Предлагаемое изобретение относится к прокатному производству и может быть использовано при создании профилегибочных станов, изготавливающих гофрированные листовые профили.
Такие станы содержат большое количество формующих клетей (до тридцати), которые приводятся от электродвигателя, обычно через редуктор, вал отбора мощности, шестеренные клети и шпиндельные устройства. “Традиционный” привод многоклетевого профилегибочного стана достаточно подробно описан, например, в книге под ред. И.С.Тришевского “Производство гнутых профилей”, М.: Металлургия, 1982, с.145-149. В последнее время для профилегибочных станов, в особенности легкого типа, все чаще используют цепной привод (через роликовые цепи Галля), обладающий рядом преимуществ перед вышеописанным приводом (относительная простота изготовления и эксплуатации, меньшая требуемая мощность двигателя, возможность варьирования межклетевых расстояний и др.).
Известен привод профилегибочного стана с помощью звездочек, установленных на концах осей валков, и огибающей их бесконечной цепи, у которого верхние и нижние звездочки имеют разный диаметр, а цепь огибает их по S-образной кривой (см. япон. пат. кл. 12 С 221.3, №1832, опубл. 27.01.69). Недостатки привода - большая длина цепи и невозможность варьирования количества приводных и холостых валков.
Известен также привод многоклетевого профилегибочного стана с использованием звездочек и бесконечной цепи, огибающей их по S-образной кривой, причем силовые звездочки установлены на отдельных валах и в отдельных от клетей опорах (см. пат. РФ №2188729, кл. В 21 D 5/06, опубл. в БИ №25, 2002 г.). Недостатками такого привода являются относительная сложность его конструкции и наличие дополнительного оборудования.
Наиболее близким к заявляемому объекту является привод многоклетевого профилегибочного стана по пат. РФ №2110350, кл. В 21 D 5/06 от 26.08.96 г.
Этот привод содержит двигатель, редуктор, звездочки, роликовую цепь Галля, огибающую звездочки по S-образной кривой и синусоиде, силовое и натяжное зубчатые колеса и характеризуется наличием дополнительных звездочек, диаметр которых меньше диаметра звездочек нижних рабочих валов и которые установлены в определенных межклетевых промежутках, а двигатель и редуктор расположены на входной части стана.
Недостатком известного привода является наличие большого количества приводных валков и необходимость использования цепи большой длины, что удорожает привод стана, повышает расход электроэнергии на профилирование, а при производстве гофрированных листов из оцинкованной стали толщиной до 1 мм снижает уровень их качества.
Действительно, при наличии верхних приводных валков (они обычно формируют наружные поверхности гофров) неизбежен “перепад скоростей” по высоте гофра, т.е. на большей части этой высоты происходит взаимное проскальзывание инструмента (валка) и формуемой полосы, что не только увеличивает энергозатраты на формовку, но и дополнительно травмирует полосу (на оцинкованной стали, например, появляются риски и царапины). Поэтому количество приводных валков (даже если это только нижние валки стана) должно быть минимальным, а протяжку полосовой заготовки через клети целесообразно осуществлять специальными тянущими устройствами.
Технической задачей настоящего изобретения является удешевление привода стана для производства преимущественно оцинкованных гофрированных профилей, снижение энергозатрат на профилирование и повышение качества готовых профилей.
Для решения этой задачи у привода профилегибочного стана с задающей первой клетью и тянущими роликовыми устройствами, содержащего двигатель, редуктор, звездочки, роликовую цепь Галля, огибающую звездочки по S-образной кривой и синусоиде, силовое и натяжное зубчатые колеса, крутящий момент от двигателя передается только нижним формующим валкам четных клетей и последней клети стана, а также обоим валкам задающей клети и горизонтальным роликам тянущих устройств через звездочки, установленные на их осях, при этом цепь огибает звездочки валков задающей клети и роликов тянущих устройств по S-образной кривой, а звездочки приводных валков и звездочки, не соединенные с формующими валками, - по синусоиде, причем оси звездочек, не соединенных с формующими валками, могут устанавливаться выше осей нижних приводных валков на величину h=(0,67...0,83)l, где l - минимальное межклетевое расстояние стана.
Сущность заявляемого технического решения состоит в том, что для протяжки формуемой полосы через калибры стана используется минимум приводных валков и дополнительные тянущие устройства, что исключает травмирование получаемых гофрированных листов, снижает потребляемую при профилировании мощность и затраты на привод.
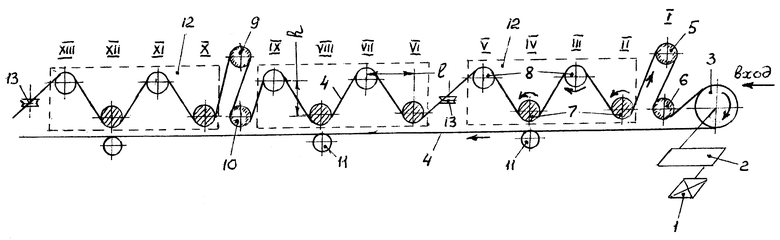
Схема предлагаемого привода стана показана на чертеже (римские цифры - номера клетей; показана только часть привода - со стороны входа в стан).
Двигатель 1 привода через редуктор 2 передает крутящий момент на силовое зубчатое колесо 3, которое с помощью цепи 4 вращает звездочки обоих валков (верхнего 5 и нижнего 6) задающей клети I. Приводные звездочки 7 нижних валков четных клетей II, IV, VI и т.д., закрепленные на осях этих валков, также вращаются при движении цепи 4 (стрелками показано направление ее движения). Звездочки 8, не соединенные с валками, служат для транспортировки цепи, и они расположены в одной осевой плоскости с валками нечетных клетей III, V, VII и т.д.
