Предлагаемое изобретение (далее - Изобретение) относится к области производства материалов с повышенной температурой эксплуатации, а также к области техники горячего прессования, при котором происходит одновременно прессование и спекание порошков, что позволяет получать фактически беспористые изделия не только из металлов, но и изделия из карбидов, боридов и других сверхтвердых материалов; и к термомеханическому классу сварки, осуществляемому с использованием тепловой энергии и давления.
Изобретение предполагает получение готовых изделий путем объединения нескольких последовательно припекаемых деталей в одно целое и может быть использовано при изготовлении габаритных и изделий сложного профиля. Наибольший эффект от применения изобретения ожидается в производстве высокотемпературных изделий из бескислородных типов керамики, таких как карбиды, нитриды и бориды, а также металлов W, Мо, Та, Nb и их сплавов, в том числе высокоэнтропийных.
Традиционные методы спекания таких типов керамики и металлов весьма затруднительны. Поэтому используют новый, инновационный метод искрового плазменного спекания (SPS) - впервые разработанный японской компанией Sumitomo Coal Mining Co., Ltd. и широко распространенный в США, ФРГ и других развитых странах. В основе процесса лежит модифицированный метод горячего прессования, при котором электрический ток от специального генератора импульсов постоянного тока пропускается непосредственно через пресс-форму и прессуемую заготовку. Длительность одиночного импульса составляет 3 мс. Используется последовательность из 12 импульсов, а затем выключение тока на время, равное по длительности продолжительности двух импульсов.
Спекание проводят в вакууме или в защитной атмосфере аргона при высоких температурах при одновременном приложении к образцу давления по одноосной схеме, что позволяет осуществлять очень быстрый нагрев и исключительно малую продолжительность рабочего цикла. При этом не происходит рост зерна и открывается возможности для создания материалов с ранее недоступными композициями и наномасштабным зерном, что придает им необычные свойства. Электрический ток проходит непосредственно через спекаемый порошковый образец, обладающий электрической проводимостью, между частицами порошка происходят разряды и возникает искровая плазма, которая способствует их очистке и разогреву и при последующем одноосном сжатии образуется заготовка высокой плотности и прочности. Нагрев контактов происходит за малый промежуток времени, так что спекание образца в целом происходит при температурах на (200÷400)°С ниже температур спекания такого же образца обычными методами.
Известно, что при выполнении операции прессования высота засыпки исходного порошка в разы превосходит высоту спрессованного изделия. В случае искрового плазменного спекания высота засыпки примерно в два раза больше высоты образца, уплотненного после спекания. Именно это обстоятельство, ввиду небольшого объема рабочей камеры установки SPS, является ограничением для получения габаритных изделий большой высоты.
Крупногабаритные изделия сложной формы обычно изготавливают из керамических компонентов простой формы, а затем соединяют эти компоненты для получения требуемого окончательного изделия. Любое соединение является не только критическим местом, в котором требуется соблюдение прочности равной основному материалу, но и, в экстремальных условиях применения высоких температур, близких значений коэффициентов термического расширения соединяемых компонентов. Таким образом, идеальное соединение должно иметь близкие значения всех прочностных и физико-механических свойств.
Известен ряд способов соединения керамических деталей, например, таких, как пайка, диффузионная сварка, горячее прессование. Общим недостатком всех этих способов является то, что соединение по своим термомеханическим характеристикам уступает основной керамике.
Ввиду вышесказанного, существует потребность в способе соединения керамических деталей с помощью искрового плазменного спекания, который позволяет соединять керамические детали без применения материалов отличных по химическому составу от состава основной керамики. Сохранение химического состава по объему всего изделия обеспечивает ему высокие термомеханические характеристики, соответствующие требованиям новой техники.
На практике известно несколько способов выполнения таких соединений.
