Изобретение относится к станкостроению, в частности к станкам для обточки колесных пар для восстановления профиля бандажа железнодорожных колес.
Известны станки типа 106 и 106NC фирмы "Хегеншейдет" КГ- Эркеленц, ФРГ для обточки колесных пар без выкатки последних для восстановления профиля бандажа.
Станки сконструированы на базе двухстоечной станины. Для передачи необходимого крутящего момента колесной паре, каждая сторона станины снабжена системой привода с роликами трения. Осью вращения колесной пары служат, зажимаемые устройствами для проведения обработки, буксы. Станки содержат два суппорта с продольными и поперечными каретками. Токарный инструмент устанавливается на поперечной каретке, перемещаемой по продольной каретке в вертикальной плоскости между приводными роликами. Продольная каретка перемещается в горизонтальной плоскости по станине.
Станок устанавливается в котловане, на который накатывается транспортное средство.
Для контроля процессов обработки между стойками станины предусмотрено место для оператора.
Станки типа 106 оснащены контакторной системой управления. Образование профильных контуров бандажа осуществляется гидрокопировальными системами, управляющими движениями токарных суппортов (кареток) гидроцилиндрами подачи.
На станках типа 106 CNC (взят за прототип) применено контурное программное управление с использованием для приводов подачи регулируемых электродвигателей - электросерводвигателей.
С помощью шариковой винтовой передачи эти электродвигатели обеспечивают необходимые движения подачи кареток токарных суппортов согласно программы обработки УЧПУ для образования заданного профиля бандажа.
У известных станков сложные системы управления станками по образованию профиля бандажа в автоматическом режиме, что усложняет, а иногда затрудняет их эксплуатацию в условиях ремонтных мастерских, особенно маломощных депо на железных дорогах - требуется высокое инженерное обслуживание. Кроме того, станки не имеют универсальных токарных возможностей для предварительной, перед окончательной копировальной обработкой, обработки профиля бандажа - снятие заусениц, накаток, термических трещин, ползунов и др.
Технической задачей изобретения является создание станка с упрощенной системой управления в формировании профиля бандажа при токарной обточке в автоматическом режиме и с наличием в станке универсальных токарных возможностей.
Указанная задача достигается тем, что станок, содержащий устройства для опоры, центрирования и вращения колесной пары, два суппорта, включающие продольную и поперечную каретки с винтовыми приводами их перемещения, снабжен дополнительными продольными каретками для установки на них инструмента, размещенными с возможностью их перемещения на поперечных каретках суппортов, а поперечная каретка каждого из суппортов снабжена дополнительными приводом ее перемещения, выполненным в виде торцового пазового кулачка, размещенного в продольной каретке, связанного с поперечной кареткой и кинематически соединенного с винтовым приводом перемещения продольной каретки посредством зубчатых передач, размещенных в отдельных коробках, установленных на основаниях суппортов, причем приводы перемещения для продольных и поперечных кареток выполнены общими в виде отдельно размещенных коробок подач для каждого суппорта, а последние выполнены наклонными.
Кулачки кулачковых приводов расположены на одном валу с приемным колесом передачи винтового привода поперечной каретки, кулачок и колесо предназначены для попеременного взаимодействия с валом через двустороннюю сцепную муфту на нем ответными сцепными устройствами на последних, вал через подвижное соединение, а именно шлицевое, связан с валом зубчатой передачи в коробках, установленных на основаниях суппортов, при этом указанный вал предназначен для взаимодействия через включаемый в зубчатой передаче перебор с винтовым приводом продольной каретки и с винтовым валом коробки подач.
Коробки подач выполнены с автоматическими цепями подач обработки бандажа, а именно, замедленной, предназначенной для обработки гребня, нормальной и повышенной - для обработки поверхности катания, внутри которых расположены управляемые муфты, например, электромагнитные, для взаимодействия с приводным электродвигателем, а также цепь ускоренного хода, связанную с отдельным электродвигателем.
Паз с переменными радиусами торцового кулачка дополнительного привода перемещения поперечной каретки посредством размещенного в нем пальце, связан с ползуном, в поперечном пазу которого размещено плечо с пальцем двуплечего рычага, второе плечо с пальцем которого размещено в поперечном пазу ползушки поперечной каретки, при этом ползушка через гайку связана с винтом основного привода перемещения поперечной каретки, на конце которого установлены рукоятка его вращения и отсчетное устройство.
