Изобретение относится к области обработки металлической проволоки и получению неразъемных соединений пайкой, а именно, к способу изготовления фильтрующих и теплообменных элементов из проволочного материала и в частности, к способу получения неразъемного соединения пайкой детали из медного проволочного материала с деталью из меди. Получаемые детали могут использоваться для грубой и тонкой фильтрации жидкостей или газов и для регулирования температуры в различных отраслях промышленности.
Известен способ пайки изделий из медных сплавов, конструкция которых позволяет производить пайку под давлением (Справочник по пайке. Под ред. И.Е. Петрунина. 3-е изд., перераб. и доп. М.: Машиностроение, 2003. 480 с.; ил. - 276 с.), в качестве припоя можно использовать серебряное покрытие (10…25 мкм) или тонкую серебряную фольгу. При нагреве свыше 779°С медь взаимодействует с серебром с образованием в шве эвтектического сплава типа припоя ПСр72. Пайка этим (контактно-реактивным) методом осуществляется без применения флюса - в вакууме или инертной среде.
Традиционный метод пайки не может быть использован для пайки пористой детали, например, из проволочного материала с деталью из меди, т.к. при закладке припоя между паяемыми деталями происходит некое заполнение пор припоем путем капиллярного течения и потеря проницаемости, а также не обеспечивается хороший тепловой контакт между витками проволоки в детали из медного проволочного материала.
При патентно-информационном поиске не найдены способы, позволяющие получать неразъемные соединения пайкой деталей из проволочного материала.
Задачей заявляемого изобретения является получение соединения пористой жесткой детали из медного проволочного материала с деталью из меди.
Технический результат, достигаемый при использовании изобретения, заключается в получении неразъемного соединения жесткой прочной пористой детали из проволоки с деталью из меди с сохранением пористости проволочного материала.
Для решения указанной задачи и достижения технического результата заявляется способ получения неразъемного соединения пайкой детали из медного проволочного материала с деталью из меди, заключающийся в предварительном нанесении на медную проволоку покрытия из серебра, навивки ее в спираль, прессовании заготовки из проволоки, установке ее в контакте с медной деталью и последующем совместном нагреве полученной заготовки и медной детали при температуре 800÷840°C в защитной среде. На контактную поверхность детали из меди может быть нанесен серебряный припой.
Для получения неразъемного соединения пористой детали из медного проволочного материала с деталью из меди предварительно готовят прессованную заготовку требуемой проницаемости из медной проволоки с серебряным покрытием, устанавливают ее в контакте с медной деталью и производят совместный нагрев при температуре 800÷840°С в защитной среде. В результате в месте контакта пористой заготовки с медной деталью и в местах контакта проволочек между собой образуется эвтектический сплав - припой ПСр72. За счет капиллярных сил происходит контактно-реактивный спай, что исключает подвижность витков проволоки относительно друг друга, т.е. получается жесткая пористая деталь из проволочного материала, которая жестко соединена с медной деталью. При этом заявляемый способ позволяет сохранить требуемую проницаемость пористой детали (заложенную в пористой прессованной заготовке), а также обеспечить хороший тепловой контакт между витками проволоки в детали из медного проволочного материала и одновременно получить неразъемное соединение жесткой пористой детали из проволоки с деталью из меди.
Заявляемое изобретение иллюстрируется следующими чертежами:
На фиг. 1 представлено фото, где показана прессованная заготовка из медной проволоки с серебряным покрытием перед пайкой.
На фиг. 2 представлено фото, где показана сборка перед соединением пайкой детали из меди с заготовкой из медной проволоки с серебряным покрытием.