Существует способ, основанный на использовании в качестве соединительных материалов реагирующих прекурсоров, которые при нагревании взаимодействуют между собой, образуя тонкодисперсный хорошо спекающийся материал, по химическому составу идентичный материалу соединяемой керамики. Таким образом авторы соединяли детали из карбида кремния в (RU 2604530, МПК С04В 37/00, 2016) и из ZrB2 в работах (CN 110041090, МПК С04В 37/00, 2019).
Недостатками такого технического решения являются: высокие требования к не плоскостности соединяемых сторон, сложность равномерного размещения порошка прекурсора в месте соединения, отсутствие контроля степени превращения прекурсора в конечный продукт, сложность достижения одинаковой плотности вновь образовавшегося разделительного слоя с таковой для предварительно обожженных деталей, что может привести к возникновению напряжений и дефектов в месте стыковки.
В способе (CN 101516804, МПК С04В 37/00, 2009) предлагается выполнять соединение предварительно обожженных деталей непосредственно между собой методом искрового плазменного спекания путем приложения высокого давления на стадии «размягчения» керамики с последующим повышением температуры для полного завершения процесса соединения в твердой фазе.
Недостатками этого технического решения являются: высочайшие требования к не плоскостности сторон (менее 100 мкм), применение повышенного давления в условиях высоких температур, что усложняет технологическую оснастку для проведения искрового плазменного спекания, превышение конечной температуры соединения температуры спекания соединяемых деталей из порошков, что способствует росту кристаллов и ухудшению свойств ранее обожженных изделий.
Примером реализации следующего способа соединения является (EN 200700052, МПК С04В 37/00, 2008), в котором предварительно обожженные детали соединяют при помощи композиционной пленки, состоящей из керамических частиц исходного порошка и органического связующего. В качестве керамического порошка используется материал основы. Конечный результат соединения достигается путем твердофазного спекания с приложением давления.
Недостатками технического решения являются: высокие требования к плоскостности сторон, особенно в случаях, когда толщина соединительной пленки составляет несколько микрон, сложность и длительность операции приготовления сырой пленки, применение дополнительного обжига с целью удаления органической составляющей керамической пленки.
Наиболее близким к предлагаемому техническому решению (прототипом) является способ соединения деталей (патент EN №200700052, МПК С04В 37/00, 2008), в котором предварительно обожженные детали соединяют при помощи композиционной пленки, состоящей из керамических частиц исходного порошка удерживаемых вместе пластифицированным полимерным связующим.
Недостатком прототипа является прежде всего наличие этой пленки и других органических компонентов, которые включают полимерные связующие, пластификаторы, диспергаторы, растворители и т.д., требующие своего удаления для получения прочного соединения керамических частиц. Кроме того, у прототипа существуют следующие ограничения:
1) на величину давления (меньше 5 Мпа), чтобы не разрушить пленку с керамическими частицами в сыром виде;
2) на удельную поверхность керамических частиц, которая должна быть в диапазоне от 2 до 10 м2/г;
3) на средний размер керамических частиц от 0,1 до 1,0 мкм;
4) на максимальное отклонение от плоскостности соединяемых спеченных деталей, которое должно быть меньше 500 мкм;
5) на предпочтительную толщину сырого соединительного материала от 5 мкм до 1 мм;
6) на температуру соединения, которая должна быть меньше температуры спекания примерно на 100°С.
Предлагаемый нами аддитивный способ получения габаритных изделий из токопроводящей керамики методом искрового плазменного спекания свободен от этих недостатков и ограничений.
Разработка предлагаемого аддитивного способа направлена на решение технической проблемы: обеспечить способ образования соединения между первым спеченным изделием, из проводящего материала и порошковым слоем того же материала (без посторонних добавок), который, бы спекался при этом соединении, образуя химически и механически единое целое с первым спеченным изделием. Кроме того, желательно, чтобы после образования такого соединения не оставалось различимого межфазного слоя и полученный двухслойный материал проявлял сравнимую стабильность в термодинамических циклах.