В винте привода поперечной каретки выполнен шпоночный паз, с которым посредством шпонки связана установленная на нем односторонняя сцепная муфта, а винт при этом размещен в гладком отверстии конечного колеса привода перемещения поперечной каретки, при этом колесо имеет сцепное устройство, предназначенное для взаимодействия с муфтой.
В станке торцовый пазовый кулачок является сменным и расположен в продольной каретке суппорта сбоку в нише, на которой установлена съемная крышка.
Зубчатые передачи в кинематической связи дополнительных кулачковых приводов с винтовыми приводами перемещения продольных кареток имеют множительный характер с передаточным числом, равным отношению длины перемещения продольной каретки при обработке бандажа к шагу винта ее привода
m=L/P
где
m - число, показывающее, сколько оборотов должен сделать винт перемещения продольной каретки за один оборот торцового пазового кулачка;
L - длина перемещения продольной каретки при обработке бандажа, включающая величину подхода инструмента к бандажу, ширину бандажа и величину отхода инструмента от бандажа после окончания обработки;
P - шаг винта.
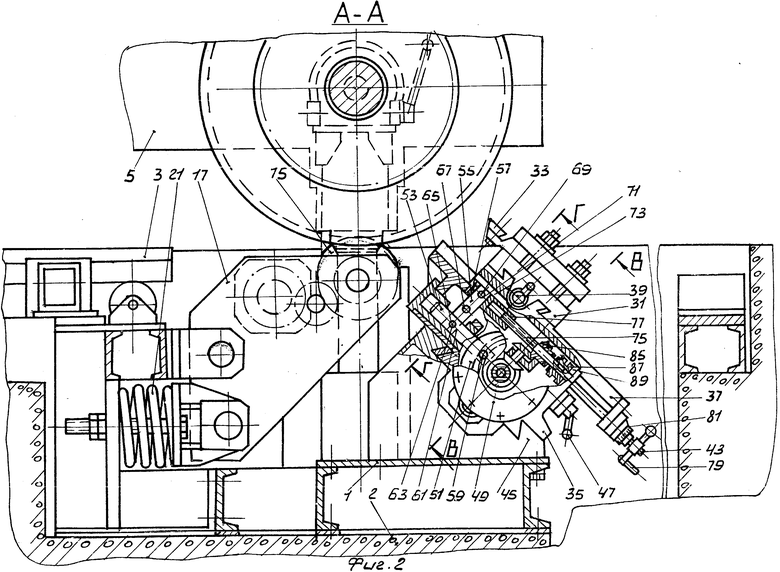
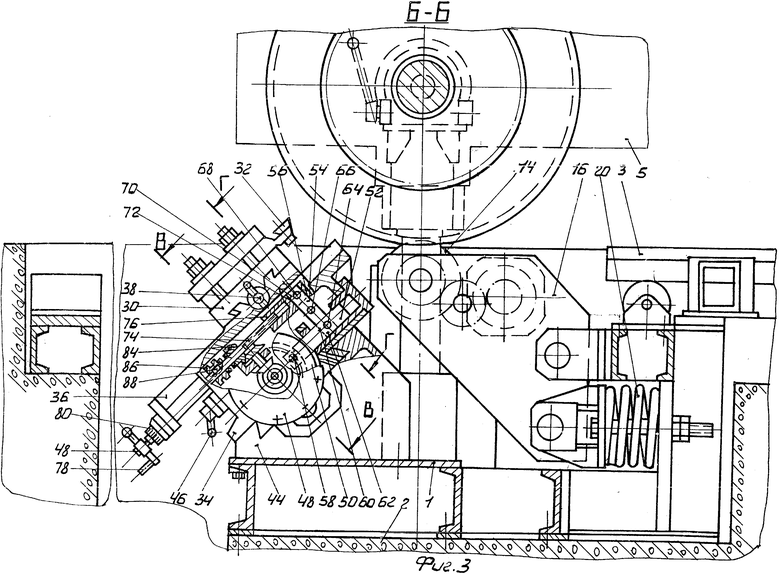
На фиг. 1 изображен станок для обточки колесных пар без выкатки колес для восстановления профиля бандажа железнодорожных колес с колесной парой на частично показанном транспортном средстве, поднятой подъемниками, сцентрированной центрирующими устройствами и неубранными выдвижными рельсами, продольный вид, фундамент; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2 и 3; на фиг. 5 - разрез Г-Г на фиг. 2 и 3.
