Изобретение относится к обработке металлов давлением, а именно к производству проволоки.
Известен способ изготовления проволоки, заключающийся в волочении заготовки через волоки с последовательно уменьшающимся диаметром, причем в качестве заготовки берут проволоку-катанку.
Волочение от диаметра катанки, равного 7 - 19 мм, до заданного диаметра проволоки осуществляется за большое число проходов, причем после каждых несколько волочений производят промежуточный отжиг для снятия внутренних напряжений. Способ не позволяет получать биметаллическую проволоку, так как биметаллическая катанка промышленностью не производится.
Предложен способ изготовления проволоки, включающий волочение, причем в качестве заготовки берут ленточный материал, который разрезают вдоль полоски, а каждую полоску волочением сворачивают в трубу. Благодаря использованию в качестве первоначальной заготовки ленты и ее продольной резки получается большое число полосок, которые в дальнейшем обрабатываются одновременно, что обуславливает высокую производительность производства. Повышение производительности обеспечивается также выбором толщины ленты, при которой проволока заданного диаметра получается при наименьшем числе волочений и без промежуточных отжигов.
При этом в качестве заготовки может быть взята биметаллическая лента, полоски которой, полученные при продольной резке, сворачивают в трубку наружу слоем, имеющим большую токопроводность. В этом случае способ обеспечивает получение биметаллической проволоки.
Способ позволяет также производить полую проволоку, имеющую меньший вес на единицу длины.
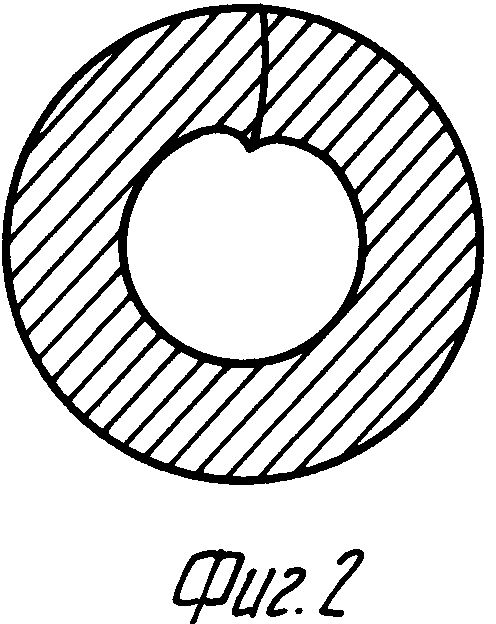
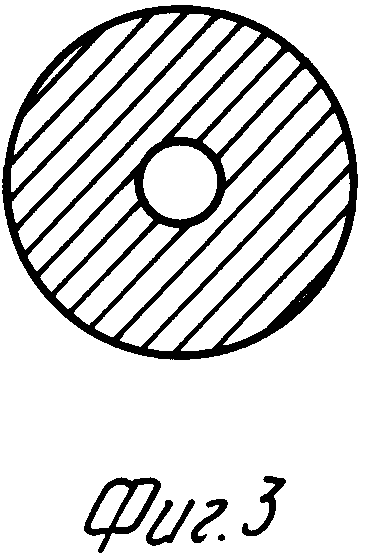
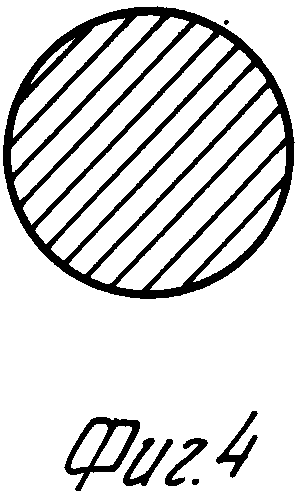
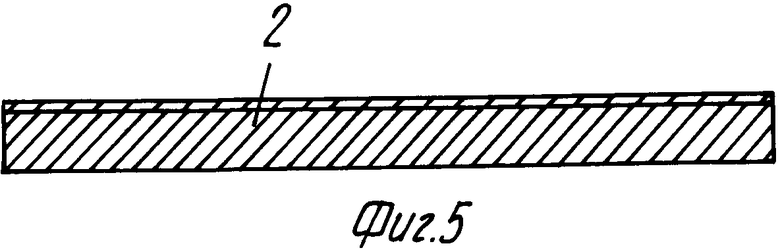
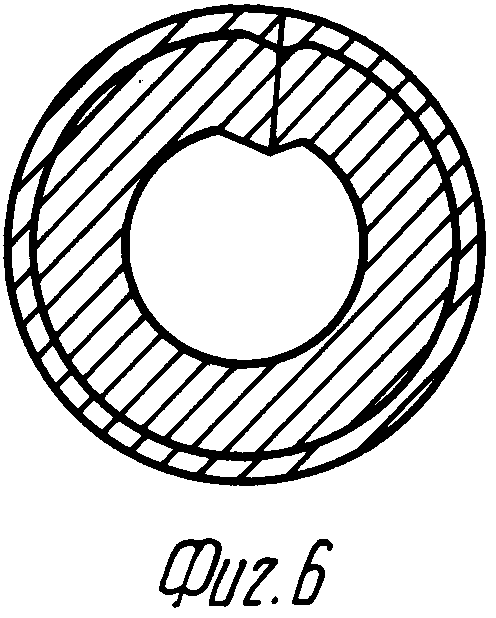
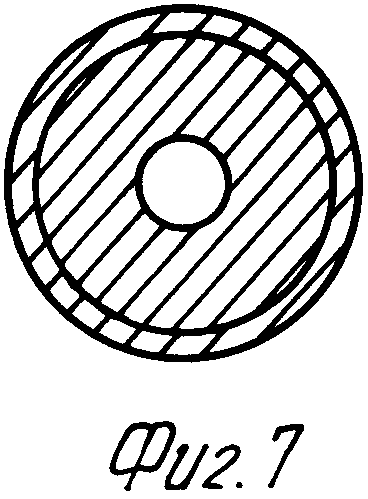
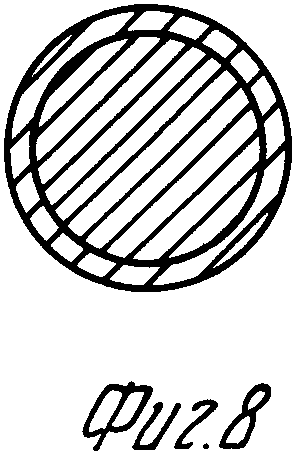
Сущность изобретения поясняется чертежами, где на фиг. 1-4 показано изменение сечения заготовки в процессе производства проволоки, на фиг. 5-8 - то же, при изготовлении биметаллической проволоки.
Металлическую ленту 1 или биметаллическую ленту 2, например, стальную с покрытием медью, режут вдоль на многорядных дисковых ножницах на полоски прямоугольного сечения (фиг. 1 и 5). Затем каждую полоску сворачивают в трубу, например, пропуская через фасонные волоки (фиг. 2 и 6). При последующем волочении через круглые волоки происходит частичное (фиг. 3 и 7) и полное заполнение внутренней полости (фиг. 4 и 8) и холодная сварка кромок. Толщину ленты выбирают минимально достаточной для получения проволоки заданного диаметра. Это позволяет сократить число волочений трубчатой заготовки на круглых волокнах и избежать промежуточных отжигов.
