Изобретение относится к области производства древесных пластиков из отходов лесоперерабатывающих промышленных производств и может быть использовано в качестве строительных материалов /облицовочные плиты, покрытие полов, черепица, в производстве мебели/.
Известен способ изготовления из древесных и других растительных веществ, при котором древесные частицы помещают в герметичную пресс-форму, нагревают без доступа воздуха и выхода паров и газов под давлением 1 - 50 МПа и выдерживают при максимальном давлении от 3 до 70 минут (SU, авт. св. N 38290, кл. E 04 C 2/10, 1934 г.).
Недостатком этого способа является низкое значение физико-механических и эксплуатационных характеристик получаемых изделий.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления строительных изделий из древесных пластиков, включающий измельчение древесины, нагрев ее до 170 - 270oC и прессование в герметичной пресс-форме без доступа воздуха и выхода паров и газов при давлении 5 - 50 МПа в течение 3 - 70 мин /SU, авт. св. N 38070, кл. E 04 C 2/10, 1934 г./.
Указанные способы имеют следующие недостатки:
сложность решения вопроса герметизации пресс-формы при горячем прессовании под давлением, нестабильность свойств изделий при нарушении, хотя бы частичном, герметизации, появление открытой пористости при использовании пониженного прессования, при котором проще обеспечить герметизацию. Наличие открытых пор ухудшает физико-механические и эксплуатационные характеристики изделия древесного пластика, в частности, на водопоглощение.
Задачей изобретения является упрощение герметизации пресс-формы при повышении ее надежности и при улучшении физико-механических и других эксплуатационных свойств изделий, изготавливаемых из древесных пластиков.
Задача создания надежной герметичности пресс-формы осуществляется за счет размещения слоя древесно-полимерной массы в зазоре между матрицами и пуансонами.
При нагревании пресс-формы до температуры прессования древесно-полимерная масса приобретает пластичность, затекает под давлением прессования в зазор между матрицей и пуансонами, что и обеспечивает надежную герметичность пресс-формы. Необходимая вязкость массы, обеспечивающая надежную герметичность, зависит от количества термопластичного связующего и определяется давлением прессования, а также давлением паров и газов, возникающих при гидролизе древесных частиц.
Повышение эксплуатационных характеристик, в частности уменьшение пористости, достигается созданием на поверхности древесного пластика слоя древесно-полимерного водонепроницаемого материала. Этот слой в процессе изготовления изделия обеспечивает герметизацию пресс-формы при прессовании.
Поверхностный водонепроницаемый слой образуется в процессе прессования путем послойного загружения пресс-формы: сначала нижний горизонтальный слой, содержащий древесные частицы и 5 - 30 вес.% термопластичного связующего, затем слой древесных частиц и верхний горизонтальный слой аналогичный нижнему.
Поверхностный горизонтальный водонепроницаемый слой может быть образован из заранее изготовленных прессованием тонких листов древесно-полимерного материала, содержащего 5 - 30% термопластичного связующего, и последующей укладки их послойно в пресс-форму: нижний и верхний слой - древесно-полимерный материал, между ними - древесные частицы. Между стенками пресс-формы и слоем древесных частиц располагают лист древесно-полимерного материала.
Заполнение пресс-формы по прототипу и по изобретению осуществляется по схемам, приведенным на фиг. 1 - 5.
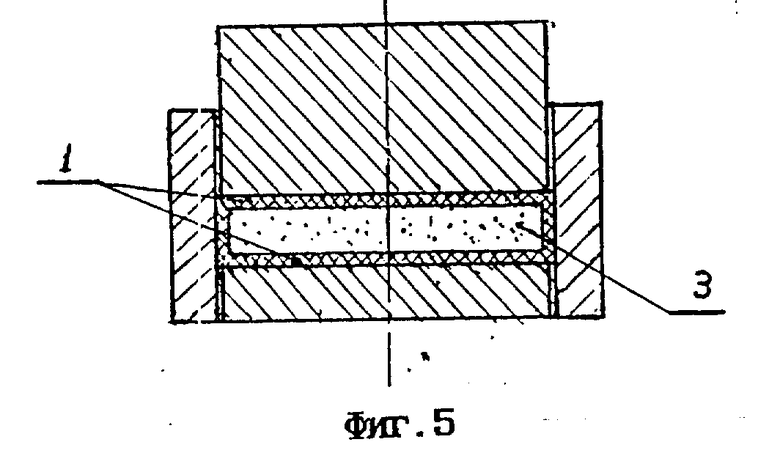
На фиг. 1 изображена схема засыпки шихты по прототипу, при которой прессуемой смесью 1 заполняется вся пресс-форма 2, а уплотнение осуществляется установкой резиновых уплотнителей 3, размещаемых в зазоре между матрицей и пуансоном по всему периметру внутренней рабочей части пресс-формы.