Станок для обточки бандажей колесных пар без выкатки смонтирован на станине 1, установленной на фундаменте 2, выполненным в виде котлована, на дне которого он установлен. Котлован перекрывается выдвижными рельсами 3, по которым перемещается на ось станка колесная пара 4, смонтированная на транспортном средстве 5.
После расположения колесной пары 4 на оси станка (контролируется концевым выключателем, не показано), она фиксируется выдвижными центрами 6 и 7 центрирующих устройств 8 и 9, предварительно поднятая за буксы на ось станка подъемными устройствами 10 и 11. Центрирующие 8 и 9 и подъемные 10 и 11 устройства снабжены винтовыми приводами от редукторов (не показано).
С обоими профилями бандажей 12 и 13 колесной пары 4 взаимодействуют два, с возможностью вращения, фрикционных ролика 14 и 15, смонтированных в поворотных коробах 16 и 17 в виде рычагов. Ролики 14 и 15 приводятся во вращение от двигателей 18 и 19, расположенных на поворотных коробах 16 и 17.
Поджим роликов 14 и 15 к профилям 12 и 13 бандажей осуществляется при помощи имеющих возможность регулирования пружин 20 и 21, воздействующих на поворотные короба 16 и 17. Правые и левые части станка идентичной конструкции.
Станок содержит два наклонных суппорта 22 и 23, две коробки 24 и 25, с расположенными в них зубчатыми передачами в виде переборов, включаемых рукоятками 26 и 27, две коробки подач 28 и 29. Суппорты 22 и 23 оборудованы дополнительными продольными каретками 30 и 31 для установки режущего инструмента 32 и 33, продольными 34 и 35 и наклонными поперечными каретками 36 и 37 с винтовыми приводами 38, 39, 40 и 41, 42, 43 соответственно, основаниями 44 и 45, установленными на станке 1. Наряду с винтовыми приводами 42 и 43 поперечные каретки 36 и 37 снабжены включаемыми рукоятками 46 и 47, взамен винтовых 42 и 43, дополнительными кулачковыми приводами 48 и 49. Кулачковые приводы содержат торцовые пазовые кулачки 50 и 51 с механизмами передачи движения от них поперечным 36 и 37 кареткам.
Механизмы передачи содержат ползуны 52 и 53, двуплечие рычаги 54 и 55, ползушки 56 и 57. Ползуны 52 и 53 расположены в продольных каретках 34 и 35 подвижно в осевом направлении и неподвижно - в круговом. Своими пальцами 58 и 59, установленными жестко на одном конце, ползуны 52 и 53 взаимодействуют с пазами в торцовых кулачках 50 и 51, а поперечными в них пазами 60 и 61 через камни 62 и 63 с пальцами 64 и 65, установленными на одном из плеч, - с рычагами 54 и 55.
Двуплечие рычаги 54 и 55 установлены поворотно на опорах 66 и 67. На другом плече рычагов 54 и 55 установлены пальцы 68 и 69, которые своими камнями 70 и 71 взаимодействуют с поперечными пазами 72 и 73 на ползушках 56 и 57. Ползушки 56 и 57 имеют возможность перемещения в своих направляющих относительно поперечных 36 и 37 и продольных 34 и 35 кареток. Перемещение относительно поперечных кареток 36 и 37 осуществляется при помощи их винтовых передач, винты 74 и 75 которых поворотно в круговом направлении и неподвижно в осевом установлены в поперечных каретках 36 и 37, а гайки 76 и 77 расположены в ползушках 56 и 57, образуя при этом механическую связь последних с корпусом поперечных кареток 36 и 37.
Перемещение относительно продольных кареток 34 и 35 осуществляется от торцовых кулачков 50 и 51. В процессе воздействия плеч рычагов 54 и 55 на ползушки 56 и 57 осуществляется перемещение и ползушек 56 и 57 и поперечных кареток 36 и 37 относительно продольных кареток 34 и 35.
Винты 74 и 75 привода поперечных кареток 36 и 37 на концах, закрепленных в поперечных каретках, имеют рукоятки 78 и 79 их ручного привода, а также отсчетные устройства 80 и 81. Винты 74 и 75 имеют шпоночные пазы 82 и 83, и средней частью они расположены в гладком отверстии выходных конических колес 84 и 85, имеющих сцепные устройства механического привода перемещения поперечных кареток 36 и 37. На винтах 74 и 75 расположены сцепные муфты 86 и 87, имеющие шпонки 88 и 89, взаимодействующие с пазами 82 и 83 винтов 74 и 75. Муфты 86 и 87 вводятся в зацепление с сцепными устройствами на конических колесах 84 и 85 рукоятками 90 и 91.
