Изобретение относится к микромеханике, а точнее к изготовлению микромеханических изделий.
Известен способ производства микромеханических изделий на макромеханическом оборудовании, при котором детали изготавливают электроискровым (эррозионным) способом [1] состоящим из обработки микромеханических деталей путем удаления избыточного материала заготовки электроискровыми разрядами на электроискровом станке (electro-discharge machining [EDM]), позволяющем перемещать обрабатывающий электрод в трех измерениях вдоль обрабатываемой поверхности.
Недостатками указанного способа являются:
1. Низкая точность изготовления микромеханических деталей, которая обусловлена следующими причинами
1.1. Тепловые расширения узлов станка от неравномерного нагрева приводят к отклонениям размеров изготавливаемых деталей от номинальных размеров, причем эти отклонения пропорциональны максимальным перемещениям подвижных узлов станка, поскольку максимальные перемещения определяют линейные размеры основных узлов станка и абсолютные изменения этих размеров от нагрева пропорциональны самим размерам.
1.2. Отклонение формы изготавливаемой детали от задаваемой получаются большими, поскольку амплитуда вибраций в системе станок-приспособление- инструмент-деталь (СПИД) также пропорциональна линейным габаритным размерам узлов станка С увеличением габаритных размеров деталей станка эти отклонения увеличиваются.
1.3. Низкая производительность станка, характерная для электроискрового метода обработки.
1.4. Невозможна обработка неэлектропроводных материалов. Низкая относительная точность изготовления микромеханических деталей на существующем макромеханическом оборудовании и низкая производительность приводят к тому, что в микродиапазоне изготовление работоспособных микромеханических устройств оказывается очень дорогим и этим методом изготавливают только единичные уникальные экземпляры.
2. Микромеханический станок, реализующий указанный способ, неэффективно использует производственную площадь и потребляемую энергию.
3. Диапазон габаритных размеров изготавливаемых деталей не достигает нижних областей микронно-субмикронного диапазона.
Наиболее близким техническим решением является способ изготовления микромеханических деталей [2] состоящий из изготовления микромеханических деталей на кремниевых пластинах методами, используемыми в микроэлектронике (фотолитография, селективное травление, эпитаксия и другие), и сборки микромеханических деталей в микромеханические изделия неразъемным способом (пайка, сварка, склеивание, клепка и другие).
Способ имеет следующие недостатки:
1. Трудно изготавливать детали, имеющие сложную форму в трех измерениях.
2. Многие процессы, используемые в этом способе, дороги. Например, LIGA-процесс требует применения мощных ускорителей заряженных частиц.
3. Оборудование, используемое в этом способе, очень дорогое, требует больших чистых помещений и высококвалифицированного персонала для его обслуживания.
4. Технологические процессы разнородны по своей физической природе (нанесение фоторезиста, фотоэкспонирование, травление, удаление фоторезиста, вакуумное напыление, химическое осаждение и другие). Они требуют разных технологических условий и очень трудно объединяются в автоматические поточные линии.
