Изобретение относится в первую очередь к способу прессования пластика, который отверждается в результате реакции, из загрузочной камеры через, по крайней мере, один инжекционный канал и литник в гнездо пресс-формы, причем указанный способ содержит, по меньшей мере, следующие этапы:
- приложение избыточного давления к пластику с прессующим вспомогательным веществом в загрузочной камере;
- прессование пластика в гнездо пресс-формы; и
- отверждение пластика под давлением в гнезде пресс-формы, причем прессующего вспомогательного вещества достаточно для его выдавливания в зону литника гнезда пресс-формы.
Термин пластик, который отверждается в результате реакции, используют для обозначения таких пластиков, как, например, термореактивные пластики и фотополимеризуемые пластики, многокомпонентные пластики и тому подобные. Имеются пластики, которые отверждаются в результате нагревания или облучения светом, или после добавления химического соединения. Примеры таких пластиков, как правило, известны специалистам в этой области техники. В этом контексте также могут быть упомянуты пластики, которые отверждаются с помощью влаги или воздуха. Однако, как правило, используют термореактивные пластики.
Упомянутый выше способ, в основном, является известным и используется для получения разнообразных отливок из пластиков, которые отверждаются в результате реакции. Герметизация интегральных схем термореактивными пластиками и производство деталей автомобилей из таких пластиков может рассматриваться в этом контексте в качестве примеров.
В этом аспекте ссылка делается на патент США N US-A 3911075. В указанном описании раскрывается способ, в котором первый термореактивный полимерный материал применяют в качестве пластика, который отверждается в результате реакции. Кроме того, в качестве прессующего вспомогательного вещества применяют дешевый второй термореактивный полимерный материал. Путем прессования этих полимерных материалов вместе из загрузочной камеры через инжекционный канал и литник в гнездо пресс-формы, каналы до литника заполняются сравнительно дешевым термореактивным полимерным материалом.
Прессование пластиков, которые отверждаются в результате реакции в гнезде пресс-формы, является, как следствие свойств этих пластиков, обычно порционным (на загрузку) способом, поскольку реакция отверждения часто является экзотермической и реакцией, которая идет до завершения. Например, термореактивными пластиками являются пластики, которые плавятся при нагревании и отверждаются в результате экзотермической реакции. Как следствие этого, термореактивные пластики имеют сравнительно малое время хранения, а также должны храниться охлажденными. Аналогичные проблемы хранения возникают в случае пластиков, которые отверждаются в результате воздействия света, воздуха или влаги. Хотя многокомпонентные пластики, которые отверждаются в результате смешивания друг с другом различных компонентов, имеют меньше проблем хранения, реакция отверждения, обычно, после перемешивания идет до завершения.
Пластики, которые отверждаются в результате реакции, как правило, помещают в заданном количестве, например, в виде таблетки, вместе, например, с термореактивным прессующим вспомогательным веществом, в загрузочную камеру, которая соединяется инжекционными каналами с литниками гнезд пресс-формы, В этом способе преимуществом может быть, например, в случае термореактивных пластиков, нагревание плунжера или загрузочной камеры.
После заполнения гнезд пресс-формы пластиком, они должны быть выдержаны под действием в течение отверждения пластика, чтобы предотвратить образование пузырьков как результата захвата воздуха или влаги, которые могут присутствовать. Это осуществляют с помощью поджатия прессующего вспомогательного вещества.
За счет применения прессующего вспомогательного вещества преодолевают ряд значительных недостатков использования только пластика, который отверждается в результате реакции. Экономится сравнительно большое количество отвержденного пластика, который остается за указанными каналами и в загрузочной камере после отверждения.
Известные материалы, применяемые в качестве прессующих вспомогательных веществ, ограничиваются термореактивными пластиками (например, см. US-A-3911075). Эти пластики оказались вполне пригодными, хотя они еще обладают рядом важных недостатков. Термореаткивные материалы, как правило, имеют исключительно хорошую адгезионную прочность к пресс-форме (гнездо пресс-формы, инжекционные каналы и загрузочная камера) после их отвеждения. В настоящее время для уменьшения этой адгезионной прочности в пластик вводят антиадгезивы, например, ангиадгезивный воск, которые не являются достоинствами, если изделие, например интегральную схему, необходимо покрыть таким пластиком, когда антиаднгезив будет, соответственно, ухудшать адгезию к указанной интегральной схеме.