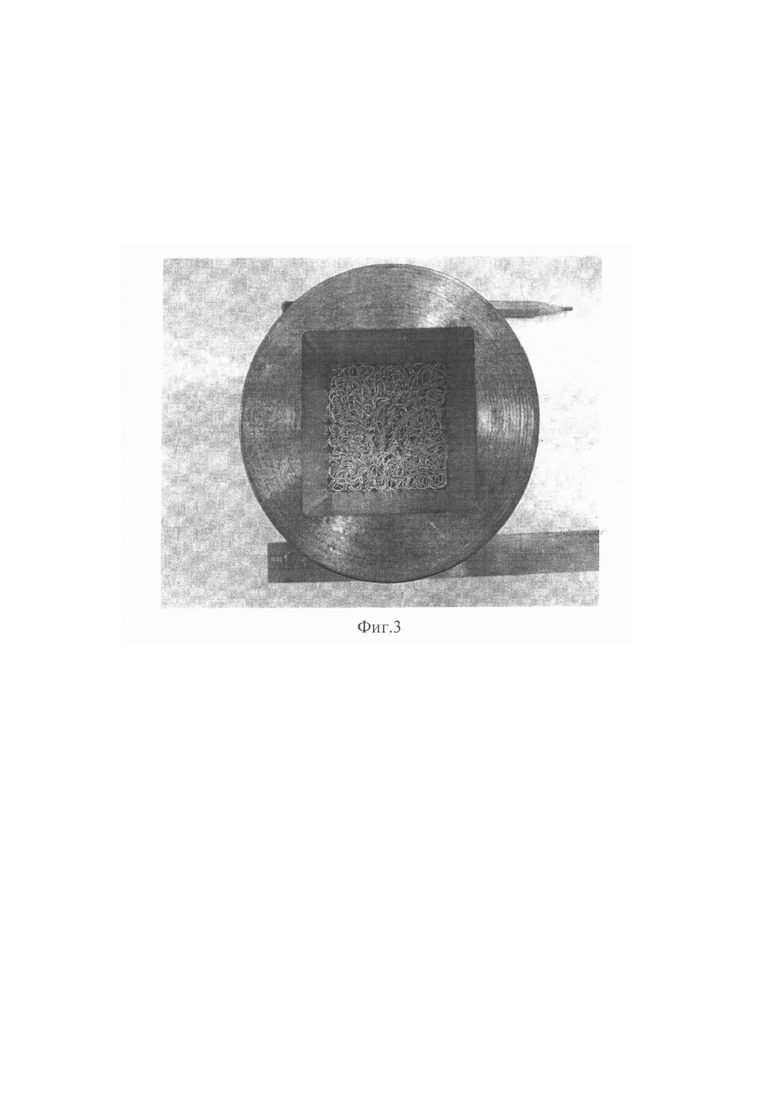
На фиг. 3 представлено фото, где показано неразъемное соединение детали из меди с деталью из медного проволочного материала с серебряным покрытием.
Заявляемый способ получения неразъемного соединения пайкой детали из медного проволочного материала с деталью из меди заключается в том, что на медную проволоку наносят серебряное покрытие. Проволоку с покрытием навивают в спираль, и из полученной спирали формируют заготовку прессованием. Прессование заготовки осуществляется до получения требуемой величины пористости (фиг. 1). Полученная заготовка устанавливается в контакте с деталью из меди (в частности, запрессовывается в деталь из меди) (фиг. 2). Допускается покрывать серебром и медную деталь (место контакта с прессованной заготовкой). После этого осуществляют совместный нагрев полученной заготовки и медной детали при температуре 800÷840°С в защитной среде. В результате получается неразъемное соединения пористой детали из медного проволочного материала с деталью из меди (фиг. 3).
Заявляемый способ осуществляют следующим образом:
1) Для изготовления пористого проволочного материала использовалась медная проволока марки M1 диаметром 0,46 мм, покрытая гальваническим способом слоем серебра толщиной 9 мкм. Проволока была навита в спираль с индексом ~10 и шагом равным диаметру спирали. Из спирали формировалась заготовка размерами 12×12×100 мм, затем она помещалась в пресс-форму, и методом прессования в металлическом штампе изготавливалась заготовка для последующей пайки размерами 12×12×15 мм и пористостью 70%. Для получения габаритных деталей изготавливали несколько заготовок из проволочного материала и собирали их в одну единую деталь.