5. Очень дорогими оказываются изготовление и сборка микромеханических изделий этим способом. Поэтому этим способом можно изготовить только дорогостоящие изделия.
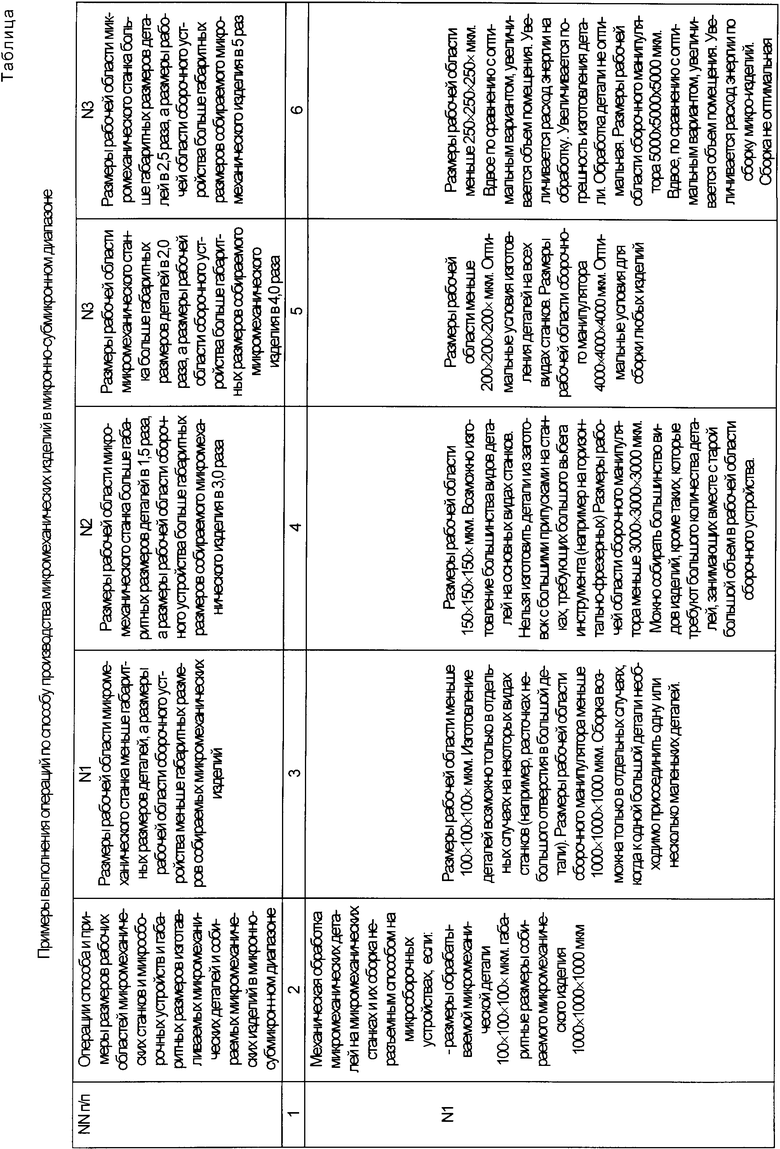
В основу изобретения поставлена задача по созданию такого способа производства микромеханических изделий, в котором изготовление микромеханических деталей, осуществляемое механической обработкой на микромеханических станках, у которых отношение размеров рабочей области к габаритным размерам изготавливаемых микромеханических деталей не более двух, сборка микромеханических изделий, производимая неразъемным способом на микросборочных устройствах, отношение размеров рабочей области которых к габаритным размерам собираемых из микромеханических деталей микромеханических изделий не более четырех, обеспечивает согласование размеров обрабатываемой микромеханической детали (собираемого микромеханического изделия) со станком (микросборочным устройством), имеющим минимально возможные для данной детали (изделия) размеры рабочей области, повышает точность позиционирования рабочего органа инструмента относительно детали (собираемого изделия), минимизирует погрешности от зазоров в сочленениях узлов станка, связанные с их тепловым расширением, а также амплитуды их вибраций, позволяющие изготовление и сборку микромеханических изделий различных размеров во всем микронно-субмикронном диапазоне с высокой точностью изготовления (допускаемая при изготовлении погрешность 0,01 1,0%) массовым тиражом из различных твердых материалов при низкой себестоимости производства, что может быть использовано при создании новых областей техники для реализации разнообразных функций.
К их числу относится самопроизводство многих поколений микромеханических станков и микросборочных устройств, организованных в производственные линии, управляемые вычислительными системами, для выпуска широкого спектра микромеханических изделий во всем микронно-субмикронном диапазоне, не требующих больших производственных площадей, энергии и материалов.
К числу новых микромеханических изделий, изготавливаемых на микромеханических станках и собираемых на микросборочных устройствах, относятся:
фильтры для тонкой фильтрации жидкости и газа, имеющие малые габаритные размеры и обеспечивающие большой расход жидкости или газа при малом перепаде давлений, допускающие фильтрацию на субмикронном уровне, т.е. задерживающие бактерии и даже вирусы. Так, например, фильтр для очистки воды при габаритных размерах 60 x 25 x 25 мм будет иметь производительность 1,25 л/с при перепаде давлений 10000 Па (0,1 атм) и задерживать частицы до 5 мкм;
микромеханические вычислительные устройства, устойчивые к высоким уровням радиации с объемом не более 1 см3;
средства отображения информации (табло, реклама и другие) с высокой разрешающей способностью и малым энергопотреблением;
организация новых технологических производств микроэлектронных изделий, требующих на порядок меньше производственных площадей, энергоресурсов, и производительностью на порядок выше существующих;
новые виды обоев со сменным изображением;
синтетические ткани с высоким влагопоглощением;
аккумуляторы и конденсаторы с характеристиками на порядок выше существующих;
биологические и медицинские приборы, датчики, инструменты для микрохирургии и микробиологии, позволяющие выполнять операции на субмикронном уровне и многие другие.