Термореактивные пластики всегда будут реагировать до завершения и поэтому не могут быть использованы повторно, что является проблемой в свете того факта, что они являются более дорогими и неблагоприятными пластиками для окружающей среды.
Кроме того, трудно предотвратить перемещение, при применении прессующего вспомогательного вещества, содержащего термореактивный пластик, при заполнении гнезда пресс-формы другим термопластичным пластиком. Перед отверждением термореактивеные пластики полностью расплавляются при относительно небольших различиях вязкости.
Целью настоящего изобретения является обеспечение технического решения для устранения указанных недостатков и в конечном счете настоящее изобретение отличается тем, что в качестве прессующего вспомогательного материала используется материал, который является пластически деформируемым при прессовании и после прессования обратимо коагулирует или твердеет.
Оказалось возможным во время одновременного прессования двух различных материалов, тем не менее, полностью заполнить гнездо пресс-формы пластиком, который отверждается в результате реакции и заполнить оставшееся пространство, то есть, скажем, оставшееся пространство в загрузочной камере и инжекционных каналах, по существу, прилагающих к зоне литника, по существу, несмешивающимся прессующим вспомогательным веществом. Кроме того, способ в соответствии с настоящим изобретением имеет то преимущество, что прессующее вспомогательное вещество является повторно используемым и может быть выбрано из благоприятных для окружающей среды материалов.
Предпочтительно, чтобы в условиях прессования прессующее вспомогательное вещество имело более высокую вязкость, чем у пластика, который полимеризуется в результате реакции. Предпочтительно, когда прессующее вспомогательное вещество является термопластом. Соответствующими термопластами являются, например, полиэфиры, полиэтилен, полипропилен и так далее. Преимущество применения термопластов заключается в том, что они могут быть использованы повторно и, кроме того, что они имеют относительно низкую адгезионную прочность к пресс-форме (гнездо пресс-формы, инжекционный канал и так далее). Кроме того, можно вводить антиадгезивы, поскольку введение антиадгезивов в прессующее вспомогательное вещество не оказывает влияния на получаемую отливку. Термопласты вновь размягчаются при повышении температуры.
В зависимости от используемого пластика, который отверждается в результате реакции, и формы, в которой его применяют, прессующее вспомогательное вещество в соответствии с настоящим изобретением может прессоваться в загрузочной камере с помощью очень большого числа различных способов. Если, например, применяют пластик в форме таблетки, то также предпочтительно прессовать прессующее вспомогательное вещество в виде таблетки в загрузочной камере с термопластом.
Однако также оказалось возможным размещать пластик, который отверждается в результате реакции, заранее в держателе и иногда в вакууме. В этом случае полезно изготавливать держатель из прессующего вспомогательного вещества в соответствии с настоящим изобретением, который может быть образован после заполнения его пластиком. Держатель локально может иметь при необходимости утолщенные секции, чтобы обеспечить требуемое количество прессующего вспомогательного вещества, которое необходимо для заполнения объема между гнездом пресс-формы и загрузочной камерой. Безусловно, можно также вводить прессующее вспомогательное вещество в виде таблетки в загрузочную камеру вместе с держателем или вводить в держатель вспомогательное прессующее вещество вместе с пластиком, который отверждается в результате реакции.
В немецком патенте E-A-1812217 описывается способ литья под давлением отверждаемых жидких масс для случаев применения формования и герметизации. Проблема, для решения которой создано техническое решение, заключается в том, что заполнение отверждаемых жидкостей в загрузочной камере существенно уменьшает скорость способа литья под давлением и что существует риск отверждения жидкости уже в загрузочной камере или инжекционных каналах до полного заполнения гнезда пресс-формы. Техническое решение заключается в том, чтобы использовать пакет, содержащий жидкую массу. Указанный пакет может быть изготовлен из алюминиевой фольги или из фольги Майлар-Полиэфир. Однако не раскрывается применение прессующего вспомогательного вещества.
