Изобретение относится к области литейного производства, а точнее к литью пластмасс под давлением инжекционным методом. Данный метод формования пластмасс заключается в инжекции под давлением внутрь рабочего объема, формируемого стянутыми частями пресс-формы, жидкого полимерного материала, который заполняет весь рабочий объём, а после отвердевает, образует отливку и извлекается из машины.
Сырьё, представляющее собой полимерный материал загружается в бункер инжекционно-литьевой машины. При этом полимерный материал может быть представлен как в виде гранул термопластов, так и в виде термореактивных порошков или термоэластопластов.
Сырьё поступает из бункера в нагреваемую зону, через которую транспортируется к литнику. Нагрев осуществляется до температуры, необходимой для плавления полимерного материала. Таким образом, в процессе транспортировки полимерный материал плавится и гомогенизируется.
По мере накопления требуемого объёма жидкого полимерного материала последний впрыскивается под высоким давлением (100-200 МПа) через литник в рабочий объём, заполняя его.
Заполнивший рабочий объём жидкий полимерный материал удерживается в нём какое-то время под давлением и отвердевает. Остывание материала происходит за счёт теплообмена с охлаждаемой пресс-формой.
В результате образуется отливка, которая извлекается из рабочего объёма после размыкания пресс-формы.
Для повышения прочностных характеристик отливки в качестве сырья могут использовать полимерные материалы, наполненные абразивами или короткими волокнами. Широкое распространение получили различные методы формования с использованием композиций на основе непрерывного волокна.
Из современного уровня техники известен способ формования изделий, усиленных рубленным волокном с помощью инжекции материала под давлением. Такой способ формования изделий описан в патентах US20080226892A1, опубл.18.09.2008. - "Fiber-filled molded articles" и US6558603B2 опубл.06.05.2003. - "Method of and apparatus for producing injection molded parts reinforced with long fibers".
Данный способ отличается тем, что в пресс-форму впрыскивается жидкий полимерный материал, содержащий в себе рубленное волокно. Рубленное волокно может добавляться в жидкий полимерный материал через дополнительный бункер в шнековой зоне. В другом случае в бункер инжекционно-литьевой машины загружается сырьё, наполненное рубленным волокном.
Недостатком такого способа являются более низкие механические свойства отливок по сравнению с методами, где для усиления конструкции используются каркасы на основе непрерывного волокна.
Кроме того, недостатком такого способа является то, что распределение волокна в объёме изделия является случайным и неравномерным. Не представлена возможность целенаправленного усиления отдельных узлов изделия.
Известен также способ формования изделий, усиленных решёткой или листами из непрерывного волокна с помощью инжекции материала под давлением. Данный метод называется RTM (resin transfer moulding) и описан в патентах US4891176, опубл. 02.01.1990. - "Resin transfer molding process" и US5464337, опубл. 07.11.1995. - "Resin transfer molding system".
Данный способ отличается тем, что на первом этапе подготавливается сухой армирующий наполнитель, представляющий из себя решётку или лист из непрерывного волокна, например, стеклоткань. Армирующий материал укладывается между матрицей и пуансоном, которые жёстко стягиваются между собой и придают листу (листам) необходимую форму. Необходимая форма может придаваться армирующему материалу до помещения в пресс-форму. Затем в закрытую пресс-форму под давлением и с заданной температурой инжектируется полиэфирная смола, выступающая в роли связующей матрицы. Процесс пропитки идёт до тех пор, пока связующее не заполнит пресс-форму. После отверждения готовое изделие извлекается из пресс-формы.
Недостатком такого способа является ограниченность форм и размеров изделия ввиду использования листовых армирующих материалов.
Кроме того, недостатками такого способа являются сложность и многоступенчатость его реализации, высокая длительность процесса, необходимость в специальном связующем материале, необходимость в дополнительной механической обработке поверхности.
Кроме того, недостатком такого способа является невозможность целенаправленного задания плотности и ориентации армирующих волокон в отдельных узлах готового изделия.
Известен также способ формования изделий, усиленных решёткой или листами из непрерывного волокна с помощью прессования. Данный метод известен из патента US20100239856A1, опубл. 23.10.2010. - "Continuous fiber reinforced thermoplastic parts with in-situ molded features".
Данный способ отличается тем, что на первом этапе подготавливается термопластичный композиционный материал, представляющий из себя решётку или лист из непрерывного волокна с термопластичной матрицей. Композиционный материал укладывается в пресс-форму. С помощью пуансона, который жёстко стягивается с формообразующей частью, к композиционному материалу прикладывается высокое давление. Одновременно с этим происходит нагрев материала. Таким образом, с помощью температурного воздействия и прикладываемого давления отливке придаётся необходимая форма. После отверждения готовое изделие извлекается из пресс-формы.
Недостатком такого способа является ограниченность форм и размеров изделия ввиду использования листовых композиционных материалов.
Кроме того, недостатком такого способа является необходимость в дополнительной механической обработке готового изделия.