Основным достоинством новых перечисленных выше изделий является то, что в большинстве своем они состоят из множества простых в изготовлении однотипных микромеханических деталей различных материалов и различных размеров микронно-субмикронного диапазона, при сборке которых создаются устройства субмикронного, микронного или макроуровней, обеспечивающие новые качественные показатели, значительно превосходящие существующие подобные по назначению изделия, причем себестоимость изготовления этих новых изделий, по сравнению с существующими технологиями макроуровня, на порядок ниже.
Поставленная задача достигается использованием в способе производства микромеханических изделий доотличительных признаков: изготовление микромеханических деталей и их сборка неразъемным способом, и следующих отличительных признаков, достаточных во всех случаях, на которые распространяется испрашиваемый объем правовой охраны: изготовление микромеханических деталей механической обработкой на микромеханических станках, у которых отношение размеров рабочей области к габаритным размерам изготавливаемых микромеханических деталей не более двух, отношение размеров рабочей области микросборочных устройств к габаритным размерам собираемых из микромеханических деталей микромеханических изделий не более четырех.
Благодаря использованию в предложенном способе производства микромеханических изделий изготовления микромеханических деталей механической обработкой на микромеханических станках, у которых отношение размеров рабочей области к габаритным размерам изготавливаемых микромеханических деталей не более двух, а отношение размеров рабочей области микросборочных устройств к габаритным размерам собираемых из микромеханических деталей микромеханических изделий не более четырех, обеспечивается изготовление из различных твердых материалов широкого спектра микромеханических деталей, изделий, требующих высокой точности обработки и массового производства во всем микронно-субмикронном диапазоне.
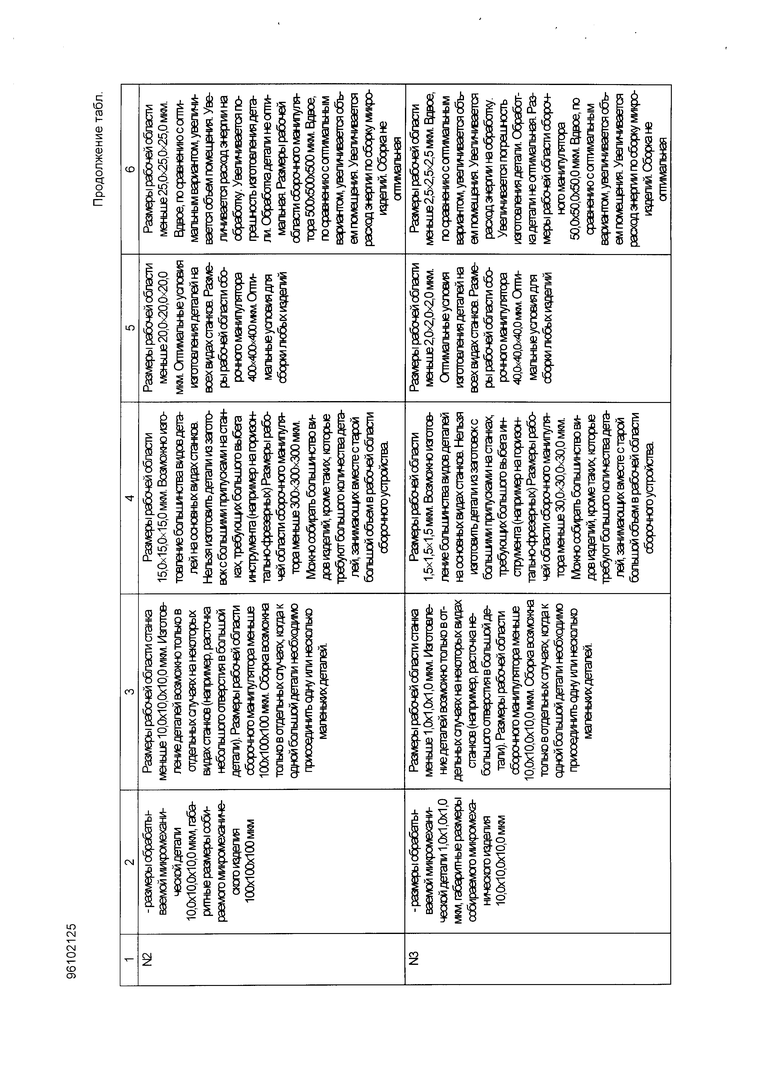
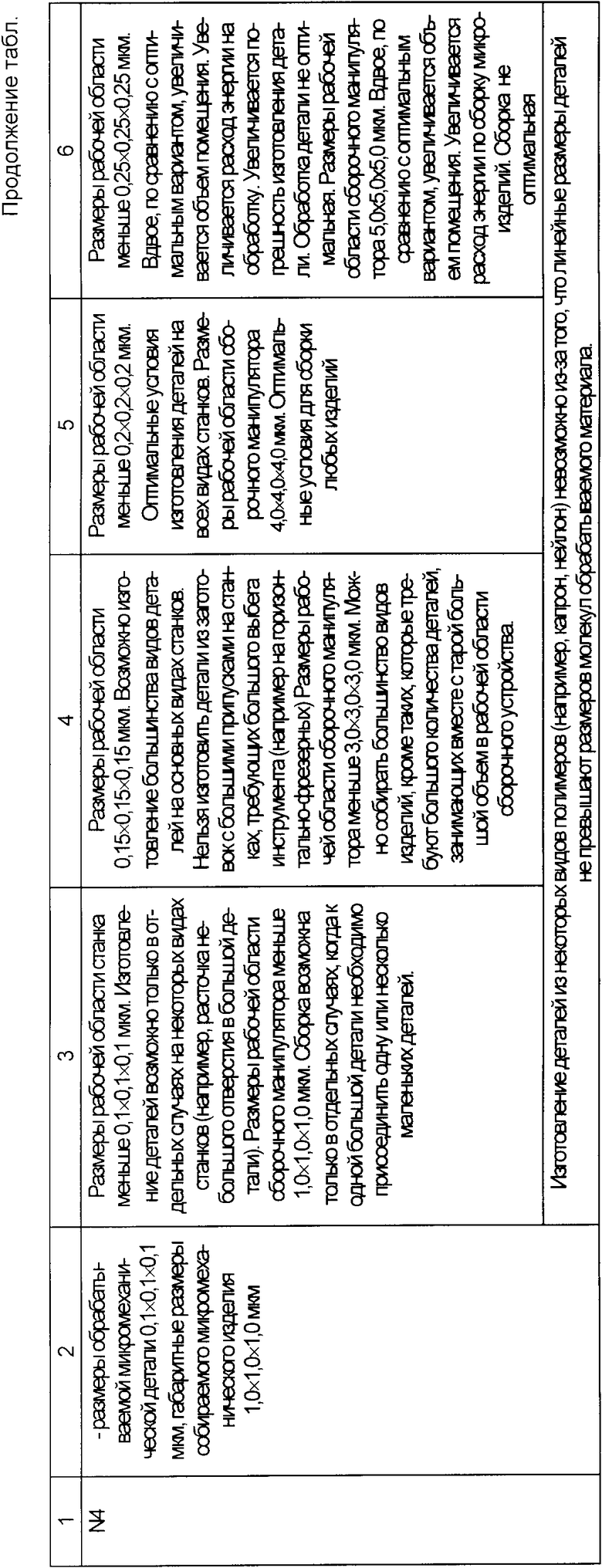