2) Затем заготовки поочередно запрессовывались в канал детали из меди марки M1. Отверстие канала имело размеры 12×12 мм и длиной 150 мм. Таким образом, в канале разместилось 10 заготовок из проволочного материала. Сборка размещалась в рабочем пространстве вакуумной печи непосредственно на поде печи с обеспечением хорошего контакта, это было необходимо, чтобы нагрев происходил не только излучением, но и теплопередачей от подогреваемого пода печи в случае большой массы сборки и теплоемкости меди. Пайка происходила в вакуумной печи с вакуумом не хуже 1×10-3 мм рт. ст. по следующему режиму: ступенчатый нагрев со скоростью 10-15°С/мин с выдержкой при температуре 730…750°С - 60 мин. и с выдержкой при температуре пайки 800-840°С - в течение 2…7 мин. Охлаждение полученной детали происходило при отключении печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ДЕТАЛИ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2017 |
|
RU2663389C1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2279957C1 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ ПАЙКИ ЭЛЕМЕНТОВ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 2009 |
|
RU2405663C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПРОВОЛОКИ | 2013 |
|
RU2557378C2 |

Изобретение может быть использовано при изготовлении фильтрующих и теплообменных элементов из проволочного материала, в частности при соединении пайкой детали из медного проволочного материала с деталью из меди. Предварительно наносят на медную проволоку покрытие из серебра, осуществляют ее навивку в спираль и прессование заготовки из проволоки. Устанавливают заготовку в контакте с медной деталью и проводят совместный нагрев полученной заготовки и медной детали при температуре 800÷840°С в защитной среде с получением спаев в местах контакта между витками проволоки и детали из меди. Изобретение обеспечивает получение неразъемного соединения жесткой и прочной пористой детали из проволоки с деталью из меди. Возможно получение равномерного распределения проволочного материала по объему готовой детали. 2 з.п. ф-лы, 3 ил.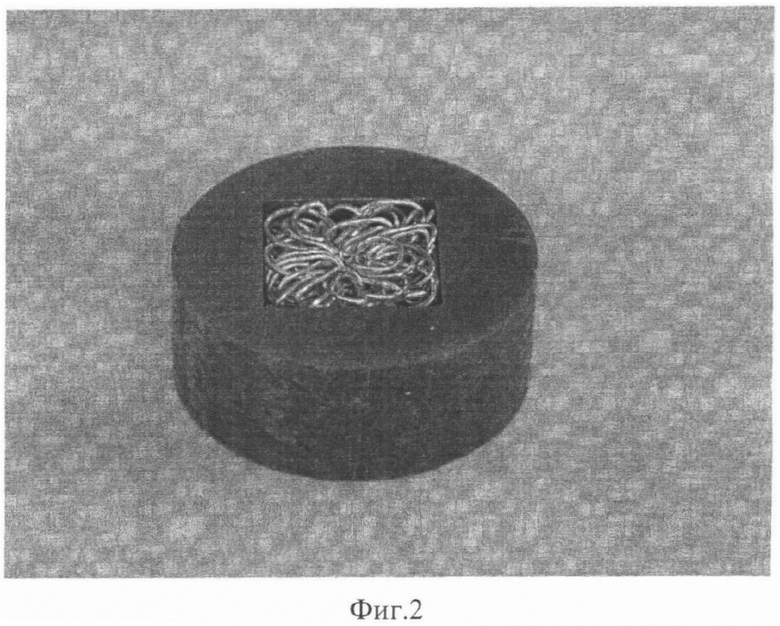
1. Способ получения неразъемного соединения пайкой детали из медного проволочного материала с деталью из меди, заключающийся в предварительном нанесении на медную проволоку покрытия из серебра, навивки ее в спираль, прессовании заготовки из проволоки, установке ее в контакте с медной деталью и последующем совместном нагреве полученной заготовки и медной детали при температуре 800÷840°С в защитной среде.
2. Способ по п. 1, отличающийся тем, что на контактную поверхность детали из меди наносят серебро.
3. Способ по п. 1 или 2, отличающийся тем, что толщина слоя серебра составляет 3-25 мкм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ДЕТАЛИ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2017 |
|
RU2663389C1 |
| Способ соединения с фланцами пайкой | 1974 |
|
SU497102A1 |
| Холодильное устройство к вращательной печи для обжига цемента, руд и яр | 1934 |
|
SU50188A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