Техническим результатом предлагаемого решения является:
- наращивание первой предварительно обожженной электропроводящей детали, используемой как один из электродов, слоем из керамических частиц исходного порошка, зажатым вторым электродом из графита и совместно спеченных при пропускании импульсного электрического тока. При этом тепловая энергия выделяется в основном в порошковом слое и определяется как:
где I(τ) - электрический ток, изменяющийся от времени, R(τ) - электрическое сопротивление компакта, изменяющееся от времени, М - масса компакта.
- получение габаритных изделий сложной геометрической формы из токопроводящей керамики при максимальном использовании объема (размеров) рабочей камеры установки SPS.
В качестве токопроводящей керамики могут быть использованы карбиды, бориды SiC, TiC, ТаС, Zr2B, HfB2, а также металлы W, Мо, Та, Nb и их сплавы, в том числе высокоэнтропийные.
В способе первую деталь получают из исходного порошка методом SPS, помещают ее в пресс-форму и наращивают ее высоту путем засыпки порошка близкого по массе порошку, который использовался для формования первой детали. Порошок располагают между торцом первой спеченной детали и графитовым электродом и проводят повторно операцию искрового плазменного спекания. Вновь полученную деталь, объединенную из двух частей, помещают в пресс-форму, насыпают порошок такой же массы и вновь проводят операцию искрового плазменного спекания и т.д.