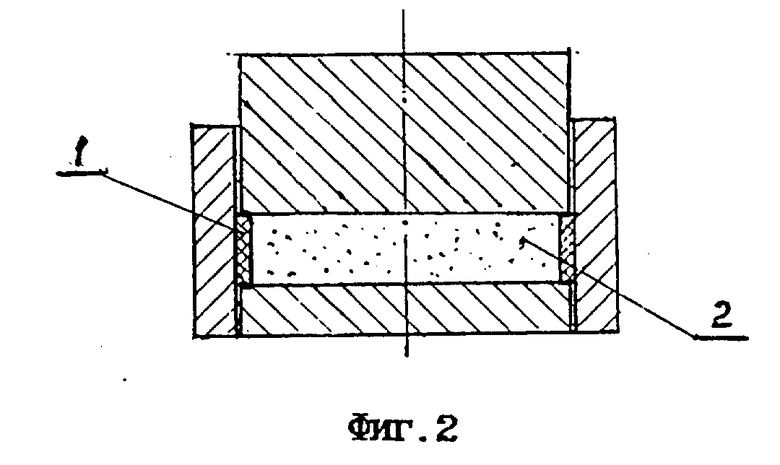
На фиг. 2 изображена схема заполнения пресс-формы, согласно которой сначала по всему периметру внутренней рабочей части пресс-формы насыпают слой 1 из древесно-полимерного материала, содержащего 10 - 30% связующего, а оставшийся объем заполняют древесными частицами 2 с влажностью 6 - 25%.
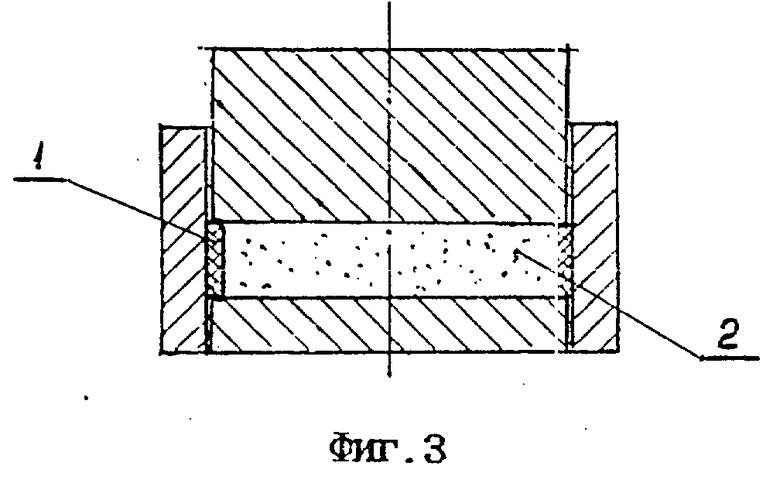
На фиг. 3 изображена схема заполнения пресс-формы, согласно которой сначала по всему периметру внутренней рабочей части пресс-формы укладывают предварительно изготовленные пластины 1 из древесно-полимерного материала, содержащего 10 - 30% связующего, а оставшийся объем заполняют древесными частицами 2 с влажностью 6 - 25%.
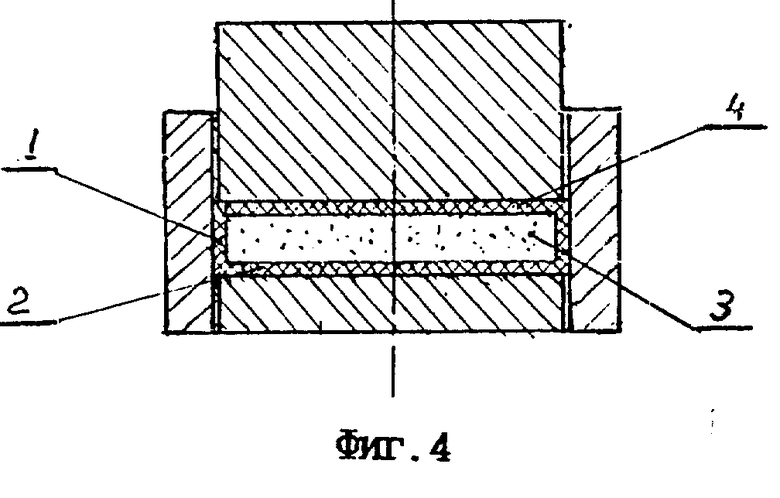
На фиг. 4 изображена схема заполнения пресс-формы, согласно которой кроме укладки слоя 1 из древесно-полимерного материала, содержащего 10 - 30% связующего, на дно формы насыпают нижний горизонтальный слой 2 древесно-полимерного материала, содержащего 5 - 30% связующего, затем насыпают древесные частицы 3 с влажностью 6 - 25%, поверх которого также насыпают горизонтальный слой 4, состав которого аналогичен нижнему горизонтальному слою.
На фиг. 5 изображена схема заполнения пресс-формы, которая аналогична схеме на фиг. 4 с тем отличием, что горизонтальные слои 1 образованы не засыпкой смеси из связующего и древесных частиц, а укладкой пластин, предварительно изготовленных из древесно-полимерного материала. Эти горизонтальные слои после прессования и охлаждения изделий образуют поверхностные водонепроницаемые слои.