Кулачки 50 и 51 расположены в нишах 92 и 93, закрываемых крышками 94 и 95, на сцепных муфтах 96 и 97, которые поворотно и неподвижно в осевом направлении установлены на валах 98 и 99 и в корпусе продольных кареток 34 и 35. Сами кулачки 50 и 51 установлены на муфтах 96 и 97 неповоротно с возможностью их съема с упомянутых муфт при отвертывании гаек 100 и 101.
На валах 98 и 99 поворотно в круговом и неподвижно в осевом направлении расположены приемные конические колеса 102 и 103 привода перемещения поперечных кареток 36 и 37.
Между муфтами 96 и 97 и коническими колесами 102 и 103 расположены двусторонние сцепные муфты 104 и 105 неповоротно в круговую и подвижно в осевом направлениях на валах 98 и 99. Сцепные муфты 104 и 105 перемещаются рукоятками 46 и 47 для взаимодействия либо со сцепными устройствами на муфтах 96 и 97,либо со сцепными устройствами на конических колесах 102 и 103.
Валы 98 и 99 подвижным соединением, например, шлицевым, связаны с валами 106 и 107 в коробках 24 и 25, установленных на основаниях 44 и 45. На валах 106 и 107, 108 и 109 расположены зубчатые передачи в виде переборов 110 и 111, связывающих кинематически вращение кулачков 50 и 51 и винтовых приводов 40 и 41, содержащих винты 112 и 113, жестко связанные с валами 108 и 109, гайки 114 и 115, установленные на продольных каретках 34 и 35.
Передаточное число переборов равно отношению длины обработки при копировании к шагу винтов 112 и 113 перемещения продольных кареток, что обеспечивает за один оборот кулачков 50 и 51 перемещение продольных кареток на длину обработки.
Включение переборов осуществляется перемещением зубчатых колес 116 и 117 рукоятками 26 и 27. Валы 106 и 107 через промежуточные валы 118 и 119 и муфты связаны с выходными валами 120 и 121 коробок подач 28 и 29.
Коробки подач 28 и 29 содержат двигатели подач 122 и 123 и ускоренного хода (перемещения) 124 и 125 и кинематические цепи подач в виде зубчатых колес: замедленную -колеса 126 и 127, 128 и 129, 130 и 131, 132 и 133 и электромагнитные муфты 134 и 135; нормальную - колеса 126 и 127, 128 и 129, 136 и 137 и электромагнитные муфты 138 и 139 и повышенную - колеса 126 и 127, 128 и 129, 140 и 141, электромагнитные муфты 142 и 143.
Для замедленной и нормальной подач имеются сменные колеса 144 и 145, 146 и 147, гитары. Для всех трех подач и ускоренного хода служат колеса 148 и 149, 150 и 151 и червячная передача 152 и 153. Для отключения коробок подач при наладке имеются сцепные муфты 154 и 155, отключаемые рукоятками 156 и 157.
Как сказано выше, станок содержит суппорты 22 и 23, в которых наряду с универсальными винтовыми приводами, поперечные каретки снабжены, включаемыми взамен винтовых, дополнительными кулачковыми приводами, а также включаемую жесткую кинематическую связь кулачковых приводов с винтовыми приводами перемещения продольных кареток, приводы подач.
Такая конструкция станка позволяет обрабатывать профили бандажей железнодорожных колес без их выкатки в копировальном и обычном универсальном токарном режимах. Ниже приводится работа станка в копировальном, как основном режиме -окончательном (чистовом).
Станок работает следующим образом.
На фиг. 1-3 станок изображен в исходном перед началом работы положении: колесная пара 4 на частично показанном транспортном средстве 5 поднята подъемными устройствами 10 и 11 и сцентрирована центрирующими устройствами 8 и 9. Выдвижные рельсы 3 на фиг. 1 еще не убраны - момент окончания загрузки изделия, суппорты 22 и 23 находятся в крайних к центру положения для обеспечения возможности загрузки изделия.
На фиг. 2 и 3 выдвижные рельсы 3 убраны из проема в крайние задние положения, поперечные каретки 36 и 37 находятся в крайних задних положениях, суппорты 22 и 23 оснащены инструментами 32 и 33, установленными на дополнительных продольных каретках 30 и 31.
