Изобретение относится к технике термической обработки керамических изделий в процессе их производства, в частности к технике обжига кирпича.
Известны способы перемещения керамических изделий в зоне обжига в туннельных печах (вагонетки, движущийся под, поддоны, рольганги и др.), используемые в туннельных печах [1, 2].
Известен способ [3] перемещения керамических изделий сверху вниз из зоны нагрева через зону обжига в зону охлаждения.
Известно устройство [3] для обжига керамических изделий, выбранное в качестве прототипа заявляемого устройства, с укладкой обжигаемых изделий в виде вертикального столба и перемещением изделий сверху вниз из зоны нагрева через зону обжига в зону охлаждения.
И известная [3] и заявленная печи являются вертикальными проходными печами, т.е. содержат вертикальный канал с зонами нагрева, обжига охлаждения и конструкции для перемещения изделий в печи.
Недостатком известного [3] способа перемещения является ограниченность (требованиями устойчивости) высоты столба изделий в зоне обжига и вследствие этого малая производительность печи.
Недостатком известной печи является дискретность действий при выгрузке изделий, связанная с необходимостью удержания столба изделий от опускания при выгрузке изделий и его опускания после выгрузки, что осуществимо лишь при малом весе столба.
Предлагаемый способ перемещения керамических изделий в зоне обжига печи, имеющей также зоны нагрева и охлаждения, отличающийся тем, что укладку изделий осуществляют на предварительно уложенные в виде вертикальной спирали изделия и перемещение осуществляют по спиральной траектории, а заявляемое устройство на выходе из зоны охлаждения содержит одновитковый спиральный рольганг, позволяющий производить выгрузку изделий в виде непрерывно движущейся ленты без специальных действий по выгрузке изделий.
Заявляемый способ перемещения керамических изделий в зоне обжига печи, имеющей также зоны нагрева и охлаждения, осуществляется в следующей последовательности: изделия, готовые к загрузке в печь для обжига, толкателем от пресса последовательно подают в печь, т.е. изделия, ранее уложенные в виде вертикальной спирали, перемещают по этой спиральной траектории сверху вниз через зоны нагрева, обжига и охлаждения; траекторию движения изделий задает одновитковый спиральный рольганг.
Заявляемое устройство - вертикальная туннельная печь, с помощью которой можно осуществить заявленный способ, состоит из двух цилиндрических вертикальных стен, расположенных коаксиально (внутренняя 1 и внешняя 2 стены). Цилиндрический зазор между стенами печи образует канал (в горизонтальном сечении имеющий форму кольца), по которому перемещают обжигаемые изделия и который имеет зоны нагрева 4, обжига 5 и охлаждения 6. На выходе из зоны охлаждения обожженные изделия опираются на одновитковый спиральный рольганг 7.
Выход печи расположен в разрыве одновиткового спирального рольганга, на который опираются и по которому перемещаются все загруженные изделия.
По высоте печь разделяется на три зоны: нагрева, обжига и охлаждения. Подаваемый снизу холодный воздух нагревается за счет охлаждения обожженных изделий и поступает в зону обжига. Из зоны обжига горячие газы поступают в зону нагрева, где отдают часть своего тепла загружаемым изделиям.
Скорость движения загружаемых изделий по рольгангу определяется, например, электроприводом рольганга.
Именно заявляемая печь с вертикальным расположением зон нагрева, обжига и охлаждения обеспечивает, согласно способу, перемещение изделий в зоне обжига без каких-либо дополнительных конструкций. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
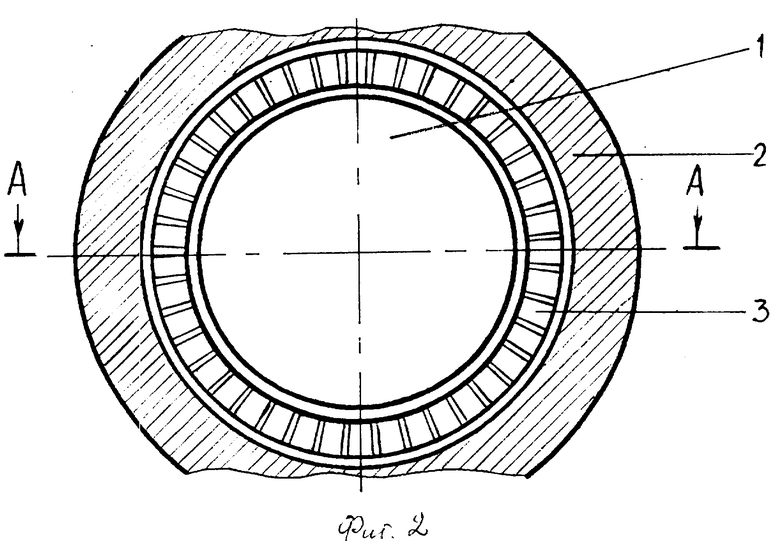
На фиг. 1 показан общий вид печи, на фиг. 2 - вид сверху.