Кроме того, недостатком такого способа является невозможность задания ориентации и плотности армирующих волокон в отдельных узлах готового изделия.
Известен также способ формования изделий, усиленных каркасом из непрерывного волокна с помощью прессования. Данный метод известен из патента US20180345605A1, опубл. 6.11.2018. - "Aligned fiber reinforced molding".
Данный способ отличается тем, что каркас из непрерывного волокна формируется до процесса формования в виде жёстких элементов заданной формы. Каркас, таким образом, может состоять как из множества отдельных элементов, так и из одного элемента. Данные элементы формируются из термопластичных композиций на основе непрерывного волокна, полученных, например, методом пултрузии. Полученная заранее жёсткая нить термопластичной композиции, нагревается до температуры стеклования и подвергается гибке. Элементы заданной формы, полученные таким методом, в количестве одного или нескольких штук устанавливаются в пресс-форму. После этого осуществляется формование изделия методом прессования при заданной температуре. Далее отливка с каркасом из непрерывного волокна извлекается из пресс-формы.
Недостатком данного способа является то, что возможности по закреплению элементов каркаса ограничены, а поддерживающие элементы из термопласта изготавливаются отдельно. Отсутствие связи между поддерживающими элементами и элементами каркаса не обеспечивает надёжного закрепления последних. В результате расположение каркаса в конкретном сегменте изделия представляется затруднительным, а также возможно смещение элементов каркаса в процессе формования.
Кроме того, недостатком такого способа является узкая вариативность формы каркаса из непрерывного волокна, ограниченная возможностями гибки заранее подготовленной жёсткой нити термопластичной композиции.
Кроме того, недостатком такого способа является использование в качестве материала каркаса заранее подготовленной однородной жёсткой нити термопластичной композиции, что не позволяет в полной мере задавать плотность и ориентацию непрерывных волокон в отдельных узлах отливки.
Кроме того, недостатком такого способа является раздельное производство каркаса и поддерживающего элемента, что значительно ограничивает возможности их сопряжения между собой, что приводит к сужению возможностей закрепления каркаса внутри пресс-формы.
Кроме того, недостатком такого способа являются сложность и многоступенчатость его реализации.
Известен также способ формования изделий, усиленных непрерывным волокном с помощью инжекции материала под давлением или прессованием. Данный метод известен из патента US8617336, опубл. 31.11.2013. - "Method for molding continuous fiber prepreg part".
Данный способ отличается тем, что для усиления формованного изделия используются ленты из непрерывного волокна и термопластичной матрицы, которые наматывают вокруг множества стержней. С помощью стержней волокно натягивают, а затем фиксируют с помощью зажимных приспособлений и ультразвуковой сварки. Далее полученную заготовку помещают в пресс-форму. Методом прессования или инжекции материала под давлением осуществляется этап формования.
Недостатком такого способа является узкая вариативность формы каркаса из непрерывного волокна, ограниченная необходимостью намотки ленты на стержни.
Кроме того, недостатком такого способа является то, что после скрепления и сваривания лент у них сохраняется подвижность, что оказывает негативное воздействие на механические свойства отливки. В целом сохраняется подвижность всей конструкции внутри пресс-формы.
Кроме того, недостатком такого способа является то, что возможность задания ориентации и плотности непрерывных волокон в отдельных узлах готового изделия ограничена особенностями процесса намотки.
Наиболее близким аналогом к заявленному изобретению является способ формования изделий из термопластов, усиленных каркасом из непрерывного волокна с помощью заливки при нормальном давлении, прессовки или инжекции под высоким давлением. При этом каркас из непрерывного волокна изготавливается аддитивным методом. Такой способ формования изделий из термопластов, усиленных каркасом из непрерывного волокна известен из патента WO2017123726A1, опубл.20.07.2017. - "Embedding 3d printed fiber reinforcement in molded articles".
Данный способ отличается тем, что каркас из непрерывного волокна изготавливается на 3D-принтере. Печать осуществляется с использованием термопластичной композиции на основе непрерывного волокна. После завершения процесса печати деталь из композиционного материала помещают в пресс-форму. В пресс-форме могут также размещаться несколько таких деталей, объединённых заранее. После этого в пресс-форму подаётся жидкий полимерный материал. При этом полимерный материал может быть наполнен короткими волокнами, либо в пресс-форме вместе с деталью из композиционного материала могут размещаться дополнительные композиционные листы. Процесс формования может быть осуществлён путём прессования или инжекции под давлением, либо литьём при нормальном давлении. При этом деталь из непрерывного волокна может размещаться в пресс-форме на полимерной заготовке, изготавливающейся отдельно и представляющей собой отдельную деталь, выполняющую роль крепежа или поддерживающего элемента.
Недостатком данного способа является то, что отсутствие связи между каркасом из непрерывного волокна и поддерживающими элементами не позволяет обеспечить жёсткого и надёжного закрепления каркаса из непрерывного волокна во время процесса формования. Это может привести к смещению каркаса во время процесса формования вне зависимости от того при нормальном давлении осуществляется формование или при высоком. Возможность смещения каркаса не только снижает повторяемость данной технологии, но также негативно сказывается на механических свойствах изделия.
