Изобретение относится к способам изготовления гермопроходников на основе спаев стекол с металлами с обеспечением вакуумной плотности, т.е. с обеспечением скорости натекания по гелию через спай не более 8•10-7 л.мкм.рт.ст/с, что соответствует натеканию 13 см гелия при нормальных климатических условиях за 31 год [1] и может быть использовано при создании коммутационных устройств для передачи электрических сигналов, например, пирометрии через гермоперегородки из зон с низким или высоким давлением в зону (отсек) с нормальными климатическими условиями, в которой размещаются регистрирующая аппаратура и операторы.
Известно [1, 2, 3] что для получения надежных вакуумно-плотных спаев стекла с металлом необходимо: правильно выбрать марку стекла и марку сплава для вводов и корпуса с учетом их величин коэффициента линейного теплового расширения (к.л.т.р); выбрать оптимальный класс шероховатости обработки металлических поверхностей вводов и корпусов под спай для обеспечения прочной связи (адгезии) между сопрягаемыми поверхностями стекло-металл; чтобы геометрические размеры и конфигурация спая не создавали опасных для целостности спая напряжений и строго выдерживать технологические приемы спаивания.
Наиболее часто встречающиеся сочетания к.л.т.р. (α) материалов [1]
α1= α2> α3 (a)
α1> α2= α3 (б)
α1= α3> α2 (в)
где
α1 к.л.т.р. материала корпуса;
α2 к.л.т.р. материала стеклоизолятора;
α3 к.л.т.р. материала ввода.
В [2, 3] рекомендуется для получения качественного спая сопрягаемые под спай поверхности вводов и корпуса изготавливать с обеспечением класса шероховатости в пределах 5.7 классов чистоты по
ГОСТ 2789-59 или с высотой микронеровностей от 0,8.1,6 мкм по новой редакции ГОСТ 2789-73.
В [2] сообщается, что вопрос об оптимизации качества поверхности вводов и корпуса под спай еще должен получить качественную оценку, например, в виде величины средней квадратичной высоты неровностей поверхности. С другой стороны, чем шероховатее поверхность, тем лучше ее сцепление со стеклом, но при этом необходимо помнить, что шероховатая поверхность легко загрязняется, а очистка ее под спай представляет собой дорогостоящую трудоемкую технологическую операцию.
Поскольку поверхности под спай вводов и корпуса после механической обработки представляют собой произвольное чередование микрогребешков и микровпадин, высота которых определяется выбранным классом шероховатости, то для улучшения качества спаев было решено рассмотреть возможность упорядочения профиля микровпадин и микрогребешков, так чтобы он благоприятствовал смачиванию стеклом при спаивании и который был бы стабилен в пределах ширины зоны спая, и как наилучший вариант выбирался по желанию разработчика-конструктора гермопроходника.
Основным недостатком технологического процесса изготовления вакуумно-плотных спаев является низкий процент выход годных по герметичности - до 40%
Процент выхода годных сокращается почти в два раза после проведения обязательных испытаний на воздействие тренировочных теплосмен согласно технических условий на гермопроходники, например, от минус 60oC до 100, 200, 300oC.
Поскольку все материалы, из которых изготавливаются элементы конструкции гермопроходника вакуумноплотны, то, очевидно, разгерметизация происходит по поверхностям сопряжения стекло-металл. В [2] указывается, что при спаивании стекол с металлами, кроме явления обычного смачивания, имеет место, при охлаждении в электропечи, также вдавливание еще пластичных сопрягаемых поверхностей стеклоизолятора в микрорельеф сопрягаемых поверхностей вводов и корпуса. Это явление имеет место как при согласовании к.л.т.р. примененных материалов "согласованный" спай "a" вариант по сочетаниям к.л.т.р. так и в случае, когда к. л.т.р. сплавов вводов и корпуса превышают к.л.т.р. стекла стеклоизолятора "сжатый" спай "b" вариант по сочетаниям к.л.т.р. В случае "согласованного" спая вводы и корпус при охлаждении в электропечи охлаждаются быстрее стеклоизолятора, при этом имеет место эффект "сжатия", т.к. сплавы имеют более высокие значения теплопроводности и более низкие значения теплоемкости. В случае "сжатого" спая, кроме этого, имеют место дополнительные усилия сжатия со стороны корпуса на стеклоизолятор и стеклоизолятора на вводы. По этой причине "сжатые" спаи более прочные, чем "согласованные".