Печь содержит две цилиндрические вертикальные стены 1 и 2, расположенные коаксиально (внутренняя 1 и внешняя 2 стены). Цилиндрический зазор между стенами печи образует канал (в горизонтальном сечении имеющий форму кольца), по которому перемещают обжигаемые изделия 3 и который имеет зоны нагрева 4, обжига 5 и охлаждения 6.
Стены выполнены из керамического кирпича в зонах нагрева и охлаждения. В зоне обжига в кладке стен использован огнеупорный кирпич. Нагрев кирпича в зоне обжига до 950-1000oC производится сжиганием газа из газовых горелок, расположенных во внешней стене 2 в зоне обжига.
Выход печи расположен в разрыве одновиткового спирального рольганга, который находится в нижней части печи на выходе из зоны охлаждения, на который опираются и по которому перемещаются все загруженные изделия.
Перед вводом печи в эксплуатацию осуществляют первоначальную загрузку печи. Для этого на рольганг укладывают изделия до заполнения всей печи между ее стенами. Загрузку удобнее производить снизу. Рольганг при этом работает в обратном направлении, и изделия движутся снизу вверх по спиральной траектории. Во время эксплуатации печи изделия, подлежащие обжигу, последовательно подают толкателем от пресса на верхний ряд загруженных изделий. Загрузка изделий осуществляется по однозаходной спирали, как изображено на фиг. 1, 2.
В печи всегда содержится постоянное количество загруженных изделий, т.к. по мере загрузки необожженных изделий происходит одновременная выгрузка обожженных изделий на выходе печи.
Скорость вращения всей массы загруженных кирпичей задается электроприводом рольганга и может регулироваться.
Каждое обжигаемое изделие проходит в канале печи одну и ту же траекторию, тем самым обеспечивая одинаковую степень обжига кирпича во всей его массе.
Непрерывно перемещаясь вниз по спиральной траектории, изделие проходит через все зоны печи и через разрыв в одновитковом спиральном рольганге 7 поступает на выходной транспортер. Для отделения изделий в случае из спекания в разрыве спирального рольганга 7 установлен нож.
Транспортером готовые изделия подают на упаковку.
Охлаждение обожженных и нагрев необожженных изделий осуществляют путем продувки воздухом канала печи. Подаваемый снизу вентилятором холодный воздух нагревается за счет охлаждения обожженных изделий и поступает в зону обжига. Из зоны обжига горячие газы поступают в зону нагрева, где отдают часть своего тепла загружаемым изделиям, нагревая их.
Производительность печи определяется ее высотой, диаметром, способом укладки изделий и временем обжига изделий. Так, если в печи обжигается кирпич, при высоте зоны обжига 3 м, диаметре внутренней стены печи 3 м при укладке кирпичей в спиральную колонну так, что торцы кирпича обращены к стенкам печи (в один кирпич по радиусу печи), производительность печи будет равна 4,5 млн.шт. в год, если каждый кирпич выдерживают в зоне обжига 6 ч.
Предлагаемое устройство позволяет значительно увеличить производительность печи и упростить процесс выгрузки.
Список литературы:
1. Строительные материалы. Справочник, Под ред. А.С.Болдырева, П.П.Золотова.- М.: Стройиздат, 1989, с. 214.
2. Роговой М.И. Теплотехническое оборудование керамических заводов.- М.: Стройиздат, 1983, с. 276-337.
3. Авторское свидетельство SU, 429248, кл. F 27 B 1/00, 1975.
Способ перемещения керамических изделий в зоне обжига печи, имеющей также зоны нагрева и охлаждения, осуществляется в следующей последовательности: изделия, готовые к загрузке в печь для обжига, толкателем от пресса последовательно подают в печь, т.е. на изделия, ранее уложенные в виде вертикальной спирали. Изделия перемещают по этой спиральной траектории сверху вниз через зоны нагрева, обжига и охлаждения. Траекторию движения изделий задает одновитковый спиральный рольганг. Печь содержит две цилиндрические вертикальные стены, расположенные коаксиально (внутренняя и внешняя стены). Цилиндрический зазор между стенами печи образует канал, по которому перемещают обжигаемые изделия и который имеет зоны нагрева, обжига и охлаждения. Стены выполнены из керамического кирпича в зонах нагрева и охлаждения. В зоне обжига в кладке стен использован огнеупорный кирпич. Нагрев кирпича в зоне обжига производится сжиганием газа из газовых горелок, расположенных во внешней стене в зоне обжига. Выход печи расположен в разрыве одновиткового спирального рольганга, который находится в нижней части печи на выходе из зоны охлаждения, на который опираются и по которому перемещаются все загруженные изделия. Использование предлагаемого способа в заявленной печи обеспечивает высокую производительность и технологичность процесса. 2 с. п. ф-лы, 2 ил.
| Строительные материалы | |||
| Справочник под ред.Болдырева А.С., Золотова П.П | |||
| - М.: Стройиздат | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
| SU, авторское свидетельство, 429248, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