Кроме того, настоящее изобретение для применения в способе в соответствии с настоящим изобретением предлагает прессующее вспомогательное вещество в виде таблетки, полученной из материала, который пластически деформируем в условиях прессования и обратимо коагулирует или твердеет после прессования.
Наконец, настоящее изобретение создает держатель, выполненный из материала, который является пластически деформируемым в условиях прессования и обратимо коагулирует или твердеет после прессования, наполненный или явно предназначенный для наполнения пластиком, который отверждается в результате реакции, для применения в способе в соответствии с настоящим изобретением.
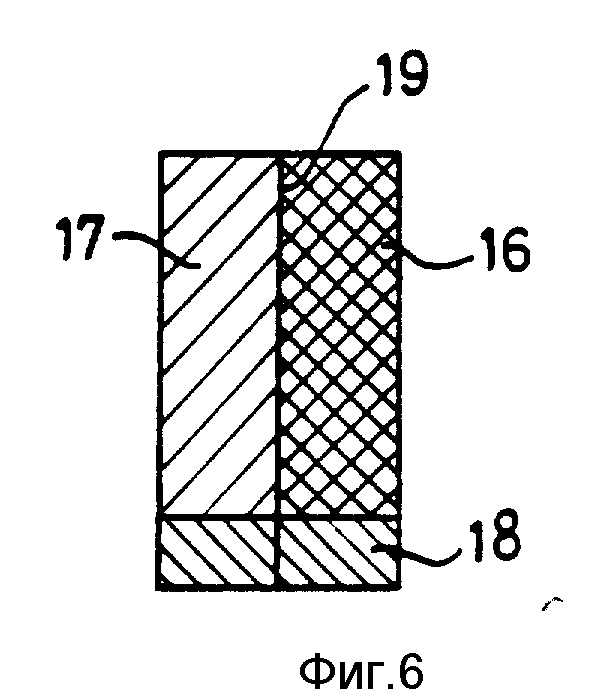
На фиг. 1-2 приведено схематическое представление различных подэтапов иллюстративного варианта воплощения способа в соответствии с настоящим изобретением; на фиг. 3 - пример пластика, который отверждается в результате реакции, в виде таблетки и прессующего вспомогательного вещества в виде таблетки; на фиг. 4 - держатель в форме стакана, выполненный из прессующего вспомогательного вещества, который имеет утолщенное основание и наполняется пластиком, который отверждается в результате реакции; на фиг. 5 - держатель в форме мешка, который изготавливают из прессующего вспомогательного вещества в соответствии с настоящим изобретением и наполняют пластиком, который отверждается в результате реакции, и гранулами прессующего вспомогательного вещества в соответствии с настоящим изобретением; на фиг. 6 - элемент, который состоит из двух отдельных компонентов пластика и прессующего вспомогательного вещества.
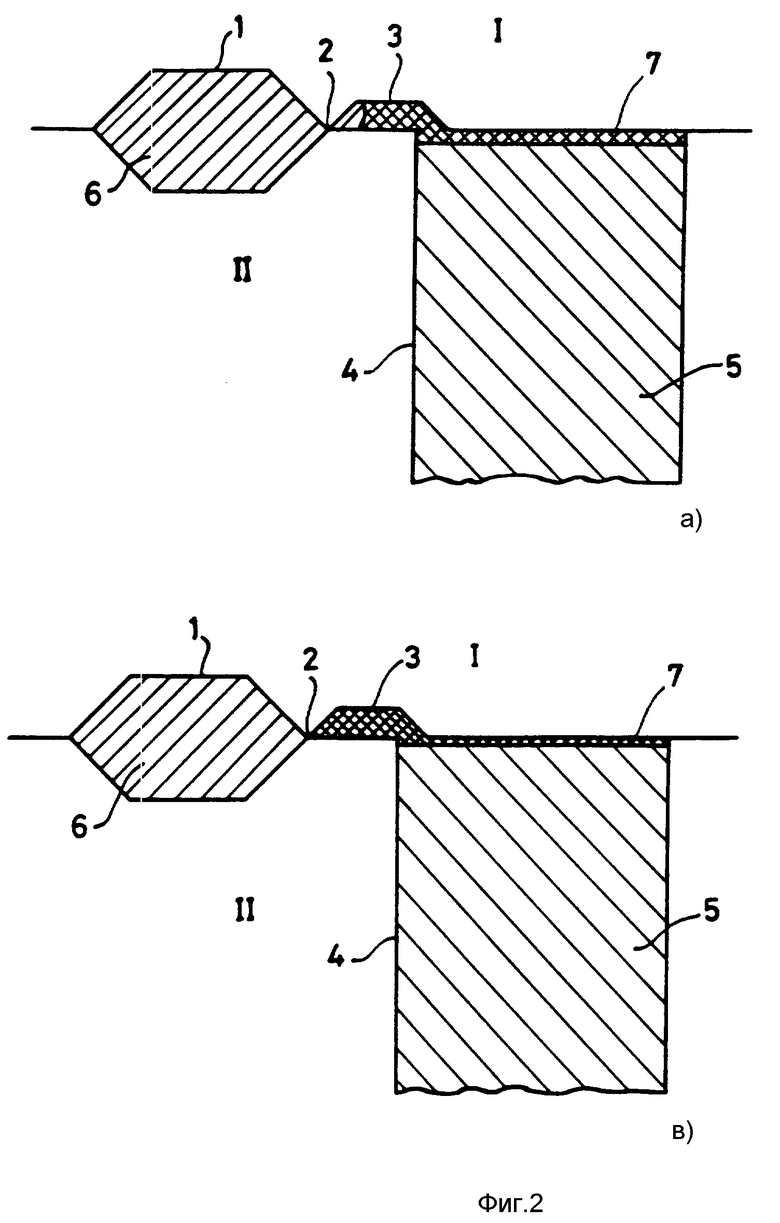
На фиг. 1-2 ссылочным номером 1 обозначено гнездо пресс-формы, ссылочным номером 2 - литник, ссылочным номером 3 - инжекционный канал и ссылочным номером 4 - загрузочная камера. Ссылочными номерами 1 и 11 схематически показаны две половины пресс-формы. Схематически показанный плунжер 5 (литьевой поршень) и таблетку 6, в этом случае состоящую из перерабатываемого термореактивного пластика, размещают в загрузочной