При изучении литературы оказалось, что в Ленинградском, ныне Санкт-Петербургском, институте точной механики и оптики разработан способ увеличения до 100% сопрягаемых поверхностей пар трения без увеличения их габаритных размеров [4]
Способ образования микрорельефа защищен авт.св. N 135095 [5] Этот способ обеспечивает регулирование управление не только формой и размерами обрабатываемых деталей, не только размерами шероховатостей, но и формой шероховатостей и их взаимным расположением. После виброобкатывания шариком на токарном станке обработанная поверхность представляет чередующиеся скругленные выступы и впадины, показанные схематично на фиг. 1. Во впадинах такой формы хорошо удерживается смазка, а выступы с радиусами округлении имеют минимальную степень приработки в случае пары трения типа каретка-стойка оптического прибора. Если условно принять, что стекло при температуре спаивания по вязкости близко к вязкости смазки при нормальной температуре, то следует рассчитывать на улучшение смачиваемости стеклом обработанных по указанному способу поверхностей под спай.
Так как для образования микрорельефа (фиг. 1) необходимо выполнить несколько переходов, т.е. его образование отличается повышенной трудоемкостью, то под спай стекло-металл был выбран микрорельеф, получаемый за один проход и состоящий из чередующихся канавок, обработанных шариком, и поверхностей между ними, полученных механической обработкой. Схематично профиль такого микрорельефа показан на фиг. 2.
В этом случае, в зависимости от ширины (высоты) зоны спая и его диаметра, оцениваем увеличение поверхностей сопряжения под спай как на 35.50% За счет этого следует ожидать и снижений напряжений, действующих в гермопроходнике после спаивания, что косвенно может привести к повышению надежности гермопроходников, в том числе и при испытаниях на теплосмены.
По аналогии с пайкой припоями [6] на внутренней поверхности корпуса гермопроходника действуют напряжения:
радиальные: σr= -P/L (1),
и тангенциальные: σθ= P(R2+r2)/L(R2-r2) (2).
В стеклоизоляторе действуют радиальные и равные им по величине тангенциальные напряжения: sP/L (3),
где
P сила, определяющая напряжения в стеклоизоляторе и корпусе;
L ширина (высота) зоны спая;
R наружный радиус корпуса;
r радиус спая (внутренний радиус корпуса наружный диаметр стеклоизолятора).
В формулы 1, 2, 3 следует ввести коэффициент k=1,35.1,5 и тогда
σr= -P/kL; σθ= P(R2+r2)/kL(R2-r2); σ = P/kL
Целью настоящего изобретения является повышение процента выхода годных гермопроходников.
Цель достигается тем, что в пределах рассчитанной разработчиком ширины (высоты) зоны спая удается увеличить размер сопрягаемых поверхностей под спай.
Сущность изобретения состоит в том, что на сопрягаемые под спай металлические поверхности наносят микрорельеф, состоящий из чередующихся канавок в пределах высоты микронеровностей) в соответствии с необходимым классом шероховатости и поверхностей (площадок) между ними, полученных механической обработкой в соответствии с тем же классом шероховатости.
На фиг. 3 показан гермопроходник, состоящий из корпуса 1, стеклоизолятора 2, вводов 3 и собранный на графитовом вкладыше 4 и подставке 5 для спаивания.
Для подтверждения указанных выше предположений изготавливали гермопроходники с диаметром спая по стеклоизолятору 10, 30 и 50 мм по 10 шт. каждого типа. В каждом гермопроходнике имелось по 4 ввода диаметром 1,5 мм. Корпус изготавливали из сплава 47 НД, стеклоизолятор из стекла С 72-4 и вводы из сплава 38 НКД [7] "a" вариант по сочетаниям к.л.т.р. Микрорельеф наносили на внутреннюю поверхность корпуса 1 под спай, так как практически (до 50%) брак по герметичности имеет место по линии стеклоизолятор корпус. Этот факт объясняется "масштабным" фактором: так как размеры стеклоизоляторов и корпусов значительно превышают размеры вводов, то в них возникает и большее количество дефектов.