На разрезах и сечениях фиг. 2-5 механизмы находятся в нейтральном, не рабочем состоянии. Ниже приводятся условия их приведения в рабочее состояние перед началом работы станка.
Подготовка станка к работе в копировальном режиме.
1. Торцовые пазовые кулачки 50 и 51 устанавливаются в исходное положение - начало копирования, для чего рукоятками 26 и 27, 156 и 157 выключаются кинематические цепи коробок 24 и 25 и коробок подач 28 и 29. Рукоятками 46 и 47 включается муфты 104 и 105 в зацепление с муфтами 96 и 97, на которых неповоротно сидят торцовые пазовые кулачки 50 и 51. Включение муфт контролируется концевыми выключателями (не показано). Затем вручную производится за валы 106 и 107 поворот пазовых торцовых кулачков до их исходного положения. Контролируется концевым выключателем (не показано).
2. Рукоятками 46 и 47 муфты 104 и 105 ставятся в нейтральное положение.
3. Рукоятками 26 и 27, 156 и 157 включаются кинематические цепи коробок 24 и 25 и коробок подач 28 и 29.
4. Нажатиям кнопок на пультах (не показано) продольные каретки 34 и 35 перемещаются в положение начала обработки копированием (исходное положение копирования). Положение контролируется концевыми выключателями (не показано). Перемещение продольных кареток 34 и 35 осуществляется на ускоренном ходу от двигателей 124 и 125 (см. выше).
5. В коробках подач устанавливаются заданной подаче сменные колеса 144 и 145 из набора сменных колес.
6. Рукоятками 46 и 47 включаются муфты 104 и 105 в зацепление с муфтами 96 и 97, на которых неповоротно сидят торцовые пазовые кулачки. Включение контролируется концевыми выключателями (не показано). В случае незацепления (непопадания зубьев во впадины) производится доворот при помощи валов 106 и 107 (или 118 и 119), предварительно отключив кинематику коробок 24 и 25, 28 и 29.
Торцовые пазовые кулачки при повороте не должны вращаться, чтобы не нарушить исходное положение кулачков.
7. Устанавливается инструмент 32 и 33 на дополнительные продольные каретки 30 и 31.
8. Перемещением поперечных кареток 36 и 37 и дополнительных продольных кареток 30 и 31 вручную за рукоятки 38 и 39, 78 и 79, инструменты 32 и 33 устанавливаются в исходное (заданное) положение относительно поверхностей бандажа согласно карты наладки (не показано) как в продольном, так и в поперечном направлениях.
Работа станка в копировальном режиме.
1. Включаются приводы 18 и 19 вращения роликов 14 и 15. Пружины 20 и 21 через поворотные короба 16 и 17 поджимают ролики 14 и 15 к поверхности бандажей 12 и 13, создавая тем самым условия вращения последних, начинается вращение колесной пары 4.) В конструкции станка предусмотрены три вида подач: замедленная для обработки гребня бандажа, нормальная и повышенная для обработки поверхностей катания бандажей. Станок может работать как одновременно двумя суппортами, так и поочередно, одним из суппортов.
2. Устанавливается на пульте режим копирования (не показано).
3. Включается копирование. При этом производится пуск электродвигателей 122 и 123 и включение электромагнитных муфт.134 и 135.
Вращательное движение от двигателей 122 и 123, коробок подач 28 и 29 через систему зубчатых колес 126 и 127, 128 и 129, 130 и 131, 144 и 145, 146 и 147, 148 и 149, 150 и 151 и червячную передачу 152 и 153 (при включении муфт 134 и 135) передается промежуточным валам 118 и 119, а от них напрямую валам 106 и 107, 98 и 99. Через включенные переборы 110 и 111 в коробках 24 и 25 зубчатыми колесами 116 и 117 одновременно вращательное движение передается валам 112 и 113, а от них винтами 40 и 41, которые, взаимодействуя с гайками на продольных каретках 34 и 35, сообщают последним перемещение вдоль оси колесной пары 4, - перемещение инструментов 32 и 33 вдоль образующих бандажей 12 и 13.
Одновременно от валов 98 и 99 через муфты 104 и 105, взаимодействующие с муфтами 96 и 97, вращение передается пазовым торцовым кулачкам 50 и 51.