Обе звездочки 9 и 10 тянущего устройства (на чертеже оно расположено между IX и Х клетями), как и звездочки 5 и 6 клети I, огибаются цепью по S-образной траектории, а звездочки 7 и 8 - по синусоиде. За последней клетью стана расположено натяжное зубчатое колесо (на схеме не показано); под цепью 4 установлены поддерживающие зубчатки 11, количество которых определяется длиной стана.
Клети объединены в блоки 12, между которыми поочередно установлены тянущие устройства и вертикальные ролики 13.
Как показала опытная проверка (см. ниже), при профилировании полос с толщиной более 0,9 мм расположение звездочек 7 и 8 на одной горизонтали может приводить к “соскакиванию” цепи со звездочек из-за слишком малого угла охвата их цепью (т.е. цепь контактирует одновременно со слишком малым количеством зубьев звездочек). Поэтому для расширения технологических возможностей стана (например, профилирования полос толщиной до 1,5 мм) следует оси звездочек 8 располагать выше осей звездочек 7 (и нижних валков) на величину, установленную экспериментально: h=(0,67...0,83)l, что и показано на чертеже. Кроме того, увеличение угла охвата звездочек цепью уменьшает износ их зубьев и роликов цепи. При h<0,67l расстояние между звездочками становится недопустимо малым с точки зрения их эксплуатации и монтажа цепи, а при h>0,83l увеличиваются габариты клети, длина цепи, уменьшается угол охвата звездочек цепью с известными отрицательными последствиями.
Опытную проверку найденного технического решения осуществляли в листопрокатном цехе №7 и ЗАО “КГП” ОАО “Магнитогорский меткомбинат”.
С этой целью на профилегибочном стане для производства листовых гофрированных профилей (в основном - из оцинкованной стали толщиной 0,7...1,5 мм) опробовались различные варианты привода: со всеми приводными валками, с приводом только нижних валков всех формующих клетей и с предлагаемой схемой (см. чертеж).
Наилучшие результаты (минимальная стоимость оборудования, наименьшая требуемая для профилирования мощность и практическое отсутствие дефектов поверхности профилей) получены при использовании заявляемого привода. Наихудшие результаты (увеличение потребной мощности почти в два раза, повышение затрат на оборудование на 20% и отсортировка по поверхностным дефектам до 8% оцинкованных профилей) получены при использовании привода всех валков стана. Примерно промежуточные показатели получены для привода только нижних валков стана.
Кроме того, были выполнены технико-экономические исследования варианта привода многоклетевого стана, выбранного в качестве ближайшего аналога (см. выше), которые показали, что стоимость этого привода больше, чем предлагаемого, ориентировочно на 40%, энергозатраты выше (из-за большей в 1,5...1,7 раза длины цепи и соответствующих потерь на трение) почти на 60%, а необходимость прижатия неприводных верхних валков к приводным нижним (для протягивания формуемой полосы без проскальзывания в калибрах) при отсутствии тянущих устройств неизбежно вызовет появление вышеупомянутых дефектов профилей.
Таким образом, опытная проверка подтвердила приемлемость заявляемого технического решения для выполнения поставленных целей и его преимущества перед известным объектом.
По данным Центральной лаборатории контроля ОАО “ММК” использование предлагаемого привода на листовых профилегибочных станах позволит снизить трудозатраты на производство не менее чем на 15%.
Пример конкретного выполнения
Многоклетевой профилегибочный стан для производства гофрированных листов толщиной 0,5...1,5 мм и шириной 400...1250 мм из оцинкованной стали содержит 28 клетей, из которых первая - задающая. В межклетевых промежутках IX...Х и XVII...XVIII клетей установлены тянущие устройства (см.чертеж). Все четные клети - с приводом нижних валков.
Максимальное расстояние между клетями (IX, Х и XVII, XVIII) - 0,9 м, минимальное - 0,6 м. Звездочки нечетных клетей установлены выше нижних приводных валков на величину h=0,75·l=0,75·0,6=0,45 м.
Мощность двигателя - 90 кВт; цепь Галля - двухрядная с шагом t=30 мм и разрывным усилием 19 тс.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2334578C2 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2110350C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2256522C1 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2005 |
|
RU2312726C2 |
| ТЯНУЩЕЕ УСТРОЙСТВО ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254953C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
Изобретение относится к прокатному производству, в частности к оборудованию профилегибочных станов, преимущественно для производства оцинкованных гофрированных листов. Привод профилегибочного стана с задающей первой клетью и тянущими роликовыми устройствами содержит двигатель, редуктор, звездочки, силовое и натяжное зубчатые колеса, роликовую цепь Галля, огибающую звездочки по S-образной кривой и синусоиде. Крутящий момент от двигателя передается только нижним формующим валкам четных клетей и последней клети стана, а также обоим валкам задающей клети и горизонтальным роликам тянущих устройств через звездочки, установленные на их осях. Цепь огибает звездочки валков задающей клети и роликов тянущих устройств по S - образной кривой, а звездочки приводных валков и звездочки, не соединенные с формующими валками, - по синусоиде. При этом оси звездочек, несоединенных с формующими валками, могут быть установлены выше осей нижних приводных валков на величину, определяемую по представленному в формуле изобретения соотношению. Достигается удешевление привода стана, снижение энергозатрат на профилирование и повышение качества готовых профилей. 1 з.п. ф-лы, 1 ил.
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2110350C1 |
| Привод рабочих валков | 1986 |
|
SU1378968A1 |
| Прокатный стан | 1987 |
|
SU1423195A1 |
| RU 96117307 А, 27.11.1998 | |||
| Способ получения триполифосфата натрия,содержащий сульфат натрия | 1982 |
|
SU1054299A1 |