В способе активное соединение спеченной детали и исходного порошка происходит за счет того, что у порошка более высокое электросопротивление по сравнению с электросопротивлением уже спеченной детали. Поэтому происходит его нагревание на контактных границах частиц до более высоких температур, а консолидация активированной сплошной и порошковой частей происходит в результате одноосного сжатия.
Подлежащую в предлагаемом способе соединению поверхность обожженной детали активируют либо химическим методом, либо пескоструйной или электроэрозионной обработкой и очищают спиртом.
Такой аддитивный способ позволяет изготавливать габаритные изделия сложной геометрической формы с максимально возможным использованием объема рабочей камеры установки SPS с достижением высоких прочностных и физико-химических свойств, присущих основному материалу соединяемых деталей.
Сущность технического решения поясняется нижеследующим описанием и прилагаемыми фигурами.
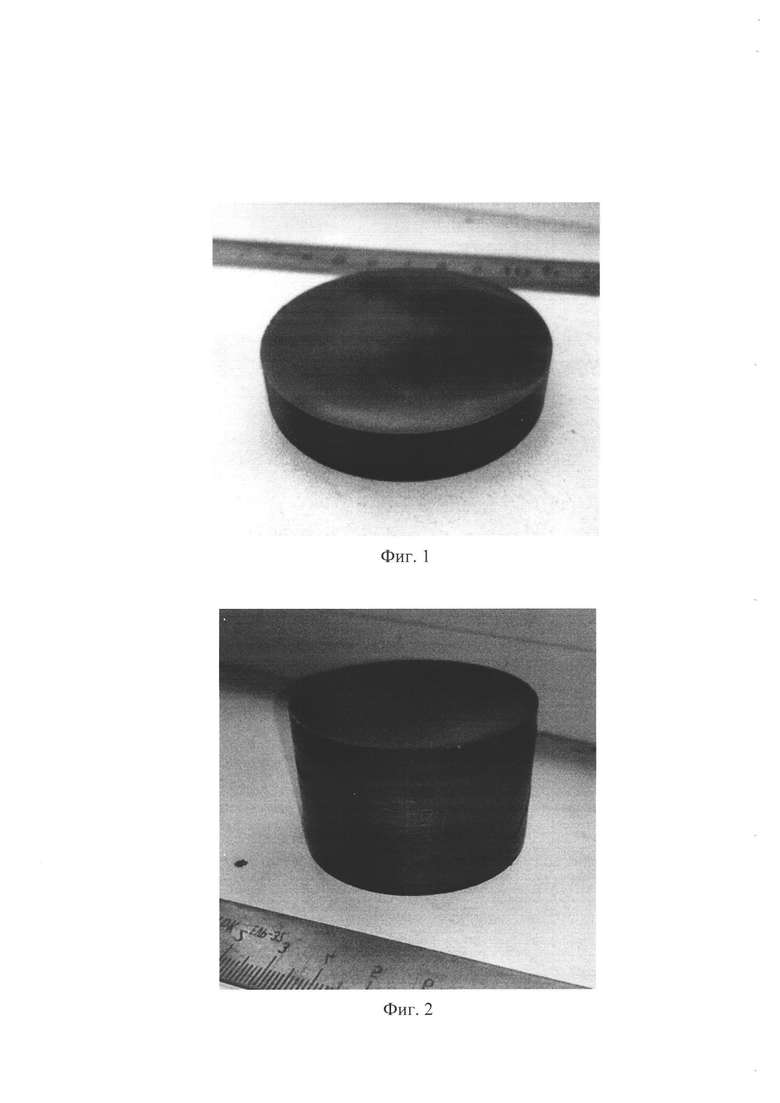
На Фиг. 1 показана спеченная методом SPS деталь 1 из порошка на основе диборида циркония (после электроэрозионной обработки).
На Фиг. 2 показан припеченный аддитивным методом SPS порошок на основе диборида циркония к детали 1 (после электроэрозионной обработки).
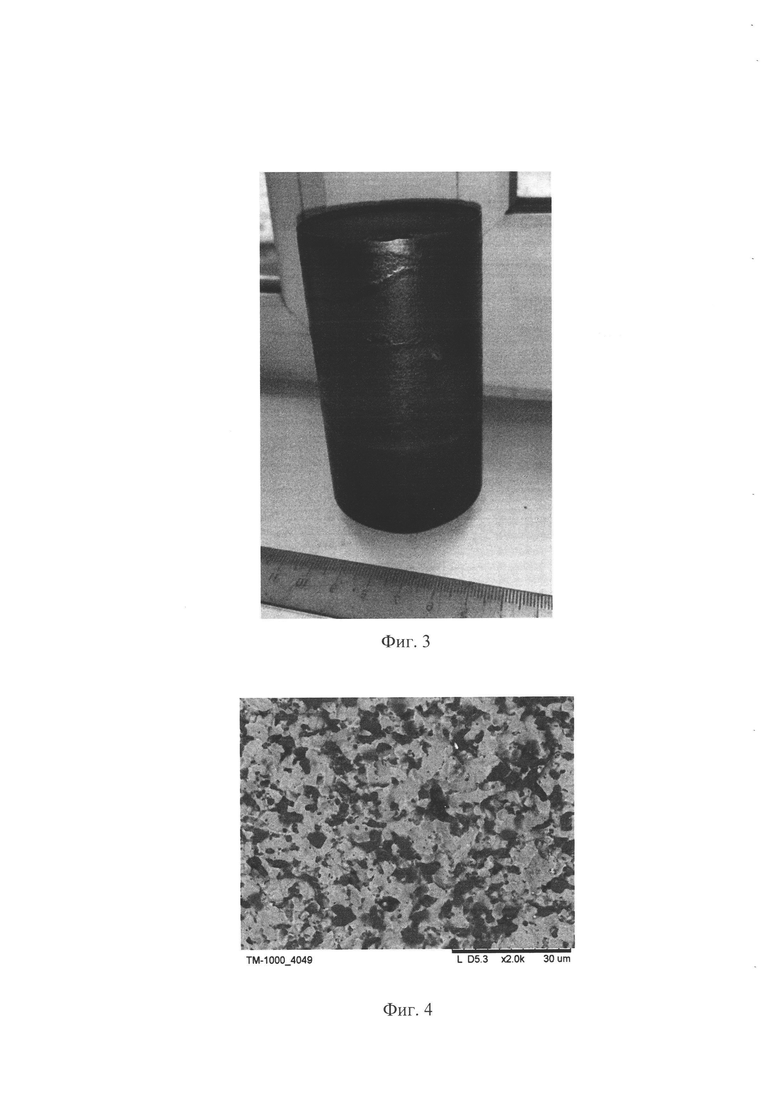
На Фиг. 3 показан припеченный аддитивным методом SPS порошок на основе диборида циркония к детали 2 (без электроэрозионной обработки).
