и нажимными устройствами. Каждая клеть выполнена из верхней и нижней подушек-опор, в которых смонтированы рабочие шпиндели (валы), положение верхней подушки фиксируется пружинами, установленными между подушками, и двумя стяжными винтами, нижние валки всех клетей и верхние первой и последней клетей выполнены приводными посредством звездочек и цепного привода. Между рабочими клетями размещены на осях вертикальные ролики с возможностью поперечного перемещения относительно направления профилирования [4].
Недостатки данного стана: устройство рабочей клети не обеспечивает в процессе прокатки параллельности верхнего шпинделя относительно нижнего из-за наличия зазоров между стяжными болтами и отверстиями в верхней подушке, а также из-за расположения стяжных болтов подушек в одной плоскости, перпендикулярной оси шпинделя, что приводит к перекосу (повороту) верхней подушки относительно нижней даже при незначительном давлении металла на консольно закрепленные рабочие диски (см. фиг. 3 [4]); фиксирование зазора между верхней и нижней подушками посредством пружин и стяжных винтов не обеспечивает постоянства зазора между подушками и параллельности верхнего шпинделя (вала) относительно шпинделя; наличие отдельно стоящих рабочих клетей увеличивает длину стана и трудоемкость их изготовления; невозможность изменения положения вертикальных роликов в вертикальной плоскости в достаточно широких пределах, что сужает технологические возможности стана и затрудняет его настройку.
Технической задачей изобретения является повышение точности профилирования и сокращение продолжительности настройки стана с консольными валками путем устранения перекоса (поворота) верхних подушек относительно нижних и увеличения жесткости кассет с вертикальными роликами путем сокращения числа сопрягаемых деталей и устройств регулировки зазора, а также уменьшение габаритов стана за счет устранения межклетевых промежутков, и уменьшение массы стана и трудозатрат на его изготовление путем резкого сокращения количества массивных и трудоемких деталей стана.
Поставленная задача достигается тем, что станина профилегибочного стана выполнена общей под все узлы рабочих шпинделей, при этом все нижние шпиндели смонтированы на подшипниках в цилиндрических расточках общей станины, а верхние шпиндели с корпусами подшипниковых опор установлены в вертикальных окнах с возможностью перемещения по высоте. Каждый корпус подшипниковой опоры верхних шпинделей имеет на боковых стенках вертикальные пазы, соответствующие стойкам станины, при этом корпус взаимодействует с двумя опорными концами нажимных винтов, установленными в крышке окна и расположенными друг от друга на расстоянии 0,7 - 0,8 l, где l - длина корпуса подшипниковой опоры, причем один нажимной винт соединен с корпусом посредством кронштейна. Кроме этого, на боковой плоскости общей станины со стороны обслуживания между цилиндрическими расточками выполнены вертикальные пазы, в которых установлены с возможностью перемещения по высоте кассеты с вертикальными роликами, включающие корытообразный корпус с двумя цилиндрическими направляющими и роликодержатели, установленные с возможностью перемещения вдоль направляющих. Одна из цилиндрических направляющих корпуса кассеты имеет два резьбовых участка с противоположным направлением резьбы, а каждый роликодержатель имеет по два отверстия, соответствующих цилиндрическим направляющим корпуса кассеты.