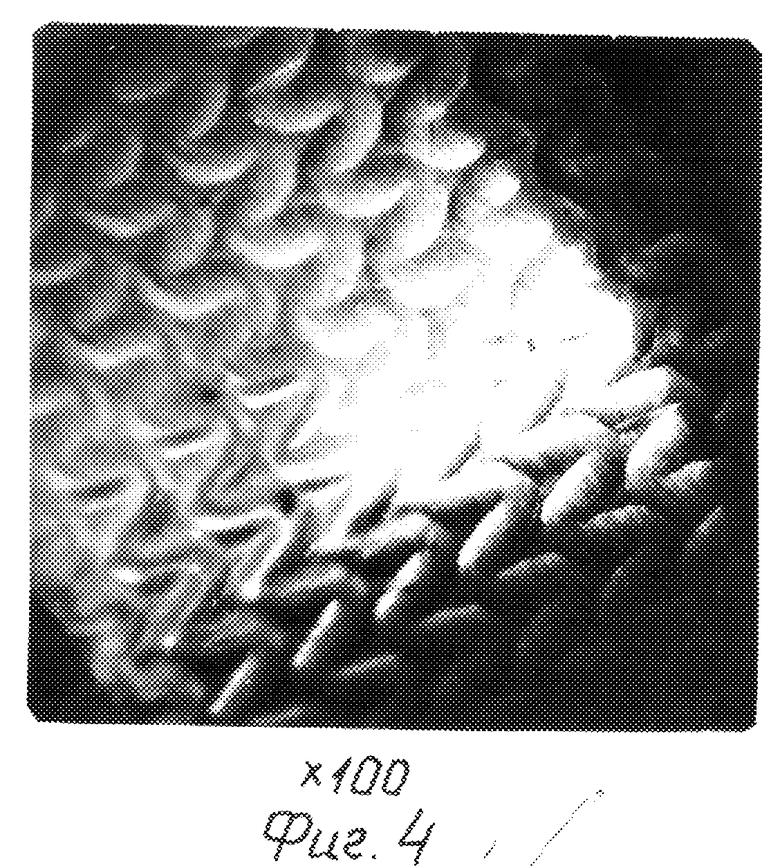
Микрорельеф на внутреннюю поверхность корпуса 1 в месте спая наносили на токарно-винторезном станке 1Е61-МТ металлическим шариком с радиусом сферы 1,0 мм, который был закреплен в специальную оправку, которая вместо резца устанавливалась, в свою очередь, в резцедержатель и закреплялась в нем как резец сбоку к оправке подводилась синусоидальная вибрация с амплитудой 1 мм. Источник устройство синусоидальной вибрации представляет собой электромоторчик с эксцентриком. Регулируя смещение эксцентрика^ устанавливали необходимую величину амплитуды. Подача S=0,008.0,0012 мм, обороты шпинделя n=60 об/мин. Усилие прижима шарика 5,4 кг через фторопластовый вкладыш. Образованный рисунок микрорельефа показан на фиг. 4.
Для изготовления гермопроходников вводы 3, стеклоизолятор 2 и корпус 1 обеспыливали, обезжиривали, а затем вводы 3 и корпус 1 еще и окисляли. Подставку 4 и графитовый вкладыш также обеспыливали, обезжиривали. После сборки гермопроходников на подставках их помещали в контейнеры для спаивания в электропечи. Для исключения переокисления при температуре спаивания в контейнер подавался очищенный аргон. Скорость подъема температуры в пределах 150.200oC, температура спая 980oC с выдержкой 10.20 мин, затем температуру снижали с той же скоростью, что и повышали. При температуре 200oC отключали подачу аргона, а затем отключали электроэнергию и при температуре 30.40oC извлекали контейнер из электропечи. После снятия крышки контейнера сборки гермопроходников также извлекали из него и проводили разборку и разбраковку по внешнему виду. На поверхностях стеклоизолятора обнаружены включения графита, не нарушающие электрических параметров, а также отсутствие в некоторых местах глянца на стеклоизоляторе, что не является браковочным признаком.