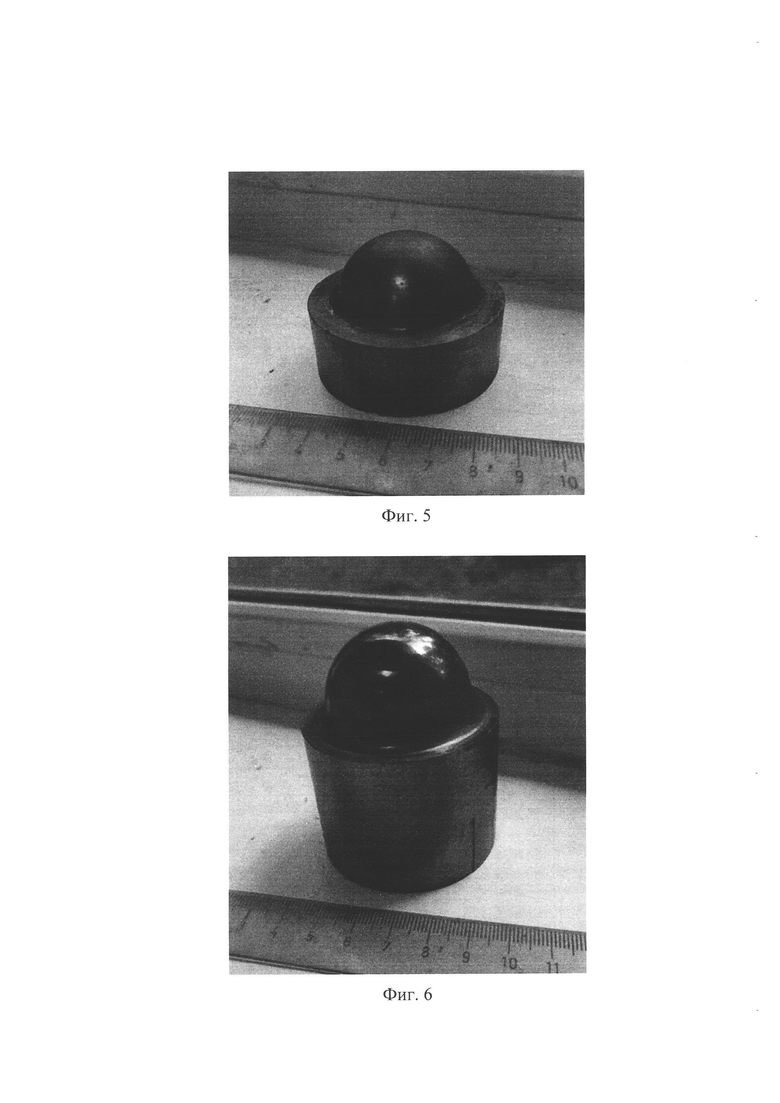
На Фиг. 4 показана микроструктура спеченного методом SPS порошка на основе диборида циркония.
На Фиг. 5. показана спеченная методом SPS деталь с полусферической поверхностью из порошка диборида циркония.
На Фиг. 6 показано изделие из порошка на основе диборида циркония, полученное из двух деталей (сплошной и пористой) аддитивным способом SPS (без электроэрозионной обработки).