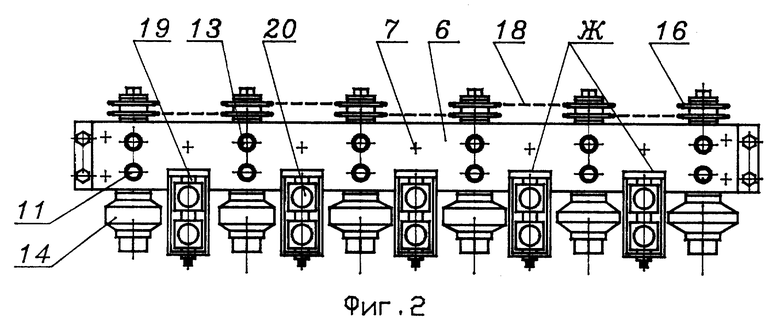
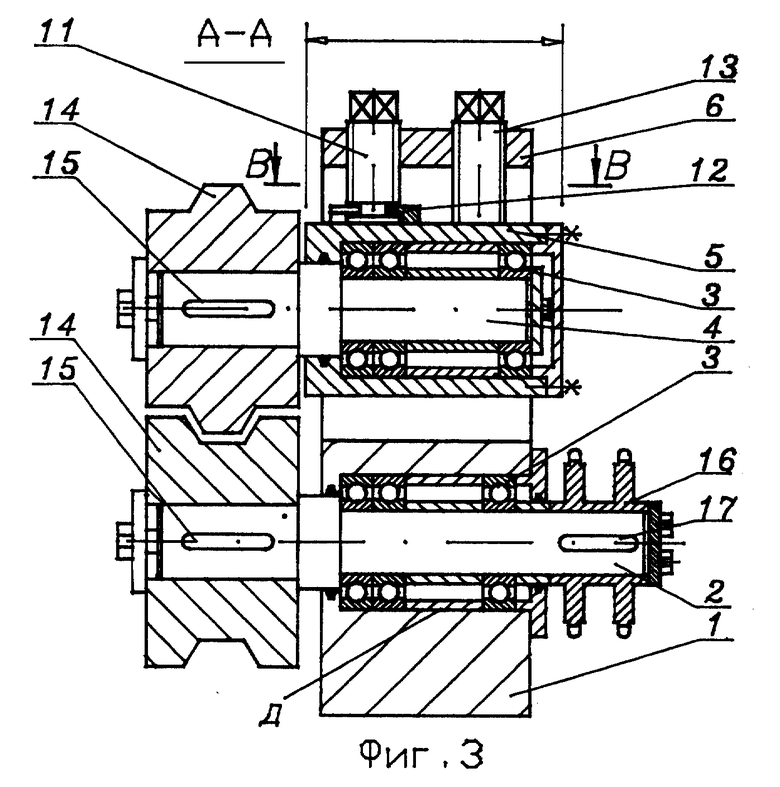
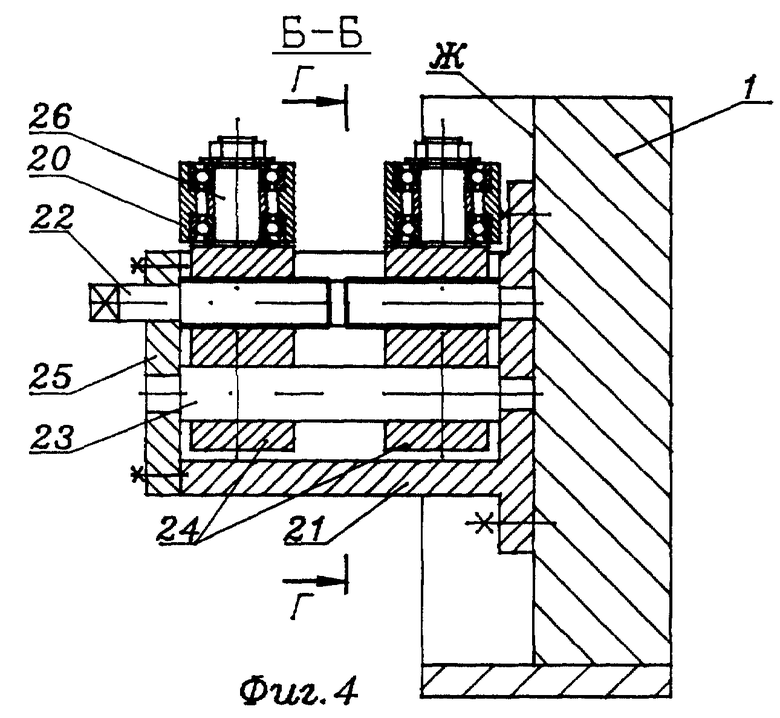
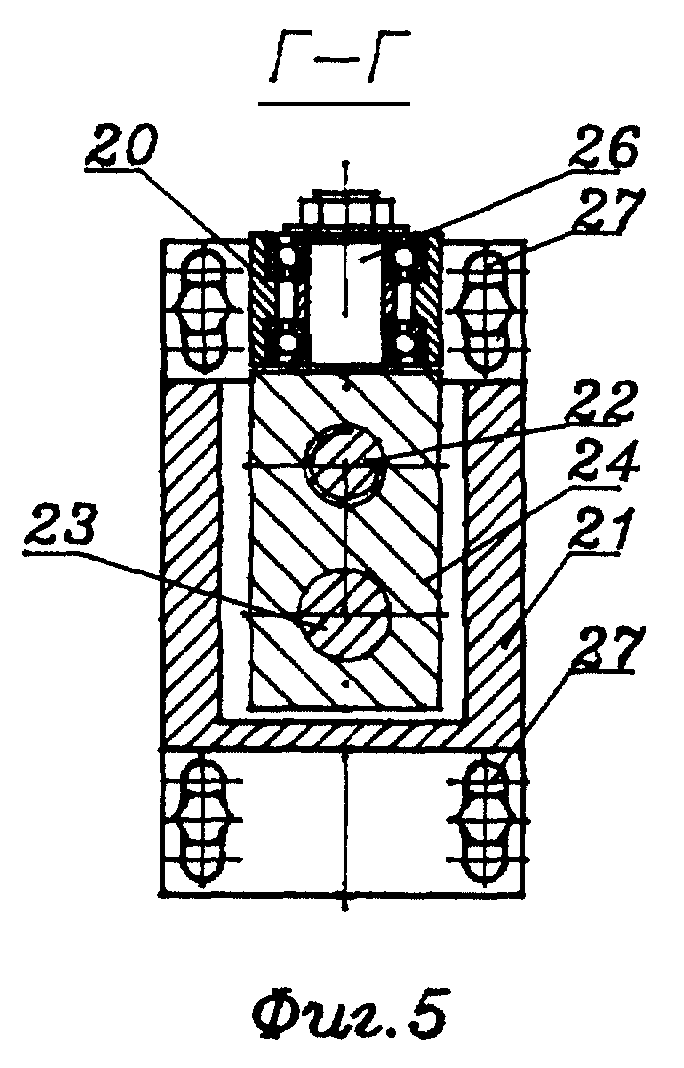
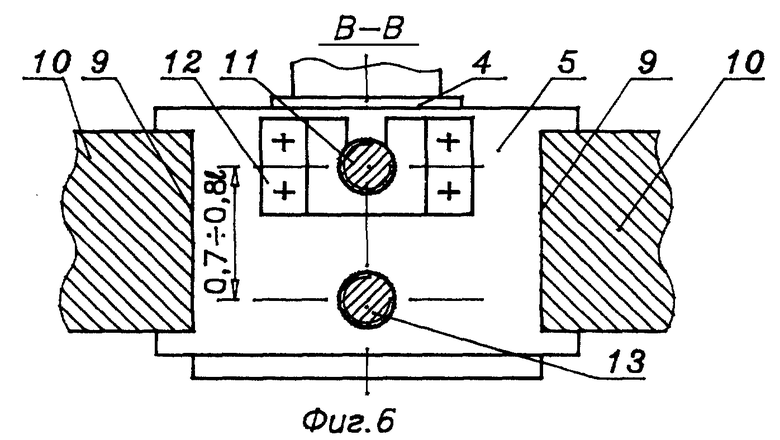
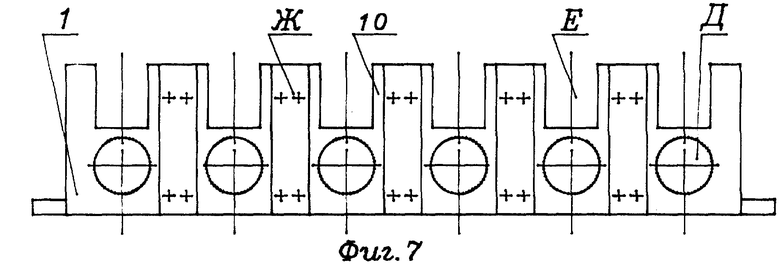
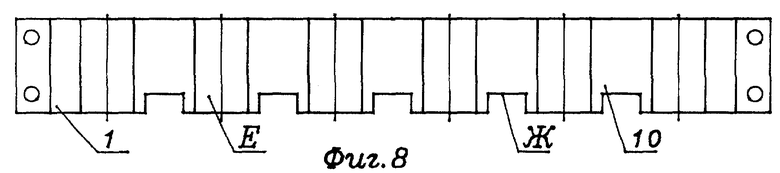
На фиг. 1 схематично изображен профилегибочный стан легкого типа (вид сбоку); на фиг. 2 - профилегибочный стан легкого типа (вид сверху); на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - общая станина профилегибочного стана легкого типа (вид сбоку); на фиг. 8 - общая станина профилегибочного стана легкого типа (вид сверху).