Пазы кулачков 50 и 51 воздействуют на пальцы 59 и 60 на концах ползунов 52 и 53. В результате переменных радиусов пазов кулачков 50 и 51 ползуны 52 и 53 своими поперечными пазами 60 и 61 через камни 62 и 63 в них воздействуют на пальцы 64 и 65, размещенные в отверстиях камней и расположенные на одном из плеч рычагов 54 и 55.
Другими своими плечами поворотные рычаги 54 и 55 через пальцы 68 и 69 на плечах и камни на них, через последние воздействуют на поперечные пазы 72 и 73 ползушек 56 и 57, перемещая тем самым ползушки 56 и 57. Вместе с последними через винтовую передачу 42 и 43 перемещения поперечных кареток 36 и 37, гайки 76 и 77, которые находятся в ползушках 56 и 57, а винты 74 и 75 закреплены в поперечных каретках 36 и 37, происходит перемещение поперечных кареток 36 и 37 относительно продольных кареток 34 и 35 вместе с дополнительными продольными каретками и инструментами 32 и 33 на них - перемещение инструментов 32 и 33 поперек образующих бандажей 12 и 13. Пазы торцовых кулачков 50 и 51 задают программу поперечного (радиального) перемещения инструментов 32 и 33 по пути его следования вдоль бандажей 12 и 13 от винтовых передач 112 и 113, связанных жесткой кинематической связью с кулачками 50 и 51.
Таким образом, движениями инструментов 32 и 33 от кулачков 50 и 51 и от винтов 112 и 113 при вращении колесной пары 4 образуются профили бандажей 12 и 13 на последней без участия системы управления станком.
С целью повышения производительности при сохранении необходимой шероховатости поверхностей бандажа, в момент окончания обработки гребней (крутых участков) бандажей происходит переключение подачи на нормальную или повышенную путем одновременного отключения электромагнитных муфт 134 и 135 и включения муфт 138 и 139 или муфт 142 и 143 (если задано техпроцессом обработки) концевыми выключателями на основаниях 44 и 45, упорами на продольных каретках (не показано).
После завершения полного оборота торцовых кулачков 50 и 51 и одновременного перемещения продольных кареток 34 и 35 на длину обработки, от упоров на кулачках 50 и 51 и упоров на продольных каретках 34 и 35, воздействующих соответственно на концевые выключатели в продольных каретках 34 и 35 и на основаниях суппортов 44 и 45 (не показано), происходит останов движений - отключаются двигатели 122 и 123 приводов подач и двигатели 18 и 19 привода вращения роликов 14 и 15.
Исходя из изложенного выше, за один оборот торцовых пазовых кулачков 50 и 51 осуществляется весь цикл рабочих движений инструментов 32 и 33 при обработке бандажей 12 и 13 за один проход.
После окончания обработки бандажей 12 и 13 - занятия инструментами 32 и 33 положения относительно бандажа в конце обработки, инструменты 32 и 33 необходимо отвести от изделия 4 как в поперечном (радиальном), так и продольном (осевом) направлениях или для выполнения второго прохода, или для снятия изделия - смены колесной пары 4 на другую пару этого же транспортного устройства 5 на оси станка.
Отвод инструментов 32 и 33 в поперечном направлении осуществляется приводами поперечных перемещений 42 и 43 кареток 36 и 37 как в ручном за рукоятки 78 и 79, так и в механическом режимах от приводов ускоренных перемещений двигателями 124 и 125.
Для осуществления механических перемещений необходимо рукоятками 46 и 47, 90 и 91 ввести в зацепления кулачковые муфты 104 и 105, 86 и 87 соответственно с кулачками на конических колесах 102 и 103, 84 и 85.
Отвод в продольном направлении (осевом) осуществляется приводами 40 и 41 перемещения продольных кареток 34 и 35 только после отвода инструментов в поперечном направлении на величину, обеспечивающую свободный проход инструментов мимо бандажей, в механическом режиме от привода ускоренных перемещений.
Для выполнения обоих перемещений необходимо прежде всего отключить торцовые кулачки 50 и 51 от приводов их вращения рукоятками 46 и 47, сняв тем самым блокировку режима копирования - концевыми выключателями (не показано).