Достижение технического результата, обеспечиваемого аддитивным способом получения изделий электропроводящей керамики методом искрового плазменного спекания, включающим предварительный обжиг соединяемых деталей, размещения между соединяемыми деталями порошка материала основы, базируется на том, что при получении изделия только первую соединяемую деталь подвергают предварительному спеканию, а вторую и последующие детали получают путем засыпки порошка исходной керамики в форму, в которой одним из электродов служит уже предварительно спеченная деталь, с последующим проведением совместного электроискрового плазменного спекания. Время спекания выбирается таким образом, чтобы успел произойти нагрев всего пористого слоя.
Для многократного использования графитовой формы необходимо, чтобы величины коэффициентов теплового расширения проводящего спекаемого материала и графита были близки друг другу.
Хотя на электрических контактах при прохождении мощных импульсов тока наблюдаются искры, поверхность соприкосновения обожженной детали с порошком дополнительно активируют электроэрозионным способом или путем пескоструйной обработки и очищают спиртом.
Проводящие детали с выпуклой криволинейной поверхностью должны сопрягаться с вогнутой криволинейной поверхностью графитового электрода, чтобы толщина слоя спекаемого порошка между ними сохранялась одинаковой. Наоборот, если у детали вогнутая поверхность, то у сопрягаемой поверхности электрода должна быть выпуклая криволинейная поверхность, чтобы толщина подлежащего спеканию слоя порошка между ними сохранялась одинаковой.
Первую соединяемую деталь подвергают предварительному обжигу до плотности на (2÷6)% меньше конечной плотности готового изделия в зависимости от требуемого для него количества соединяемых деталей и числа соответствующих спеканий.
Возможность воспроизведения настоящего изобретения и реализации способа с достижением указанного технического результата поясняют нижеследующие примеры конкретного выполнения изделий из токопроводящей керамики методом искрового плазменного спекания.
Пример 1 - соединение двух деталей
Деталь 1
Навеску композиционного порошка на основе ZrB2 в количестве 360 г помещают в графитовую форму диаметром 60 мм установки искрового плазменного спекания Labox 1575, откачивают воздух до 6Па, производят предварительное уплотнение до давления 5 МПа, выполняют нагрев со скоростью 20°С/мин до температуры 1600°С на поверхности графитовой пресс-формы при одновременном повышении давления до 30 МПа, производят выдержку таких условий в течение 7 мин, после чего установку плавно охлаждают с такой же скоростью 20°С/мин до комнатной температуры. Обожженная 1-я деталь (Фиг. 1) имеет размеры 30×60 мм и относительную плотность больше 90% и электрическую проводимость близкую по величине к электрической проводимости графита, используемого для изготовления формы и электродов.
Деталь 2 (Готовое изделие)
В графитовую форму с внутренним диаметром 60 мм помещают обожженную деталь 1, предварительно обработанную в месте будущего соединения электроэрозионным методом и очищенную этиловым спиртом, сверху засыпают 360 г композиционного порошка на основе ZrB2, помещают в установку Labox 1575, откачивают воздух до 6Па, производят предварительное уплотнение до давления 5МПа и выполняют нагрев со скоростью 20°С/мин до температуры 1600°С при одновременном повышении давления до 30 МПа, производят выдержку в течение 9 мин, после чего установку охлаждают с той же скоростью 20°С/мин до комнатной температуры. Готовое изделие, состоящее из двух деталей (Фиг. 2), имеет размеры 60×60 мм и относительную плотность более 90%.
Пример 2 - соединение трех деталей
Деталь 1
Навеску композиционного порошка на основе ZrB2 в количестве 360 г помещают в графитовую форму диаметром 60 мм установки искрового плазменного спекания Labox 1575, откачивают воздух до 6Па, производят предварительное уплотнение до давления 5 МПа и выполняют нагрев со скоростью 20°С/мин до температуры 1600°С при одновременном повышении давления до 30 МПа, производят выдержку в течение 5 мин, после чего установку плавно охлаждают до температуры 50°С. Обожженная 1-я деталь (Фиг. 1) имеет размеры 30×60 мм и относительную плотность более 90%.