Профилегибочный стан легкого типа содержит общую станину 1, в цилиндрических расточках Д которой смонтированы нижние рабочие шпиндели 2 на подшипниках 3, а верхние шпиндели 4 с подшипниками 3 смонтированы в корпусах подшипниковых опор 5, при этом корпуса подшипниковых опор 5 по ходовой посадке установлены в вертикальных окнах E общей станины 1 с возможностью вертикального перемещения. Вертикальные окна сверху закрываются крышкой 6, которая крепится к общей станине 1 болтами 7. Общая станина 1 крепится к фундаментной плите 8. Для устранения при прокатке перекоса (поворота) верхнего шпинделя 4 с корпусом подшипниковой опоры 5 относительно нижнего шпинделя 2 на боковых стенках корпусов подшипниковых опор 5 выполнены вертикальные пазы 9, соответствующие стойкам 10, которые образуют окна E в станине 1. Механизм радиальной настройки выполнен в виде нажимного винта 11, установленного в крышке 6, и соединенного с корпусом подшипниковой опоры 5 посредством кронштейна 12. Дополнительный нажимной винт 13 устанавливается в крышке 6 и взаимодействует опорным концом с корпусом подшипниковой опоры 5 и служит для устранения возможности перекоса корпуса подшипниковой опоры 5 при прокатке. Нажимные винты 11 и 13 располагаются друг от друга на расстоянии 0,7 - 0,8l, где l - длина корпуса подшипниковой опоры 5, которое обеспечивает равномерное распределение нагрузок на них и обеспечивает параллельность верхних шпинделей 4 с корпусами подшипниковых опор 5 относительно нижних шпинделей 2, что повышает точность. На консоли шпинделей 2 и 4 со стороны обслуживания устанавливаются рабочие калибровочные диски (бандажи) 14 со шпонкой 15, а со стороны привода на нижний шпиндель 2 устанавливаются сдвоенные звездочки 16 со шпонкой 17, предназначенные для передачи крутящего момента от одного нижнего шпинделя к другому последовательно с помощью цепей 18. На боковой плоскости общей станины 1 со стороны обслуживания между парами цилиндрических расточек Д выполнены вертикальные пазы Ж, в которых установлены кассеты 19 с вертикальными роликами 20, включающие корытообразный корпус 21 с двумя цилиндрическими направляющими 22 и 23, а также роликодержатели 24, установленные с возможностью перемещения вдоль направляющих 22 и 23, причем верхняя цилиндрическая направляющая 22 имеет два резьбовых участка с противоположным направлением резьбы и хвостовик под ключ, а нижняя цилиндрическая направляющая 23 - гладкая. Цилиндрические направляющие 22 и 23 фиксируются, с одной стороны, в вертикальной торцевой стенке корытообразного корпуса 21, а с другой стороны - в пластине 25, которая крепится винтами к торцу корытообразного корпуса 21. Каждый роликодержатель 24 имеет по два отверстия: верхнее резьбовое и нижнее гладкое, соответствующие цилиндрическим направляющим 22, 23 и цапфу 26, на которой установлен вертикальный ролик 20 на подшипниках. Кассета 19 с вертикальными роликами 20 крепится в вертикальных пазах Ж общей станины 1 с помощью болтов и имеет возможность перемещения перпендикулярно оси прокатки за счет овальных пазов 27 в вертикальной торцевой стенке корытообразного корпуса 21, что расширяет технологические возможности стана. Использование общей станины 1 под все узлы рабочих шпинделей позволяет увеличить жесткость блока прокатных клетей, уменьшить общую длину стана из-за устранения межклетевых промежутков и сокращения расстояния между вертикальными осями пар верхнего и нижнего шпинделей при сохранении необходимой прочности станины, а следовательно, уменьшить массу оборудования и трудозатраты на его изготовление.
Стан собирается следующим образом: нижние шпиндели 2 с запрессованными на них подшипниками 3 устанавливаются в цилиндрические расточки Д общей станины 1 и крепятся крышками с болтами, со стороны привода на нижние шпиндели 2 устанавливаются и закрепляются сдвоенные звездочки 16 со шпонкой 17, а верхние шпиндели 4 с запрессованными на них подшипниками 3 устанавливаются и закрепляются крышками в корпусах подшипниковых опор 5, затем корпуса подшипниковых опор 5 в сборе с верхними шпинделями 4 устанавливаются по ходовой посадке в вертикальных окнах E общей станины 1 своими вертикальными пазами 9 и вертикальные окна E общей станины 1 закрываются сверху крышкой 6, в которой установлены нажимные винты 11 и 13, и крепится болтами 7. Затем устанавливаются кронштейны 12 и крепятся к корпусам подшипниковых узлов 5, а со стороны обслуживания на консоли нижних 2 и верхних 4 шпинделей устанавливают рабочие калиброванные диски (бандажи) 14 со шпонкой 15.