Пример 1. Заготовка - медная лента шириной 150 мм и толщиной 0,2 мм. Заготовку разрезают на дисковых многорядных ножницах на полоски шириной 4,5 мм. При протягивании через фасонные волоки из каждой полоски получена трубчатая заготовка наружным диаметром 1,4 мм. Дальнейшая обработка - однократное волочение на круглой волоке диаметром 1,2 мм холодным способом. Получена полая медная проволока с наружным диаметром 1,2 мм и внутренним диаметром 0,2 - 0,31 мм.
Пример 2. Заготовка - биметаллическая лента шириной 150 мм и толщиной 0,2 мм, выполненная из стали марки 11 кп, с медным покрытием толщиной 0,03 мм с одной стороны. Заготовку разрезают на дисковых многорядных ножницах на полоски шириной 3,0 мм. При протягивании через фасонные волоки из каждой полоски получена требуемая заготовка наружным диаметром 0,6 мм. Дальнейшая обработка - однократное выполнение на круглой волоке диаметром 0,5 мм холодным способом. Получена биметаллическая проволока с толщиной медного покрытия в разных точках поверхности 0,025 - 0,027 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095169C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2004 |
|
RU2259246C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2291011C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2339474C1 |
Способ относится к обработке металлов давлением и может быть использован при производстве проволоки, в том числе и биметаллической. В качестве первоначальной заготовки берут ленточный материал. Толщину ленты выбирают минимально достаточной для получения проволоки заданного диаметра. Ленточную заготовку разрезают вдоль на полоски. Перед волочением каждую полоску сворачивают в трубу. Для производства биметаллической проволоки в качестве заготовки берут биметаллическую ленту. При этом полоски, полученные при ее продольной резке, сворачивают в трубу наружу слоем, имеющим большую токопроводность. Способ позволяет сократить число волочений, отказаться от применения промежуточных отжигов и обрабатывать одновременно большое число полосок. Способ позволяет также производить полую проволоку. 1 з.п.ф-лы, 8 ил.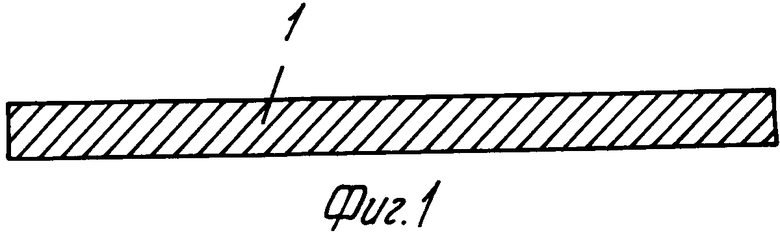
| Зиновьев А.В., Колпашников А.И., Полухин П.И., и др | |||
| Технология обработки давлением цветных металлов и сплавов | |||
| - М.: Металлургия, 1992, с | |||
| Катодный усилитель | 1923 |
|
SU492A1 |

