Предлагаемое изобретение относится к производству проката и может быть использовано для изготовления холодногнутых профилей.
Такие профили производятся на специальных станах дуо с последовательным расположением рабочих клетей. Для профилегибочных станов легкого типа, использующих полосовую заготовку толщиной до 2 мм, целесообразно применение цепного привода, преимущества которого описаны, например, в книге В.Ф.Рашникова и др. "Производство гнутых профилей на Магнитогорском меткомбинате", Магнитогорск, РИО МГТУ, 1999, с.126-129.
Станы легкого типа для производства сортовых гнутых профилей малых сечений могут выполняться с бесстанинными клетями, содержащими по одной подушке-опоре для каждого (верхнего и нижнего) вала, т.е. иметь консольное крепление валов и рабочих валков, что значительно упрощает настройку и эксплуатацию стана. При цепном приводе валы клетей соединяются (обычно - с помощью муфт) непосредственно с валами, на которых закреплены звездочки, огибаемые роликовой цепью (Галля).
Описываемые станы могут иметь как полноприводные (с приводом верхнего и нижнего валков) клети, так и частично-приводные (привод, например, только нижнего валка) и холостые (без привода валков) клети, что необходимо для улучшения качества поверхности профилей, в особенности - с покрытиями того или иного вида.
Известен профилегибочный агрегат легкого типа, стан которого содержит полноприводные первые две, промежуточную и последнюю клети, а часть клетей выполнена с кронштейнами для поддерживающих цепь роликов (см. пат. РФ №2078632, кл. B 21 D 5/06, опубл. в БИ №13, 1997 г.). Известен также профилегибочный стан, рабочие валы которого состоят из двух полуосей, соединенных резьбой с возможностью самозатягивания (см. пат. РФ №2113926, кл. B 21 D 5/06, опубл. в БИ №18, 1998 г.).
Недостатком известных профилегибочных станов легкого типа являются небольшой сортамент производимых профилей и относительно высокие трудозатраты при эксплуатации станов, обусловленные необходимостью смены (перевалки) валков при переходе на новый профилеразмер.
Наиболее близким аналогом к заявляемому устройству является профилегибочный стан по пат. РФ №1819171, кл. B 21 D 5/06, опубл. в БИ №20, 1993 г.
Этот стан легкого типа с цепным приводом содержит ряд последовательно установленных клетей дуо, у которых валы закреплены в подушках-опорах, и характеризуется тем, что приводными выполнены нижние валки всех клетей, а у первой и последней клети приводными являются и верхние валки, причем, межвалковый зазор регулируется с помощью стяжных винтов подушек-опор и катающие диаметры верхних валков больше диаметра нижних в 1,35...1,45 раза.
Недостатком данного стана также является относительно небольшой сортамент производимых профилей и повышенные трудозатраты на производство.
Действительно, сортамент любого профилегибочного стана ограничивается основными его параметрами, в частности, длиной и диаметром рабочих валков, которые для станов, например, легкого типа находятся в пределах, соответственно, 150...180 и 25...30 мм (см., например, под ред. И.С.Тришевского справочник "Производство и применение гнутых профилей проката", М., "Металлургия", 1975, с.132). Увеличение же размеров рабочих валов приводит к росту всех габаритов и металлоемкости стана и к его удорожанию, причем, при этом появляются трудности в получении высокоточных профилей минимальных сечений.
Кроме того, при переходе на новый профилеразмер требуется перевалка обычно всех клетей стана с его остановкой, что увеличивает простои оборудования и трудозатраты на производство.
Технической задачей изобретения является снижение металлоемкости станов легкого типа и их стоимости, расширение сортамента гнутых профилей, производимых на одном стане, и уменьшение трудозатрат на производство. Для решения этой задачи профилегибочный стан легкого типа, содержащий цепной привод и последовательно установленные рабочие клети дуо с креплением валов в подушках-опорах, выполнен двойным с общим приводом обоих агрегатов и с возможностью независимой друг от друга работы или с остановкой одного из них, при этом клети расположены в два параллельных ряда, привод установлен между ними, а валы всех клетей выполнены с возможностью оперативного отключения от привода; валы каждой пары клетей противоположных рядов могут быть соединены с одним, верхним или нижним, валом привода; валы всех клетей противоположных рядов могут соединяться с соответствующими им валами привода, а осевые вертикальные плоскости валов клетей каждого ряда - не совпадать между собой, но совпадать с серединой межклетевого расстояния противоположного ряда; длины валов клетей противоположных рядов могут быть разными, при одинаковой длине всех валов одного ряда, а у клетей с меньшей длиной валов каждый из них выполнен с консольным креплением в одной опоре и с креплением валов в двух опорах у клетей противоположного ряда.
Сущность заявляемого технического решения заключается в создании конструкции "двойного" стана с общим приводом, каждый вариант которой предназначен для конкретной цели, причем, оба стана могут работать независимо друг от друга, либо с остановкой одного из них.