Кроме того, недостатком такого способа является раздельное производство каркаса и поддерживающего элемента, что значительно ограничивает возможности их сопряжения между собой, что приводит к сужению возможностей закрепления каркаса внутри пресс-формы.
Кроме того, недостатком такого способа являются сложность и многоступенчатость его реализации ввиду раздельного производства каркаса и поддерживающих элементов.
Технический результат заявляемого решения заключается в способе формования инжекционным методом термопластичных изделий, усиленных каркасом заданной формы и плотности из непрерывного волокна (углеволокна, стекловолокна, капронового волокна, металлической проволоки и т.д.), который жёстко закрепляется внутри рабочего объёма пресс-формы до начала работы, что исключает смещение каркаса во время литья под давлением инжекционным методом и позволяет не учитывать крепёжные элементы, в качестве которых выступает автоматически создаваемая преформа из термопластичного материала, при разработке модели отливки, а также частей пресс-формы.
Технический результат достигается за счёт того, что каркас из непрерывного волокна и преформа из термопластичного материала синтезируются аддитивным методом в ходе единого процесса так, что каркас полностью или частично находится в объёме преформы и составляет с ней единое целое. Процесс аддитивного производства может осуществляться при помощи 3D-принтера. Изделие синтезируется слой за слоем таким образом, что в одном слое может быть нанесён как термопластичный материал, так и осуществлена выкладка непрерывного волокна. Для этого используется сдвоенный экструдер или пара экструдеров, экструдирующие поочерёдно один из двух материалов. Если для преформы основным материалом служит термопластичное сырьё, то для каркаса сырьём выступает термопластичная композиция на основе непрерывного волокна. В качестве материала волокна может выступать углеволокно, стекловолокно, капроновое волокно, металлическая проволока и прочее.
Изделие синтезируется на основе предварительно разработанных цифровых моделей каркаса и преформы, исходя из геометрических требований отливки и частей пресс-формы.
В процессе проектирования модели каркаса из непрерывного волокна определяется расположение, плотность и ориентация непрерывного волокна внутри будущей отливки.
В процессе проектирования модели преформы определяется способ закрепления синтезированного изделия в рабочем объёме пресс-формы. Определяется взаимное расположение каркаса из непрерывного волокна и преформы в объёме синтезируемого изделия. Преформа, таким образом, выступает в качестве поддерживающего элемента или крепежа для каркаса из непрерывного волокна. Преформа проектируется таким образом, чтобы после закрепления в рабочем объёме пресс-формы обеспечить неподвижность каркаса из непрерывного волокна до и в процессе литья под давлением инжекционным методом, обеспечить заданное расположение, плотность и ориентацию непрерывного волокна в отливке, обеспечить заполнение всего рабочего объёма пресс-формы жидким термопластичным материалом в процессе формования.
Материалом преформы выступает термопластичный материал, который сочетается либо с материалом матрицы термопластичной композиции, либо с термопластичным или композиционным материалом, использующимся при литье инжекционным методом.
Синтезированное изделие помещается в рабочий объём пресс-формы после чего пресс-форма смыкается и начинается процесс формования, в ходе которого рабочий объём пресс-формы заполняется жидким термопластичным или композиционным материалом под давлением.
Фиксация синтезированного изделия осуществляется посредством частей преформы, её рёбер и поверхностей, упирающихся в поверхности рабочего объёма пресс-формы. Может также осуществляться зажим частей преформы между частями пресс-формы при их смыкании.
В процессе формования материал преформы спекается или полностью сплавляется с жидким термопластичным или композиционным материалом, инжектируемым в пресс-форму. Благодаря этому факту не требуется учёт частей преформы, которые необходимы для закрепления синтезированного изделия в рабочем объёме пресс-формы при проектировании модели отливки или частей пресс-формы.
В результате описанного процесса достигается изготовление отливки методом инжекционного литья термопластов под давлением, усиленной непрерывным волокном с заданным расположением, плотностью и ориентацией внутри отливки.