камере 4. Как пример, прессующий вспомогательный материал 7, состоящий из полиэфира, в этом случае полиэтилентерефталат, вводят между таблеткой и плунжером. В этом случае несущественным является то, что прессующий вспомогательный материал представлен в загрузочной камере 5. Также можно использовать несколько небольших таблеток. Очевидно, что загрузочная камера 4 может быть соединена, известным способом с несколькими гнездами пресс-формы 1.
Если половины пресс-формы 1 и 11 нагревают и плунжер 5 перемещают в направлении таблетки термопластичного пластика 6, таблетка будет плавиться на своих верхней и нижней поверхностях и будет выдавливаться через инжекционный канал 3 и литник 2 в гнездо пресс-формы 1, как по этапам показано на фиг. 1b-2a.
В результате повышения температуры, которое начинается на обоих половинах пресс-формы 1 и 11 от тепла реакции отверждения термореактивного пластика, таблетка 7 полиэтилентерефталата размягчается и последняя может быть запрессована за термореактивным пластиком в инжекционный канал 3, как показано на фиг. 2b.
Каждый средний специалист в этой области техники способен выбрать такое количество полиэтилентерефталата, чтобы оно было достаточным для заполнения пространства в инжекционном канале 3 и оставшегося пространства в загрузочной камере 4. Поверхность раздела между термореактивным пластиком 6 и прессующим вспомогательным материалом 7, конечно, предпочтительно находится в литнике 2 или может быть также немного перед литником в инжекционном канале 3 или также немного после литника гнезде пресс-формы 1. Конкретные условия зависят от особенностей случая применения.
В состоянии, показанном на фиг. 2b, гнездо пресс-формы, которое заполняется термореактивным пластиком 6, может поддерживаться под давлением с помощью присутствия полиэтилентерефталата 7 с тем, чтобы предотвратить образование в отливке пузырька. После отверждения и раскрытия пресс-формы 1 и 11, отливка может быть отделена в месте литника 2 и избыток оставшегося материала, по существу, состоящий из полиэтилентерефталата, может быть использован повторно.