Так, если необходимы минимальные габариты (и металлоемкость) "двойного" стана, то оба рабочих вала (верхний и нижний) каждой смежной пары клетей обоих рядов соединяются муфтами с одним валом, на котором закреплена звездочка привода. Количество опор валов и звездочек привода у такого стана будет минимальным. Угловая скорость верхних (нижних) валков всех клетей стана будет одинакова, а линейная - зависеть от величин их катающих диаметров и эта скорость постоянна для каждого ряда клетей.
При необходимости создания разных угловых скоростей валов для каждого ряда (при этом линейные скорости движения заготовки в каждом из них могут значительно отличаться) рабочие валы отдельных клетей соединяются с соответствующими им валами привода, но осевые вертикальные плоскости противолежащих смежных клетей не совпадают между собой. Если же длина стана не лимитируется и требуется максимальное удобство настройки каждой клети, то упомянутые вертикальные осевые плоскости одного ряда клетей совпадают с серединой межклетевого расстояния другого ряда. Количество клетей в каждом ряду может быть неодинаковым.
При разной длине валов в противоположных рядах клетей возможно расширение сортамента "двойного" стана, т.е. одновременное использование разных (по размерам и свойствам) заготовок. При этом более узкая заготовка может профилироваться на консольном стане, а широкая - на двухопорном, что обеспечивает высокое качество гнутых профилей, причем, на двухопорном возможно (при соответствующих размерах рабочих валков) профилировать гофрированные листы.
При одновременной работе обоих станов необходимо иметь на каждом из них разматыватель и режущие устройства (ножницы), аналогичные описанным, например, в пат. РФ №2183524 и №2103117, которые наиболее подходят именно к сортовым станам легкого типа. В то же время, для заявляемого стана требуется один двигатель, один редуктор и одна цепь Галля.
Оперативное отключение рабочих валов от привода позволяет использовать клети в любом из вышеназванных вариантов: полно- или частично-приводные, или холостые (неприводные).
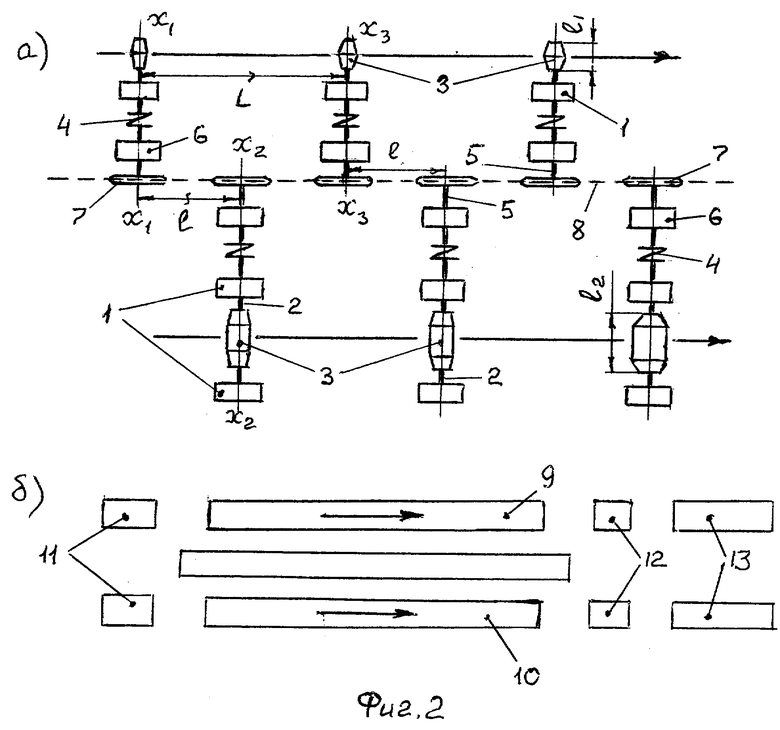
На фиг.1 и 2 показаны наиболее характерные схемы предлагаемых конструкций "двойного" стана: фиг.1 - соответствующая п.2 формулы изобретения, при консольном исполнении всех клетей, фиг.2а - соответствующая п.6 формулы, с консольным и двухопорным станами (наиболее широкий сортамент производимых профилей); фиг.2б - схема расположения основного оборудования этого стана.
В опорах 1 клетей "двойного" стана установлены рабочие валы 2, на одном из участков (внешнем) которых размещены формующие элементы 3, а на концах валов 2 со стороны привода размещены муфты 4, выполненные с возможностью быстрого отсоединения от привода. Валы 5 привода также установлены в опорах 6 и на валах размещены приводные звездочки 7, охватываемые роликовой цепью 8.