Изобретение поясняется чертежами фиг. 1-13:
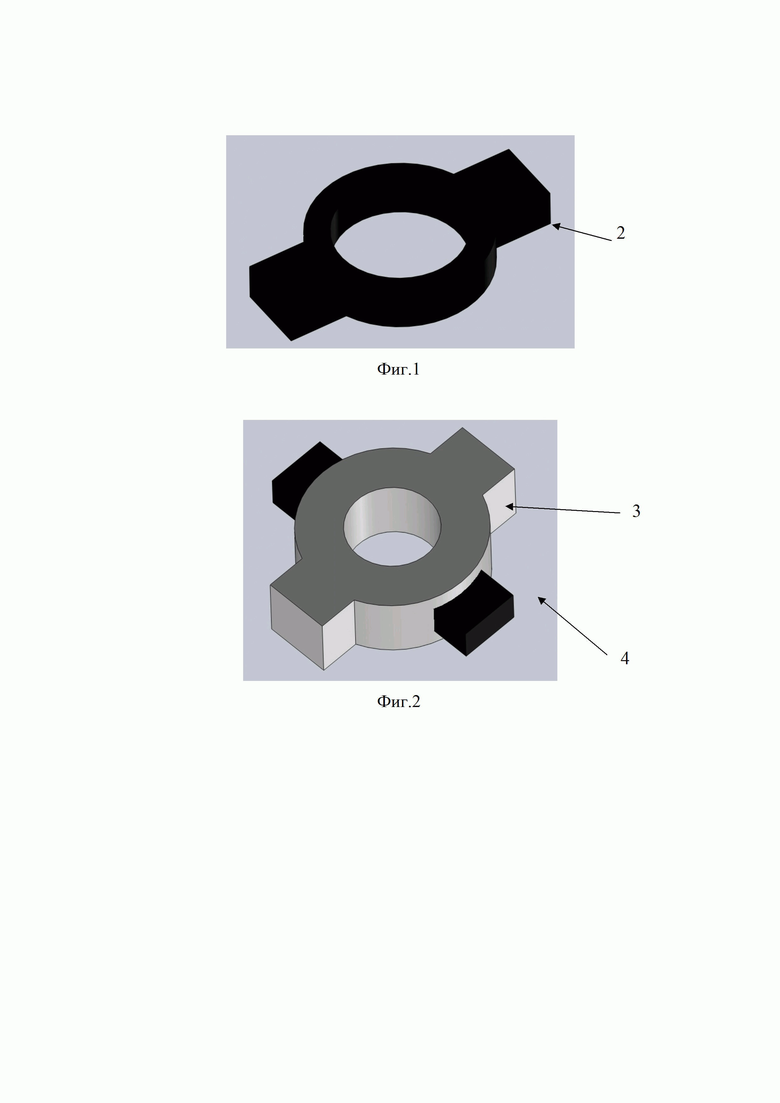
на фиг. 1 показан пример каркаса из непрерывного волокна, синтезированный аддитивным методом. Каркас выполнен в виде сплошной детали переменной толщины. Каркас может быть выполнен в виде нескольких элементов, пример чего приводится на фиг.5;
на фиг. 2 показан пример каркаса из непрерывного волокна и преформы из термопластичного материала, выполненные в ходе единого процесса аддитивным методом и представляющие собой единое целое;
на фиг. 3 показан представленный на фиг.2 пример синтезированного изделия в разрезе. Данный чертёж иллюстрирует возможное взаиморасположение каркаса из непрерывного волокна и преформы относительно друг друга;
на фиг. 4 показан представленный на фиг.2 пример синтезированного изделия в разрезе. Данный чертёж иллюстрирует возможное взаиморасположение каркаса из непрерывного волокна и преформы относительно друг друга с иного ракурса. Допускается выкладка непрерывного волокна на синтезированный ранее слой термопласта;
на фиг. 5 показан второй пример синтезированного изделия, выполненный в ходе единого процесса аддитивным методом. Матрица термопластичной композиции позволяет синтезировать каркас из непрерывного волокна и термопластичную преформу, соединёнными по граничным поверхностям. Синтез такого изделия предполагает поочерёдную выкладку термопластичного материала и непрерывного волокна в одном слое изделия;