Стан работает "порулонным" способом, при котором исходный рулон ленты устанавливается на разматыватель (разматыватель стана не показан) и вытягивается из рулона передний конец, который задается в первую пару дисковых калибров, размещенных на консолях рабочих шпинделей 2 и 4. Вращением приводных дисковых калибров, размещенных на нижних валах 2, лента проталкивается в следующую пару дисковых калибров и по мере прохождения ленты через калибры стана осуществляется ее формовка (гибка) в заданный профиль. При необходимости боковые кромки ленты дополнительно подгибаются вертикальными роликами 17, установленными либо за каждой парой горизонтальных валков, либо только за некоторыми из них. Спрофилированный профиль проходит через пресс-ножницы, где разрезается на заданные длины и передается на стеллаж (ножницы и стеллаж не показаны).
Преимущества предложенного стана в сравнении с прототипом: устраняется при прокатке перекос (поворот) верхней подушки относительно оси нижнего шпинделя; обеспечивается параллельность верхних шпинделей (валов) относительно нижних, что повышает точность профилирования и сокращает продолжительность настройки стана при прокатке; использование одной общей станины для установки и крепления всех узлов рабочих шпинделей (валов) и кассет с вертикальными роликами обеспечивает повышение жесткости блока прокатных клетей и уменьшение длины стана из-за устранения межклетевых промежутков; увеличивается жесткость вертикальных роликов путем существенного сокращения числа сопрягаемых деталей и устройства регулировки зазора; уменьшаются масса оборудования и трудозатраты на его изготовление за счет резкого сокращения количества массивных и трудоемких деталей и требуемого станочного оборудования на их изготовление; расширяются технологические возможности стана за счет изменения положения вертикальных роликов по высоте в широком диапазоне с сохранением их жесткости.
Источники информации:
1. Давыдов В.И., Максаков М.П. Производство гнутых профилей. - М.: Металлургия, 2 изд., 1959, с. 27 - 31, с. 38 - 44.
2. Патент Российской Федерации N 2082314, B 21 D 5/06, 1997 г.
3. Патент Российской Федерации N 2029645, B 21 D 5/06, 1995 г.
4. Авторское свидетельство СССР N 1819171 A3, B 21 D 5/14. Бюл. N 20, 1993 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве сортовых гнутых профилей. Профилегибочный стан легкого типа содержит групповой цепной привод с двигателем, последовательно расположенные на общей станине клети с рабочими валками, вертикальные ролики и механизм регулировки зазора между валками. Станина имеет цилиндрические расточки, вертикальные окна и вертикальные пазы. Клети включают верхние и нижние рабочие шпиндели с рабочими валками, установленные в подшипниках. Нижние шпиндели расположены в расточках станины. Подшипники верхних шпинделей, имеющие корпуса подшипниковых опор, подвижно установлены в вертикальных окнах. Вертикальные ролики снабжены кассетами, размещенными в вертикальных пазах станины. В результате увеличивается точность профилирования, снижаются трудозатраты на изготовление и обслуживание стана, расширяются его технологические возможности. 2 з.п. ф-лы, 8 ил.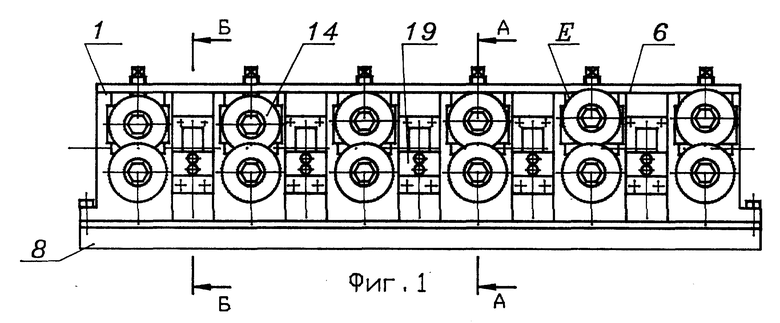
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| Профилегибочный стан | 1984 |
|
SU1159683A1 |
| Профилегибочный стан | 1984 |
|
SU1172627A1 |
| Профилегибочный стан для производства гнутых профилей проката | 1986 |
|
SU1362535A1 |
| Профилегибочный стан | 1976 |
|
SU593773A1 |
| Профилегибочный стан | 1989 |
|
SU1680405A1 |
| US 4176539 A, 04.12.79 | |||
| US 3945232 A, 23.03.76 | |||
| Стойка сновального валика шлихтовальной машины | 1985 |
|
SU1240799A1 |