При этом при приготовлении древесно-полимерной смеси из термопластичного полимерного связующего, например, полиэтилена и древесных частиц, в частицы перед их смешиванием со связующим вводят 1 - 5% от их веса муравьиную или уксусную кислоту и повышают влажность частиц до 5 - 25%, причем вместо древесных частиц можно использовать растительные волокна.
Образцы древесных пластиков изготавливали по способу прототипу методом горячего прессования в герметичной пресс-форме. Герметизация зазора между матрицей и пуансонами осуществлялась с помощью водоохлаждаемой прокладки из температуростойкой резины.
Древесные пластики по предложенному способу изготавливали в обычной пресс-форме с зазором между пуансоном и матрицей до 1 - 1,5 мм.
В обоих случаях для получения древесных пластиков использовали древесные частицы хвойных пород размером -0,5 мм, влажностью 15%.
Для герметизации матрицы и создания защитного водоотталкивающего слоя по предложенному способу применялась прессмасса следующего состава: древесные частицы с влажностью 15% /хвойные породы размером 0,5 мм/ -85%, вторичные полиэтилена - 15% вес.
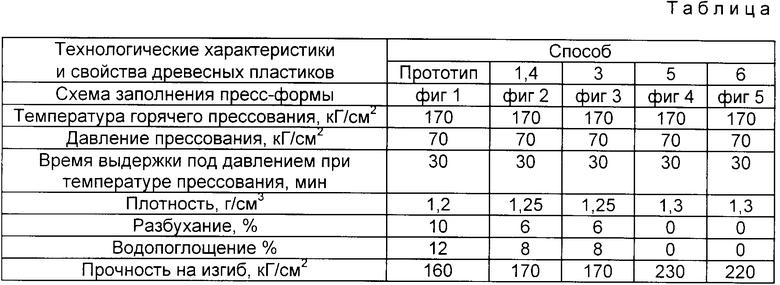
Режим горячего прессования был одинаков для всех образцов древесных пластиков: температура прессования - 170oC, давление - 70 кг/см2, время выдержки под давлением - 30 мин.
В таблице приведены свойства древесных пластиков, полученных по способу-прототипу и предложенному способу.
Анализ приведенных в таблице свойств изделий из древесных пластиков, изготовленных по способу прототипу и по изобретению в соответствии со схемами заполнения пресс-формы /см. фиг. 2 - 5/, показал следующее:
герметизация пресс-формы, укладываемой в зазор между матрицей и пуансоном пресс-массы, более проста и надежна и обеспечивает более высокие физико-механические характеристики изделий, чем при применении резиновых уплотнений;
получение изделий с горизонтальными поверхностными слоями из древесно-полимерной смеси обеспечивает водонепроницаемость изделий и повышение их физико-механических характеристик.
Назначение: изобретение относится к производству изделий из древесного пластика. Сущность изобретения: предварительно по всему периметру внутренней рабочей части пресс-формы образуют зазор, в который укладывают слой из древесно-полимерного материала, содержащего 10 - 30% термопластичного связующего, после чего оставшийся объем пресс-формы засыпают древесными частицами с влажностью 6 - 25%. Горячее прессование осуществляют при давлении 70 - 120 кг/см2 и при температуре 170 - 200oС, причем соотношение толщины слоя из древесно-полимерного материала и толщины изделия составляет (1-2) : (5-50). Древесные частицы засыпают в пресс-форму с размером не более 0,5 мм, а слой из древесно-полимерного материала может быть образован укладкой предварительно изготовленных пластин из древесно-полимерного материала. 7 з.п. ф-лы, 5 ил., 1 табл.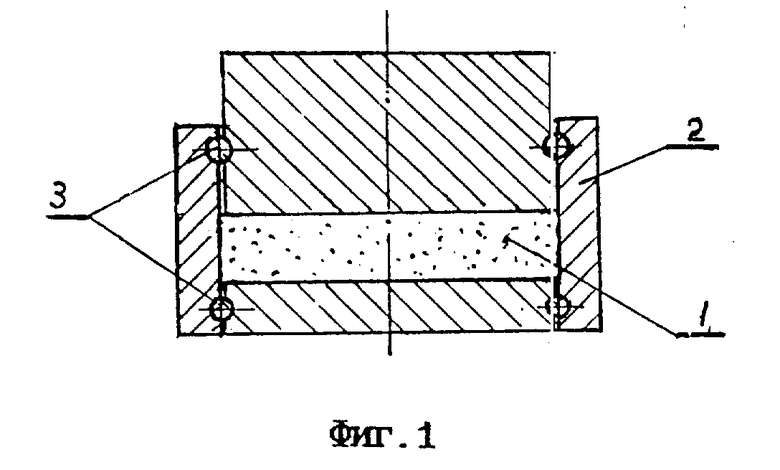
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 38290, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 38070, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