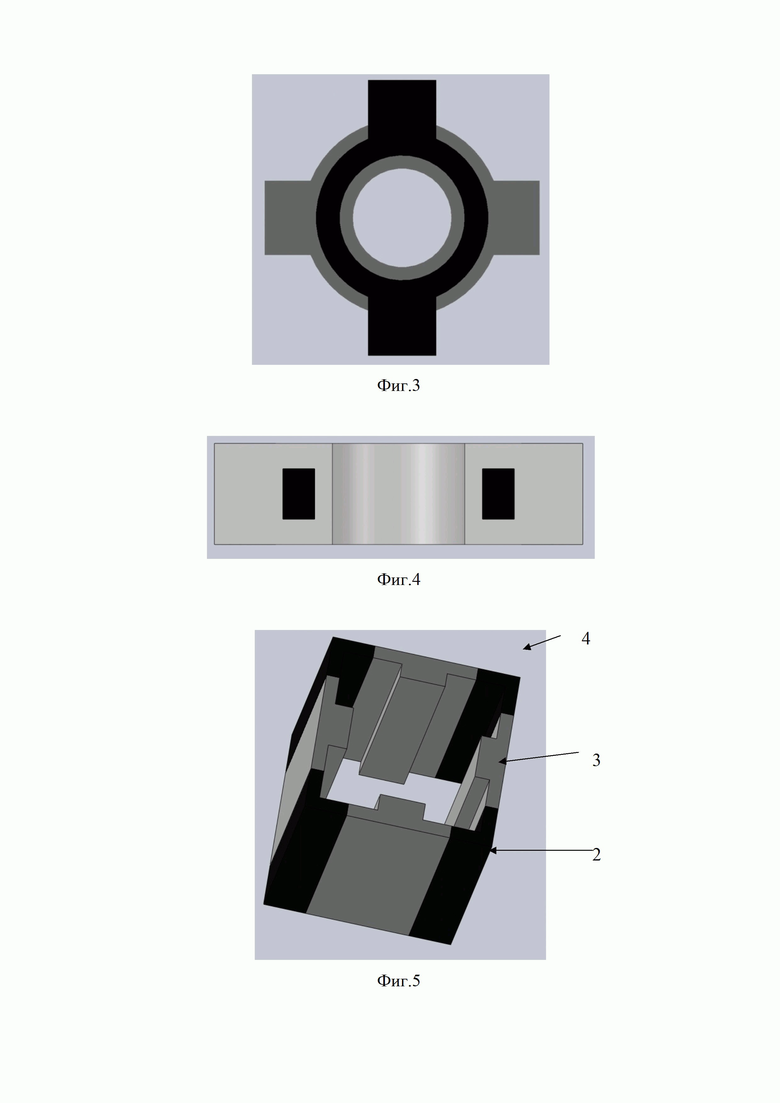
на фиг. 6а показан способ закрепления синтезированного изделия из первого примера. С помощью рёбер преформы синтезированное изделие фиксируется между стенками пресс-формы;
на фиг. 6б показан способ закрепления синтезированного изделия из первого примера. С помощью нижней поверхности преформы синтезированное изделие устанавливается на дно пресс-формы. Закрепление преформы может происходить и без опоры на дно пресс-формы;
на фиг. 7 показан этап подготовки инжекционно-литьевой машины к запуску. Пресс-форма стягивается. В её ответной части находится отверстие, изображающее каналы для инжекции жидкого полимерного материала;
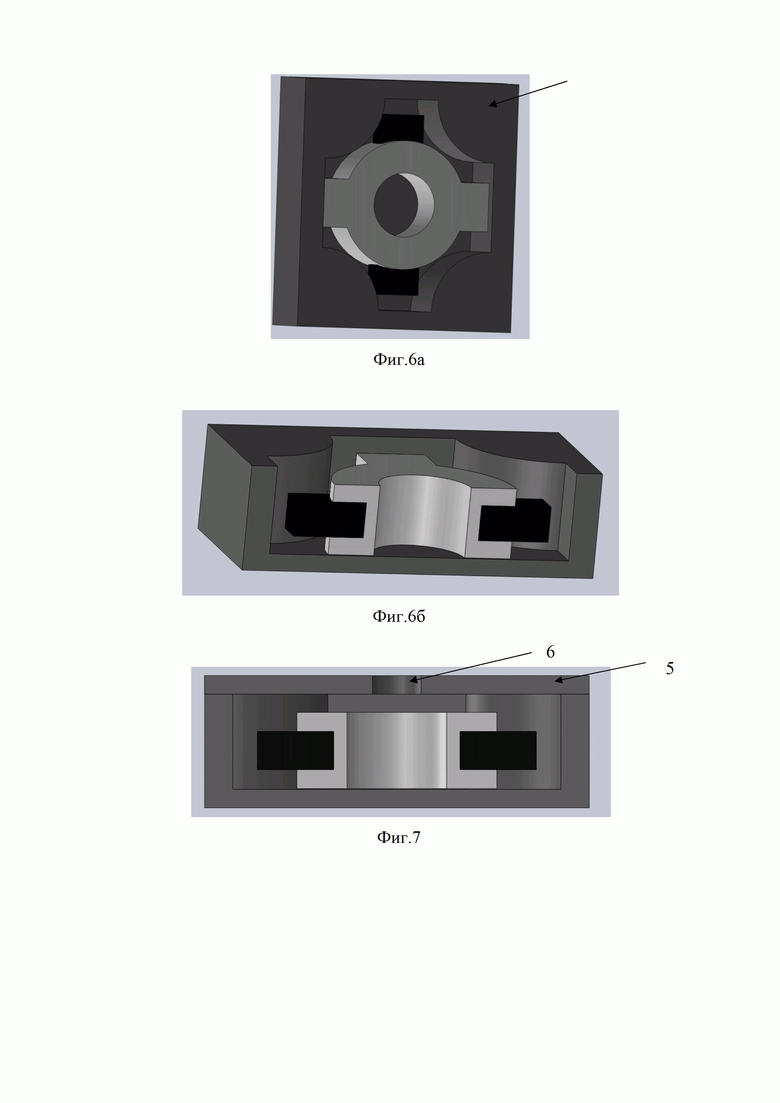
на фиг. 8 показан пример отливки после завершения процесса формования и её извлечения из пресс-формы. В ходе формования термопластичный материал, из которого была синтезирована преформа спёкся или полностью сплавился с термопластичным или композиционным материалом, использовавшимся в процессе литья под давлением;