Деталь 2
В графитовую форму помещают обожженную деталь 1, предварительно обработанную по форме электрода и в месте будущего соединения активированную электроэрозионным методом и очищенную спиртом, затем сверху засыпают 360 г композиционного порошка на основе ZrB2 и производят предварительное уплотнение под давлением 5МПа, откачивают воздух до 6Па и выполняют нагрев со скоростью 200°С/мин до температуры 1600°С при одновременном повышении давления до 30 МПа, производят выдержку в течение 7 мин, после чего установку плавно охлаждают до температуры 50°С. Обожженная деталь 2 (Фиг. 2), состоящая из двух деталей, имеет размеры 60×60 мм и относительную плотность 98%.
Полученную деталь 2 обрабатывают со всех сторон электроэрозионным методом для плотного контакта с окружающим графитом и активации поверхности, к которой засыпают навеску композиционного порошка на основе ZrB2 в количестве 360 г. Затем производят предварительное уплотнение порошка электродом под давлением 5 МПа, откачивают воздух до 6 Па, выполняют нагрев со скоростью 20°С/мин до температуры 1600°С при одновременном повышении давления до 30 МПа, производят выдержку в течение 9 мин, после чего установку плавно охлаждают с такой же скоростью 20°С/мин до комнатной температуры. Готовое изделие, состоящее из трех деталей (Фиг. 3), имеет размер 90×60 мм и относительную плотность более 90%. Готовое изделие в местах соединения имеет однородную микроструктуру (Фиг. 4), не отличающуюся от микроструктуры основы. При испытаниях прочности на трехточечный изгиб разрушение происходило по основному материалу, а не по месту соединения и получены значения прочности (170÷200) МПа.
Таким образом, предлагаемый аддитивный способ последовательного наращивания высоты заготовки исходным порошком и спеканием полученных слоев методом SPS, позволяет получать высококачественную токопроводящую керамику при максимальном использовании высоты рабочей камеры установки искрового плазменного спекания.
Пример 3 - соединение деталей с криволинейной формой
Поверхность соприкосновения обожженной детали с порошком может иметь криволинейную форму, например, в виде полусферы (Фиг. 5).
Дальнейший аддитивный способ спекания методом SPS такой детали можно осуществлять как с плоской, так и с криволинейной поверхностей после их активации и очистки. Добавление порошкового слоя к плоской поверхности детали происходит аналогично примеру 1. Для добавления порошкового слоя к выпуклой криволинейной поверхности порошок располагали между ней и графитовым электродом, поверхность которого, обращенная к порошку имела вогнутую криволинейную поверхность. Таким образом, толщина спекаемого слоя порошка сохранялась одинаковой между криволинейными поверхностями детали и электрода. В результате такого аддитивного способа SPS получено изделие, показанное на Фиг. 6.
Предлагаемый аддитивный способ можно осуществлять на любом известном SPS оборудовании, что, наряду с достигнутым положительным техническим и экономическим результатом, позволяет сделать вывод о целесообразности его широкого внедрения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАВЫСОКОТЕМПЕРАТУРНЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2588079C1 |
| Композиционный керамический материал для режущих инструментов | 2024 |
|
RU2827207C1 |
| Композиционный керамический материал для режущих инструментов | 2024 |
|
RU2827754C1 |
| Композиционный керамический материал для режущих инструментов | 2024 |
|
RU2824553C1 |
| Способ получения ультравысокотемпературного керамического композита MB/SiC, где M = Zr, Hf | 2016 |
|
RU2618567C1 |
| Композиционный керамический материал для режущих инструментов | 2024 |
|
RU2827204C1 |
| Способ изготовления жаропрочного никелевого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ЖС6У в осветительном керосине | 2023 |