Использование прессующего вспомогательного материала в соответствии с настоящим изобретением также имеет то преимущество, что неиспользованные остаточные части инжекционных каналов 3 и загрузочной камеры 4 могут быть просто отделены от частей пресс-формы 1 и 11.
Очевидно, что способ в соответствии с настоящим изобретением может быть использован также в других областях, где возникают подобные проблемы.
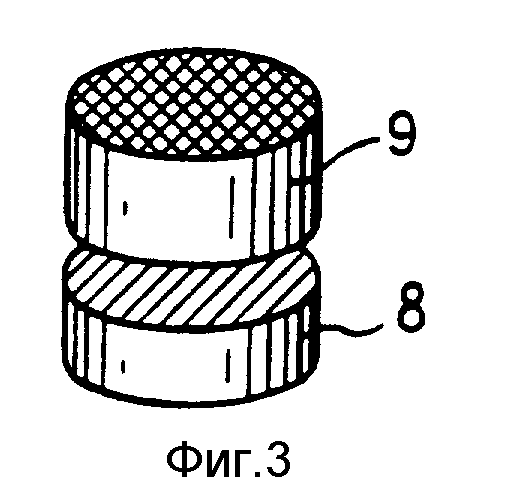
На фиг. 3 показан перспективный вид перерабатываемого пластика, который отверждается в результате реакции, в форме таблетки 9, а также прессующий вспомогательный материал в виде таблетки 8, полученной из материала, который является пластически деформируемым в условиях прессования и обратимо коагулирует или твердеет после прессования.
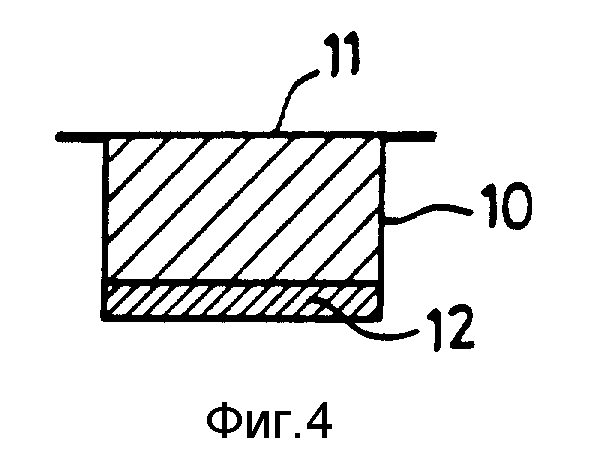
На фиг. 4 схематически показано поперечное сечение стаканообразного держателя 10, который содержит крышку 11 и утолщенное основание 12 и наполняется пластиком 13, который отверждается в результате реакции. Держатель 10 может, например, быть помещен в вакуум, чтобы препятствовать притоку воздуха или влаги. Наполненный держатель 10 этого типа может быть помещен заполненным в загрузочную камеру, чтобы быть разгруженным прессованием в гнездо пресс-формы, при этом крышка разрушается. Когда держатель 10 разгружен, сам материал держателя будет также прессоваться, чтобы заполнить пространство между гнездом пресс-формы и загрузочной камерой и, таким образом, держать гнездо пресс-формы под давлением.
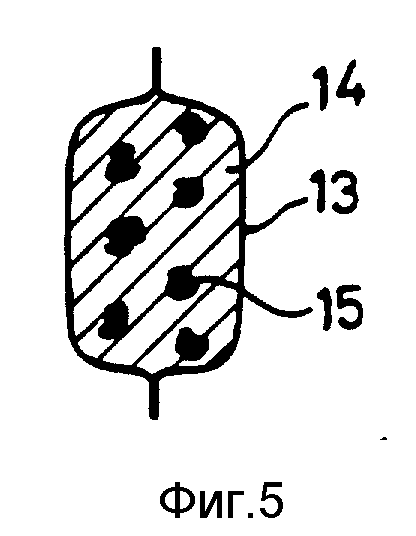
На фиг. 5 показан держатель в форме оболочки 13, который предпочтительно состоит из прессующего вспомогательного вещества в соответствии с настоящим изобретением и наполняется пластиком 14, который отверждается в результате реакции, и гранулами 15 прессующего вспомогательного вещества в соответствии с настоящим изобретением.