на фиг. 9 показана отливка в разрезе. Каркас из непрерывного волокна находится в заданном положении в объёме отливки. Преформа обеспечила его надёжное закрепление до и в процессе формования;
на фиг. 10 показан пример закрепления синтезированного изделия, приведённого на фиг 5. Пресс-формы такого типа достаточно распространены и могут находится как в вертикальном, так и в любом другом положении. Синтезированное изделие устанавливается на формообразующий выступ пресс-формы и фиксируется на нём с помощью рёбер преформы;
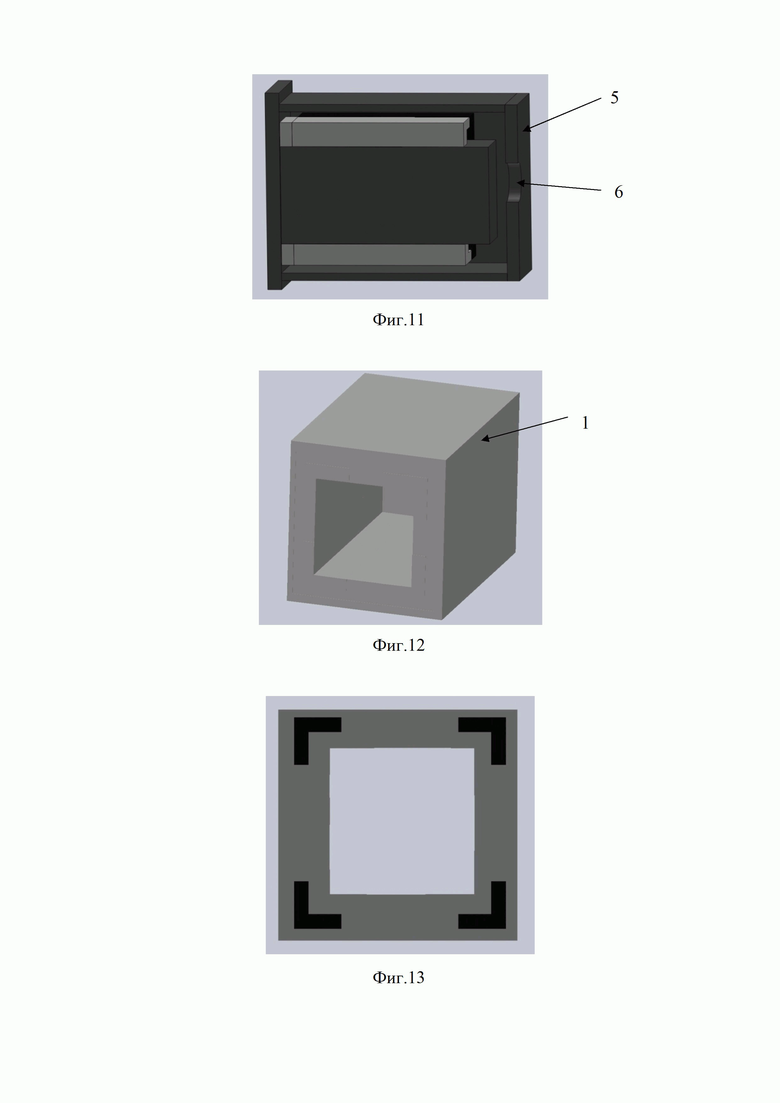
на фиг. 11 показан этап подготовки инжекционно-литьевой машины к запуску. Пресс-форма стягивается. В её ответной части находится отверстие, изображающее каналы для инжекции жидкого термопластичного или композиционного материала. Чертёж дан в разрезе;
на фиг. 12 показан пример отливки после завершения процесса формования и её извлечения из пресс-формы. В ходе формования термопластичный материал, из которого была синтезирована преформа спёкся или полностью сплавился с термопластичным или композиционным материалом, использовавшимся в процессе литья под давлением;
на фиг. 13 показана отливка в разрезе. Элементы каркаса из непрерывного волокна находятся в заданном положении в объёме отливки. Преформа обеспечила надёжное закрепление элементов каркаса до и в процессе формования.