|
RU2816973C1 |
| Способ получения спеченных изделий из электроэрозионных порошков на основе алюминиевого сплава АД0Е | 2023 |
|
RU2812059C1 |
| Способ изготовления жаропрочного никелевого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ЖС6У в дистиллированной воде | 2022 |
|
RU2807399C1 |
| Способ получения бронзовых электродов для процессов электроискрового легирования | 2022 |
|
RU2802616C1 |
Способ относится к технике горячего прессования с одновременным спеканием порошков и к термомеханическому классу сварки с использованием тепловой энергии и давления. Аддитивный способ получения габаритных изделий из токопроводящих материалов методом искрового плазменного спекания включает предварительный обжиг соединяемых деталей, размещение между соединяемыми деталями порошка материала основы, при этом только первую соединяемую деталь подвергают предварительному спеканию, а вторую и последующие детали получают путем засыпки порошка исходной керамики в форму, в которой одним из пуансонов служит уже спеченная деталь, с последующим проведением совместного электроискрового плазменного спекания. Спекание проводят в вакууме или в защитной атмосфере аргона при высоких температурах, выделяемых в порошке. Готовые изделия (карбиды, бориды - SiC, TiC, ТаС, ZrB2, HfB2, металлы - W, Mo, Та, Nb и их сплавы, в том числе высокоэнтропийные) получают путем объединения нескольких последовательно припекаемых деталей и порошковых слоев в одно целое. 4 з.п. ф-лы, 6 ил.
1. Аддитивный способ получения изделий электропроводящей керамики методом искрового плазменного спекания, включающий получение первой детали из керамического порошка методом искрового плазменного спекания, помещение полученной первой детали в пресс-форму и наращивание ее высоты путем засыпки порошка, используемого для формирования первой детали, и проведения повторной операции искрового плазменного спекания, при этом порошок располагают между торцом сформированной первой детали, которая используется как один из электродов, и вторым электродом из графита, получение объединенной детали, являющейся готовым изделием, или получение объединенной детали, ее повторное помещение в пресс-форму и повторение указанного выше процесса наращивания требуемое количество раз.
2. Аддитивный способ по п. 1, отличающийся тем, что до начала операции соединения поверхность соприкосновения обожженной детали с порошком активируют электроэрозионным способом и очищают спиртом.
3. Аддитивный способ по п. 1, отличающийся тем, что до начала операции соединения поверхность соприкосновения обожженной детали с порошком активируют за счет пескоструйной обработки и очищают спиртом.
4. Аддитивный способ по п. 1, отличающийся тем, что для детали с выпуклой криволинейной поверхностью сопрягаемая поверхность электрода должна иметь вогнутую криволинейную поверхность, чтобы толщина слоя порошка между ними сохранялась одинаковой, и наоборот, если у детали вогнутая поверхность, то у сопрягаемой поверхности электрода должна быть выпуклая криволинейная поверхность, чтобы толщина слоя порошка между ними сохранялась одинаковой.
5. Аддитивный способ по п. 1, отличающийся тем, что первую соединяемую деталь подвергают предварительному обжигу до плотности на (2÷6) % меньше конечной плотности готового изделия в зависимости от количества соединяемых деталей.
| СПОСОБ ЛОКАЛЬНОЙ НАПЛАВКИ ПОВРЕЖДЕННОЙ ТЕРМОМЕХАНИЧЕСКОЙ ДЕТАЛИ И ДЕТАЛЬ, ВЫПОЛНЯЕМАЯ ТАКИМ ОБРАЗОМ, В ЧАСТНОСТИ ДЕТАЛЬ ТУРБИНЫ | 2012 |
|
RU2598018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНО-ТИТАНОВОГО ТОКОПРОВОДЯЩЕГО ЭЛЕМЕНТА | 2014 |
|
RU2582867C1 |
| ИСТИРАЕМОЕ ПОКРЫТИЕ ПЕРЕМЕННОЙ ПЛОТНОСТИ | 2016 |
|
RU2728166C2 |
| US 9102015 B2, 11.08.2015 | |||
| US 20190024738 A1, 24.01.2019 | |||
| DE 102016004548 A1, 19.10.2017. | |||