При проверке герметичности на гелиевом течеискателе ПТИ-7А у всех типов гермопроходников натекание было в пределах нормы. После проведения 10 теплосмен от минус 60oC до плюс 300oC отход по герметичности по линии стеклоизолятор-корпус составил 5-10% при этом гермопроходники диаметром 10 мм были все герметичны. При дефектации негерметичных гермопроходников диаметром 30 и 50 мм после разрезания корпуса визуально как на стеклоизоляторе, так и корпусе явных дефектов не обнаружено, вместе с тем на поверхности стеклоизолятора был виден местами микрорельеф (там, где он не был разрушен) в виде выпуклых синусоидальных поясков, располагаемых параллельно друг другу и перпендикулярно продольной оси гермопроходника.
Разработанный способ изготовления гермопроходников с нанесением микрорельефа на сопрягаемую со стеклоизолятором поверхность корпуса был применен при создании гермопроходников для резистивных и термоэлектрических, заполненных гелием или водородом, преобразователей температуры по заказу завода "ЭТАЛОН", г. Омск.
Применение гермопроходников в термопреобразователях значительно повышает их эксплуатационную надежность благодаря герметизации полости термопреобразователей от воздействия внешней среды, а следовательно, и чувствительного элемента, что, в свою очередь, повышает точность контроля температур энергетических процессов и в конечном счете, экономит энергоносители: мазут, уголь, газ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2730959C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1992 |
|
RU2014980C1 |
| ПРОВОЛОЧНЫЙ КАНАТ | 1993 |
|
RU2069711C1 |
| ТЕРМОСТОЙКАЯ ГЕРМЕТИЧНАЯ ВИЛКА | 2001 |
|
RU2219623C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОГО ПРОХОДА КАБЕЛЬНЫХ ЛИНИЙ ЧЕРЕЗ СТЕНКУ | 2016 |
|
RU2643781C1 |
| Стекло для спаивания элементов магнитных головок | 1990 |
|
SU1772089A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2021 |
|
RU2762324C1 |
| СОСТАВ ДЛЯ ПАЙКИ ТИТАНА И ЕГО СПЛАВОВ СО СТЕКЛОМ И СТЕКЛОТИТАНОВОЕ ПАЯНОЕ ИЗДЕЛИЕ | 1993 |
|
RU2074841C1 |
| ВЫСОКОВОЛЬТНЫЙ ПЕРЕХОД | 2016 |
|
RU2639307C2 |
| ТОНКОПЛЕНОЧНЫЙ ДАТЧИК ДАВЛЕНИЯ | 1988 |
|
RU2092801C1 |


Изобретение относится к области электротехники. Предложен способ изготовления гермопроходников на основе спаев стекол с металлами с механической обработкой виброобкатыванием сопрягаемых под спай поверхностей, что позволяет повысить выход годных гермопроходников. Механическую обработку проводят с нанесением микрорельефа в виде чередующихся канавок в пределах высоты микронеровностей, в соответствии с выбранным классом шероховатости, и площадок между ними, полученных механической обработкой в пределах того же класса шероховатости. Создание надежных гермопроходников, в свою очередь, позволяет повысить эксплуатационную надежность термопреобразователей и точность измерения контролируемых ими высоких температур энергетических процессов, что, в конечном счете, приведет к более экономному расходу электроносителей. 4 ил. 
Способ изготовления гермопроходника на основе спая стекла с металлом, при котором сопрягаемые под спай поверхности подвергают механической обработке, обеспыливанию, обезжириванию и проводят спай в электропечи, отличающийся тем, что механическую обработку сопрягаемых под спай металлических поверхностей проводят с нанесением микрорельефа, состоящего из чередующихся канавок в пределах высоты микронеровностей, в соответствии с выбранным классом шероховатости, и площадок между ними, полученных механической обработкой в пределах того же класса шероховатости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рот А | |||
| Вакуумные уплотнения | |||
| - М.: Энергия, 1971, с.464 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Любимов М.Л | |||
| Спаи металлов со стеклом | |||
| - М.: Энергия, 1968, с.111, рис.5-15Н, с.175 (протопит), с.280 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| М., 1970 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Шнейдер Ю.Г | |||
| Холодная безштамповая обработка металлов давлением | |||
| - Л.: Машиностроение, 1967, с.352 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство, 135095, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Батыгин В.Н | |||
| и др | |||
| Вакуумно-плотная керамика и ее спаи с металлами | |||
| - М.: Энергия, 1973, с.408 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Прецизионные сплавы с особыми свойствами теплового расширения и упругости | |||
| М.: Издательство стандартов, 1972, с.150. | |||