Способ формования инжекционным методом термопластичных изделий, отличающийся заданным расположением, плотностью и ориентацией непрерывного волокна внутри отливки 1, при этом каркас 2 из непрерывного волокна и преформа 3 из термопластичного материала предварительно синтезируются аддитивным методом в ходе единого процесса так, что каркас из непрерывного волокна полностью или частично находится в объёме преформы и составляет с ней единое целое, при этом поверхности и рёбра преформы выполняют роль крепежа или поддерживающего элемента при закреплении синтезированного изделия 4 в рабочем объёме пресс-формы 5 до начала процесса формования причём так, что они препятствуют смещению каркаса из непрерывного волокна в процессе формования инжекционным методом после смыкания пресс-формы, обеспечивают заполнение всего рабочего объёма пресс-формы жидким термопластичным или композиционным материалом через литник 6, впрыскивающимся в пресс-форму, обеспечивают заданное расположение, плотность и ориентацию непрерывного волокна внутри отливки по завершении процесса формования с дальнейшим размыканием пресс-формы, при этом материалом для изготовления каркаса из непрерывного волокна аддитивным методом выступает термопластичная композиция на основе непрерывного волокна, при этом термопластичный материал преформы сочетается с материалом матрицы термопластичной композиции, либо с термопластичным или композиционным материалом, использующимся в процессе литья под давлением инжекционным методом, при этом в процессе формования термопластичная преформа спекается или полностью сплавляется с термопластичным или композиционным материалом, использующимся в процессе литья под давлением инжекционным методом так, что позволяет не учитывать части преформы, которые необходимы для закрепления синтезированного изделия в рабочем объёме пресс-формы при проектировании модели отливки или частей пресс-формы.
Способ осуществляется следующим образом:
1. Для изготовления изделия методом инжекционной формовки создаётся пресс-форма.
2. В соответствии с требуемой геометрией изделия создаётся цифровая модель каркаса из непрерывного волокна.
3. В соответствии с геометрией пресс-формы и с учётом геометрии цифровой модели каркаса создаётся цифровая модель преформы. При этом каркас должен полностью или частично находится внутри преформы.
4. Определяется вид термопласта или композиционного материала, который будет использоваться для литья в ходе процесса инжекционного формования.
5. Определяется вид волокна, которое будет использоваться для изготовления каркаса.
6. Определяется вид термопласта, который будет использоваться для создания преформы. Материал преформы должен сочетаться с материалом термопластичной матрицы непрерывного волокна, либо с термопластичным или композиционным материалом, который будет использоваться в качестве сырья при формовании.
7. Аддитивным методом, на основании подготовленных цифровых моделей, в ходе единого процесса синтезируется каркас и преформа. При этом каркас полностью или частично находится в объёме преформы и формирует с ней единое целое.
8. Синтезированное изделие закрепляется в рабочем объёме пресс-формы до начала процесса формования. При этом рёбра и поверхности преформы выступают в качестве поддерживающих элементов или крепежа для каркаса из непрерывного волокна. Рёбра и поверхности преформы позволяют жёстко закрепить каркас из непрерывного волокна в рабочем объёме пресс-формы. Рёбра и поверхности преформы используют в качестве опоры внутренние поверхности пресс-формы.
9. Пресс-форма смыкается.
10. Сырьё, представляющее собой выбранный для литья термопластичный или композиционным материал, поступает в нагреваемую зону, через которую транспортируется к литнику. Нагрев осуществляется до температуры, необходимой для плавления термопластичного материала.
11. Осуществляется впрыск жидкой термопластичной или композиционной массы под давлением в полость пресс-формы.
12. Жидкая термопластичная или композиционная масса полностью заполняет рабочий объём пресс-формы, окружая каркас из непрерывного волокна и преформу.
13. Происходит полное или частичное расплавление материала преформы.
14. Происходит остывание и отвердение готового изделия под давлением.
15. Материал преформы спекается или полностью сплавляется с термопластичным или композиционным материалом, использовавшимся в процессе литья под давлением инжекционным методом.