Опоры 1 всех клетей "двойного" стана установлены в два параллельных ряда по обе стороны от привода. На фиг. 2 показан вариант конструкции, когда каждый рабочий вал приводится во вращение от самостоятельной звездочки и, таким образом, на каждую клеть приходится две опоры (верхняя и нижняя) приводных валов. В этом варианте конструкции длина l2 рабочих валов правого двухопорного стана (на фиг. 2) больше длины l1 валов левого одноопорного стана, а расстояние l между вертикальными осевыми плоскостями х1х2 и х2х2 равно половине межклетевого расстояния L (между осевыми плоскостями х1х1 и х3х3) любого стана.
"Двойной" стан (9 и 10) содержит также разматыватели 11, ножницы 12 и пакетирующие устройства 13. Цепной привод содержит силовое и натяжное колеса, редуктор и двигатель (на схеме не показаны).
Возможна одновременная работа обоих станов и их индивидуальная работа, а также отключение от привода любого рабочего вала (или - нескольких). Перевалка на каждом стане и их настройка производятся независимо от другого стана (в том числе - при его работе).
Установка предлагаемого "двойного" стана намечена в ЛПЦ-7 ОАО "Магнитогорский меткомбинат". Предварительные расчеты показали, что при одинаковой производительности такой стан будет занимать площадь на 20...40% меньше, чем два заменяемых им стана, а его стоимость будет ниже примерно на 25% при снижении трудозатрат не менее чем на 15%. Кроме того, сократится численность обслуживающего персонала.
Примеры конкретного выполнения
1. Профилегибочный "двойной" стан легкого типа (см. фиг. 1) содержит два ряда консольных клетей - по 12 в каждом ряду. Величина межклетевого расстояния L=500 мм. Катающие диаметры валков левого ряда клетей: верхних - 175 мм, нижних - 105 мм; то же правого ряда - 200 и 110 мм. Высота формовки, соответственно - 35 и 45 мм.
Привод "двойного" стана - цепной, с двумя валами, опорами и звездочками для каждой пары смежных клетей противоположных рядов. Мощность привода - 35 кВт; скорость профилирования левого стана - 0,5 м/с, правого - 0,6 м/с.
Профилируемая заготовка: толщина 0,2...1,0 мм, ширина 20...90 мм (левый стан) и 0,4...1,5×30...140 мм (правый стан) с пределом прочности δв≤50 кгс/мм2.
В состав оборудования входят также два разматывателя рулонной заготовки, двое летучих барабанных ножниц (перед станом) и два укладчика.
2. "Двойной" стан (фиг.2) содержит один ряд (левый) консольных клетей (12 штук) и один ряд двухопорных (13 штук). Величина межклетевого расстояния L = 600 мм. Катающие диаметры валков левого ряда клетей: верхних - 190 мм, нижних - 105 мм; то же, правого ряда - 210 и 110 мм. Высота формовки, соответственно - 42 и 50 мм. Расстояния между вертикальными осевыми плоскостями х1х1 и х2х2 - l=L:2=300 мм.
Для цепного привода каждой клети используются два вала, две опоры для них и две звездочки, огибаемые цепью Галля. Мощность привода - 60 кВт; скорость профилирования левого стана 0,5 м/с, правого - 0,7 м/с.
Профилируемая заготовка: толщина 0,3...1,2 мм, ширина 20...100 мм (левый стан) и 0,5...2,0×40...250 мм (правый стан) с пределом прочности, соответственно δв≤50 кгс/мм2 и δв≤47 кгс/мм2.
Состав дополнительного оборудования - как и в примере (1).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2104813C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2110350C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
Изобретение относится к прокатному производству. Стан содержит цепной привод и последовательно установленные рабочие клети дуо с креплением валов в подушках-опорах. Стан выполнен двойным с общим приводом и с возможностью независимой друг от друга работы или с остановкой одного из них. При этом клети расположены в два параллельных ряда, привод установлен между ними, а валы всех клетей выполнены с возможностью оперативного отключения от привода. Снижается металлоемкость и стоимость, расширяется сортамент гнутых профилей. 5 з.п. ф-лы, 2 ил.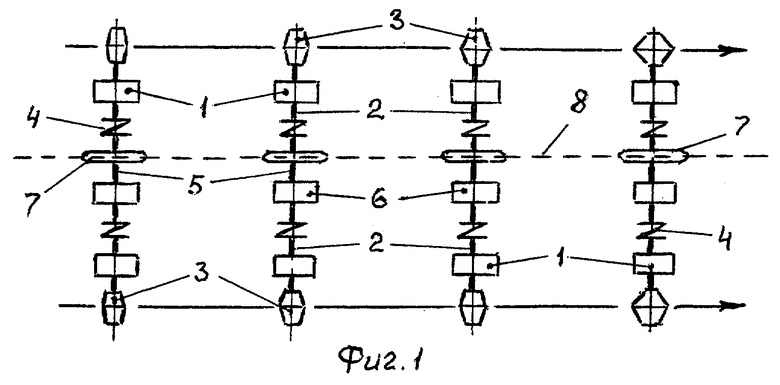
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| US 5152165 А, 06.10.1992. | |||