Предложенный способ производства микромеханических изделий состоит из изготовления микромеханических деталей механической обработкой на микромеханических станках различных размеров, выбранных таким образом, что каждую микромеханическую деталь изготавливают на станке, у которого отношение размеров рабочей области к габаритным размерам детали не более двух, сборки неразъемным способом микромеханических изделий из изготовленных микромеханических деталей на микросборочных устройствах, выбранных таким образом, что каждое микромеханическое изделие собирают на микросборочном устройстве, у которого отношение размеров рабочей области к габаритным размерам собираемого на них изделия не более четырех.
Заявляемый способ производства микромеханических изделий реализуют следующим образом.
Перед изготовлением микромеханических деталей заготовки сортируют по габаритным размерам и по способам механической обработки. Для каждой детали составляют технологическую карту ее механической обработки и в соответствии с этой картой и габаритными размерами заготовки выбирают микромеханические станки, выполняющие требуемые операции, причем отношение размеров рабочей области каждого из этих микромеханических станков к габаритным размерам изготавливаемых микромеханических деталей должно быть не более двух. Затем заготовку микромеханической детали обрабатывают на выбранных микромеханических станках в той последовательности, которая определена технологической картой.
Микромеханические станки, на которых изготавливают микромеханические детали, имеют системы автоматического управления, автоматические средства загрузки, удаления стружки, съема детали, замены инструмента и перемещения изготавливаемой микромеханической детали по технологическому маршруту.
В конце технологического маршрута обработки детали производят контрольные измерения на автоматических измерительных устройствах. Контроль за процессом изготовления микромеханической детали осуществляет вычислительная машина.
Таким образом изготавливают микромеханические детали для микромеханических изделий во всем микронно-субмикронном диапазоне.
Сборку микромеханических деталей, изготовленных различными видами механической обработки, производят неразъемным способом (пайка, сварка, склеивание, клепка и другие) на микросборочных устройствах, которые выбирают таким образом, чтобы отношение размеров их рабочих областей к габаритным размерам собираемых на них микромеханических изделий было не более четырех.