16. Осуществляется размыкание пресс-формы и извлечение отливки, усиленной каркасом из непрерывного волокна с заданным расположением, плотностью и ориентацией волокон в объёме отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОКОМПОЗИТНАЯ ОПОРА ОСВЕЩЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655273C1 |
| ТРЕХМЕРНАЯ ВЫСОКОПРОЧНАЯ ВОЛОКНИСТАЯ КОМПОЗИТНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688551C2 |
| ПРОДУКТЫ, ОСОБЕННО ФОРМУЮЩИЕСЯ МАТЕРИАЛЫ ИЗ ПОЛИМЕРОВ, СОДЕРЖАЩИХ СЕГМЕНТЫ ТРИАЗИНА, СПОСОБ ИХ ПРОИЗВОДСТВА И ИХ ИСПОЛЬЗОВАНИЕ | 2002 |
|
RU2321602C2 |
| ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ С ВЫСОКОЙ ТЕКУЧЕСТЬЮ | 2015 |
|
RU2704185C2 |
| УЛУЧШЕННЫЙ ПОЛУФАБРИКАТ И ПРЕФОРМА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ЕГО ЧАСТИ | 2010 |
|
RU2483885C2 |
| Способ создания конструкционного сектора кольца аппарата Илизарова | 2023 |
|
RU2810435C1 |
| СПОСОБ УМЕНЬШЕНИЯ УСАДКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2827696C1 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
| ПОДГОТОВКА КОМПОЗИТНОГО МАТЕРИАЛА, СОДЕРЖАЩЕГО РАЗЛИЧНЫЕ ФУНКЦИОНАЛЬНЫЕ ОБЛАСТИ | 2020 |
|
RU2782809C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
Изобретение относится к области литейного производства. Способ формования термопластичных изделий включает заданное расположение, плотность и ориентацию непрерывного волокна внутри отливки, при этом каркас из непрерывного волокна и преформа из термопластичного материала предварительно синтезируются аддитивным методом так, что они составляют единое целое. При этом поверхности и рёбра преформы выполняют роль крепежа или поддерживающего элемента при закреплении синтезированного изделия в рабочем объёме пресс-формы до начала процесса формования. Затем заполняют весь рабочий объём пресс-формы жидким термопластичным или композиционным материалом, впрыскивающимся в пресс-форму. При этом термопластичный материал преформы сочетается с материалом матрицы термопластичной композиции либо с термопластичным или композиционным материалом, использующимся в процессе литья под давлением инжекционным методом. Кроме того, в процессе формования термопластичная преформа спекается или полностью сплавляется с термопластичным или композиционным материалом. Техническим результатом изобретения является исключение смещения каркаса во время литья под давлением инжекционным методом. 14 ил.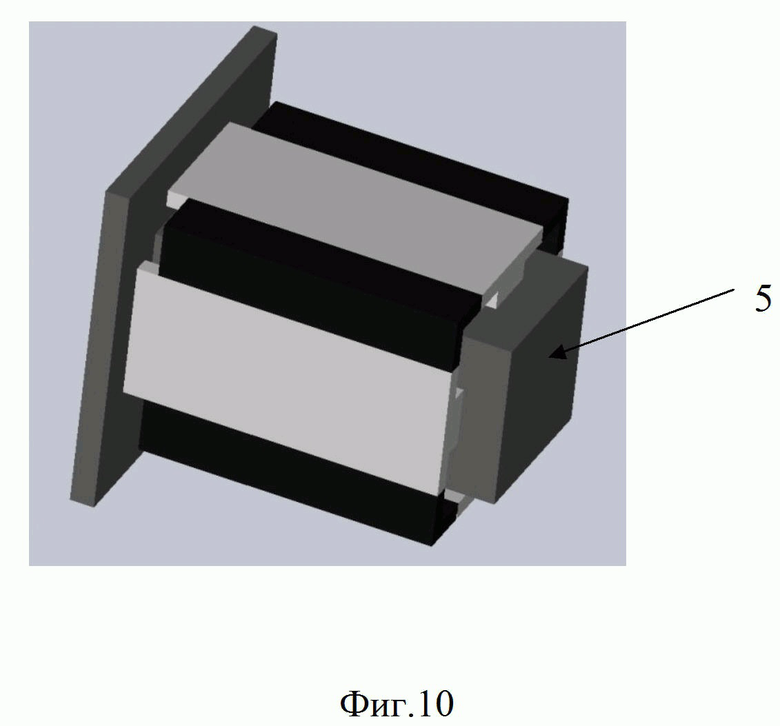
Способ формования инжекционным методом термопластичных изделий, включающий заданное расположение, плотность и ориентацию непрерывного волокна внутри отливки, при этом каркас из непрерывного волокна и преформа из термопластичного материала предварительно синтезируются аддитивным методом в ходе единого процесса так, что каркас из непрерывного волокна полностью или частично находится в объёме преформы и составляет с ней единое целое, при этом поверхности и рёбра преформы выполняют роль крепежа или поддерживающего элемента при закреплении синтезированного изделия в рабочем объёме пресс-формы до начала процесса формования, причём так, что они препятствуют смещению каркаса из непрерывного волокна в процессе формования инжекционным методом после смыкания пресс-формы, обеспечивают заполнение всего рабочего объёма пресс-формы жидким термопластичным или композиционным материалом, впрыскивающимся в пресс-форму, обеспечивают заданное расположение, плотность и ориентацию непрерывного волокна внутри отливки по завершении процесса формования с дальнейшим размыканием пресс-формы, при этом материалом для изготовления каркаса из непрерывного волокна аддитивным методом выступает термопластичная композиция на основе непрерывного волокна, при этом термопластичный материал преформы сочетается с материалом матрицы термопластичной композиции либо с термопластичным или композиционным материалом, использующимся в процессе литья под давлением инжекционным методом, при этом в процессе формования термопластичная преформа спекается или полностью сплавляется с термопластичным или композиционным материалом, использующимся в процессе литья под давлением инжекционным методом так, что позволяет не учитывать части преформы, которые необходимы для закрепления синтезированного изделия в рабочем объёме пресс-формы при проектировании модели отливки или частей пресс-формы.
| WO 2017123726 A1, 20.07.2017 | |||
| US 2017120519 A1, 04.05.2017 | |||
| ФОРМОВОЧНО-ЛИТЬЕВОЕ УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ПРЕФОРМ И АРМИРОВАННЫХ ВОЛОКНОМ ПЛАСТМАСС С ПОМОЩЬЮ ФОРМОВОЧНО-ЛИТЬЕВОГО УСТРОЙСТВА | 2007 |
|
RU2443555C2 |
| US 2015266243 A1, 24.09.2015. | |||