Наконец, на фиг. 6 схематически показан двухкомпонентный элемент пластика, который имеет два отделения 16 и 17, которые содержат два компонента, а также прессующий вспомогательный материал 18 в соответствии с настоящим изобретением. Два отделения 16 и 17 разделяются перегородкой 19. Когда в загрузочной камере к прессующему вспомогательному материалу 18 прикладывают давление, перегородка 19 разрушается и два компонента приходят в контактирование один с другим и прессуются в гнездо пресс-формы, где имеет место реакция отверждения.
Использование: прессование пластика, отверждаемого в результате реакции. Сущность изобретения: в качестве вспомогательного полимерного материала 7, помещенного в загрузочную камеру 4 между литьевым поршнем 5 и перерабатываемым основным полимерным материалом 6, используют материал, который после отверждения может быть вновь переведен в пластичное состояние. В качестве такого материала используют термопласт, имеющий в условиях прессования более высокую вязкость, чем основной материал 6. Материал 7 может быть выполнен в виде таблетки. Из материала 7 может быть выполнена оболочка, заполненная или предназначенная для заполнения основным полимерным материалом 6. При прессовании основной материал 6 через литник 3 продавливают в гнездо 1 пресс-формы литьевым поршнем 5 через вспомогательный материал 7. 3 с. и 4 з.п.ф-лы, 6 ил.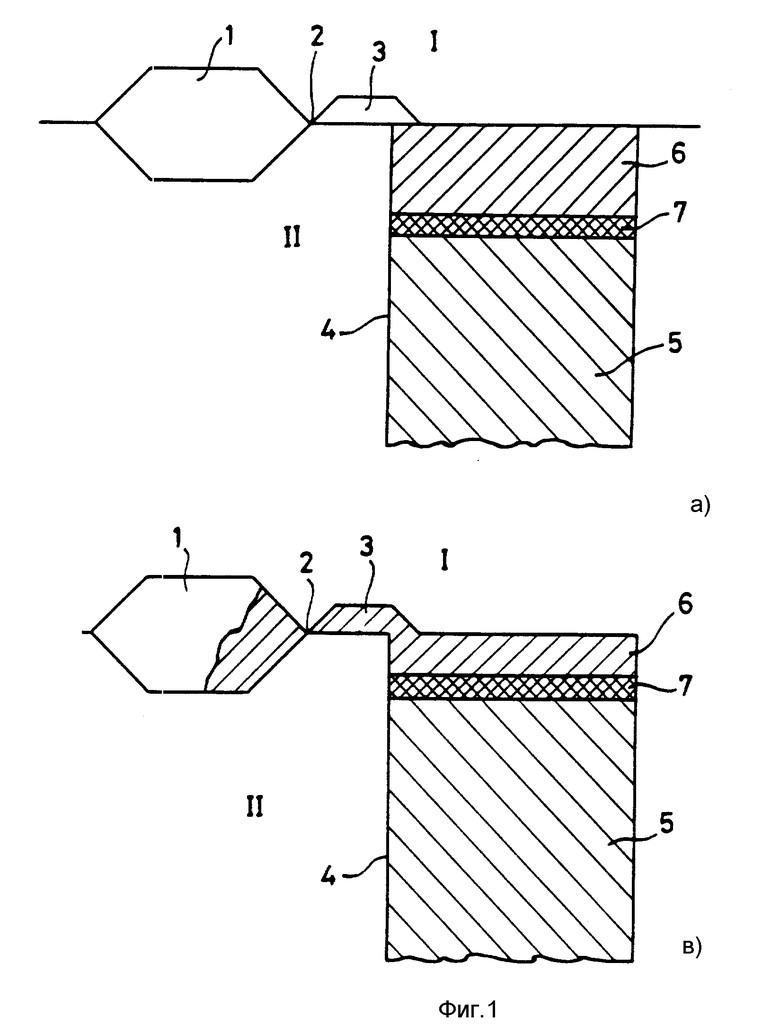
| GB, патент, 1033125, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| US, патент, 3911075, кл | |||
| Солесос | 1922 |
|
SU29A1 |