Так же, как и микромеханические станки, микросборочные устройства снабжены автоматической системой управления, средствами подачи собираемых микромеханических деталей к микросборочным устройствам и средствами их перемещения по сборочной линии. Контроль за процессом сборки микромеханических изделий также осуществляет вычислительная машины
Примеры конкретного выполнения операций по предлагаемому способу производства микромеханических изделий приведены в таблице.
Реализацию способа начинают с изготовления микромеханических станков, микромеханического инструмента и микросборочных устройств.
Первое поколение этих устройств изготавливают на макромеханических станках и сборочных устройствах.
Второе поколение микромеханических станков и микросборочных устройств изготавливают с использованием микромеханических станков и микросборочного оборудования первого поколения, причем размеры микромеханических станков и микросборочных устройств второго поколения меньше размеров оборудования первого поколения.
С помощью оборудования второго поколения изготавливают оборудование третьего поколения, размеры которого меньше размеров оборудования второго поколения. Этот процесс продолжают до тех пор пока не будут изготовлены микромеханические станки и микросборочные устройства, обеспечивающие возможность изготовления микромеханических деталей и сборку микромеханических устройств во всем микронно-субмикронном диапазоне, вплоть до линейных размеров микромеханических деталей, превышающих размеры молекул обрабатываемого материала. После этого на созданном оборудовании изготавливают необходимые микромеханические детали и собирают микромеханические изделия.
Такой способ открывает возможность новых применений микромеханических устройств в различных областях техники за счет того, что получаемые микромеханические изделия имеют низкую себестоимость и могут использоваться в массовом количестве для создания микро- и макроизделий, обладающих качественно новыми полезными свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНЫХ ДЕТАЛЕЙ ИЗ МЕДИ ДЛЯ ЭЛЕКТРОННЫХ ПРИБОРОВ СВЧ | 2022 |
|
RU2796896C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ КРЕПЕЖНЫЕ ДЕТАЛИ С ИНДИЦИРУЮЩИМ КОМПОНЕНТОМ | 2011 |
|
RU2547649C2 |
| Способ изготовления неразъемного рабочего колеса турбины | 1989 |
|
SU1819202A3 |
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ В ПРОЦЕССЕ ТОНКОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2076034C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2013 |
|
RU2599938C2 |
| Электромагнитный захват | 1985 |
|
SU1256958A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ПАЙКОЙ ДЕТАЛИ ИЗ МЕДНОГО ПРОВОЛОЧНОГО МАТЕРИАЛА С ДЕТАЛЬЮ ИЗ МЕДИ | 2019 |
|
RU2707113C1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТЕПЛО-ГИДРОИЗОЛИРОВАННОГО ТРУБОПРОВОДА | 2009 |
|
RU2453757C2 |
| АДДИТИВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ТОКОПРОВОДЯЩЕЙ КЕРАМИКИ МЕТОДОМ ИСКРОВОГО ПЛАЗМЕННОГО СПЕКАНИЯ | 2021 |
|
RU2761813C1 |
Способ может быть использован в микромеханике для изготовления микромеханических изделий для, например, микромеханических вычислительных систем, устойчивых к высоким уровням радиации, средств отображения информации с большим размером экрана и высокой разрешающей способностью, синтетических тканей с высоким влагопоглощением и других. Изготовление микромеханических деталей осуществляют механической обработкой на микромеханических станках, у которых отношение размеров рабочей области к габаритным размерам обрабатываемых микромеханических деталей не более двух. Сборку микромеханических изделий производят неразъемным способом на микросборочных устройствах, у которых отношение размеров рабочей области к габаритным размерам собираемых микромеханических деталей не более четырех. 1 табл.
Способ производства микромеханических изделий, включающий изготовление микромеханических деталей и их сборку неразъемным способом, отличающийся тем, что микромеханические детали изготавливают механической обработкой на микромеханических станках, у которых отношение размеров рабочей области к габаритным размерам изготавливаемых микромеханических деталей не более двух, а отношение размеров рабочей области микросборочных устройств к габаритным размерам собираемых из микромеханических деталей микромеханических изделий не более четырех.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| P.Dario, V.C.Carozza, N.Croce, M.C.Montesi and M.Cocco, Mon-traditional technologies for microfabrication | |||
| "Jonrnal of micromechanics and microengineering, 1995, v | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| P.Ohlckers, A.Hanneborg and M.Nese | |||
| Batch processing for micromachined devices | |||
| "Journal of micromechanics and microengincering", 1995, v | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