При перемещении поперечных кареток 36 и 37 как в ручном, так и механическом режимах, винты 74 и 75 взаимодействуют с гайками 76 и 77 в ползушках 56 и 57, а ползушки 56 и 57 своими поперечными пазами 72 и 73 воздействуют через камни 70 и 71 на пальцах 68 и 69 в одном из плеч двуплечих рычагов 54 и 55, а пальцы 64 и 65 другого плеча через камни 62 и 63 на них - на поперечные пазы 59 и 60 в ползунах 52 и 53. Ползуны 52 и 53 пальцами 58 и 59 на концах воздействуют на стенку паза торцовых кулачков 50 и 51, создавая таким образом упор для винтов 74 и 75. Для исключения такого воздействия ползушки 56 и 57 стопорятся относительно корпуса продольных кареток 34 и 35 стопорными винтами (не показано).
При механическом перемещении поперечных кареток 36 и 37 вращательное движение винты 74 и 75 получают своими пазами 82 и 83 через шпонки 88 и 89 в кулачковых муфтах 86 и 87, расположенных подвижно на последних от взаимодействия кулачков в муфтах 86 и 87 с кулачками на конических колесах 84 и 85. Эти колеса через конические передачи с колесами 102 и 103, свободно сидящими на валах 98 и 99 и взаимодействующими с последними, при помощи сцепных муфт 104 105, связанных с валами 98 и 99, получают движение от коробок подач 28 и 29. Продольные установочные движения инструментов 32 и 33 осуществляются перемещением дополнительных продольных кареток 30 и 31 вручную винтовыми приводами 38 и 39.
После отвода кареток в крайние их положения: продольных 34 и 35 - к середине станка, поперечных 36 и 37 - от оси станка, изделие - колесная пара 4 может быть снята с оси обработки и заменена другой.
Благодаря тому, что конструкция обеспечивает неучастие системы управления станком в формировании профиля бандажа при токарной обточке в автоматическом режиме, получается станок упрощенной конструкции, который позволяет использование его даже в маломощных депо железных дорог. Кроме того, наличие в станке обычных токарных возможностей взамен копировальных, значительно расширяет технологические возможности станка - есть возможность выполнения профиля бандажа в ручном токарном режиме, а также возможность правки мест на профиле бандажа (в случае необходимости), выполненного в копировальном режиме.
Наличие комплекта сменных торцовых кулачков, а также простота их смены, также расширяют технологические возможности станка, и при наличии на транспортном устройстве (подвижном составе) разных видов профилей бандажа, позволяют производить ремонт колес всего транспортного устройства с одного установа (закатки) над ямой - станком.
На станке возможно получение и промежуточных профилей бандажей путем смещения начального (исходного) положения инструмента при помощи дополнительных продольных кареток относительно гребня бандажа. Инструмент при помощи одного и того же торцового кулачка будет снимать либо внутреннюю грань гребня, оставляя нетронутой наружную, либо наоборот снимать наружную и оставлять нетронутой внутреннюю грань гребня. Функциональные контуры на внешних и внутренних гранях сохраняются.
На станке возможно копирование профиля бандажа как от внутренней части к его наружной, так и наоборот, что позволяет осуществлять второй проход без перемещения в первоначальное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ И ЗАТОЧКИ ГАРНИТУРЫ ВАЛИКОВ ТЕКСТИЛЬНОЙ МАШИНЫ | 1991 |
|
RU2009280C1 |
| СУППОРТ СТАНКА ДЛЯ ОБТОЧКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 2001 |
|
RU2210465C2 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| УСТРОЙСТВО, УСТАНАВЛИВАЕМОЕ НА ТРУБОПРОВОДЕ, ДЛЯ ЕГО ПОПЕРЕЧНОГО РАЗРЕЗАНИЯ | 2002 |
|
RU2214319C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| МОБИЛЬНЫЙ СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2017 |
|
RU2675329C1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| Фрезерная головка | 1985 |
|
SU1268314A1 |


Изобретение относится к станкостроению, в частности к станкам для обточки колесных пар с целью восстановления бандажа железнодорожных колес. Станок содержит два суппорта, поперечные каретки которых перемещаются посредством винтовых приводов. Каждая поперечная каретка снабжена дополнительным кулачковым приводом, кинематически связанным с винтовым приводом и размещенным в соответствующей продольной каретке. Перемещение поперечных кареток обеспечивается как винтовым приводом, так и кулачковым приводом при обработке профилей бандажей, т.е. обеспечивается формирование профиля при отсутствии системы управления. Наличие сменных торцевых кулачков дополнительного привода расширяет технологические возможности станка. 6 з.п. ф-лы, 5 ил.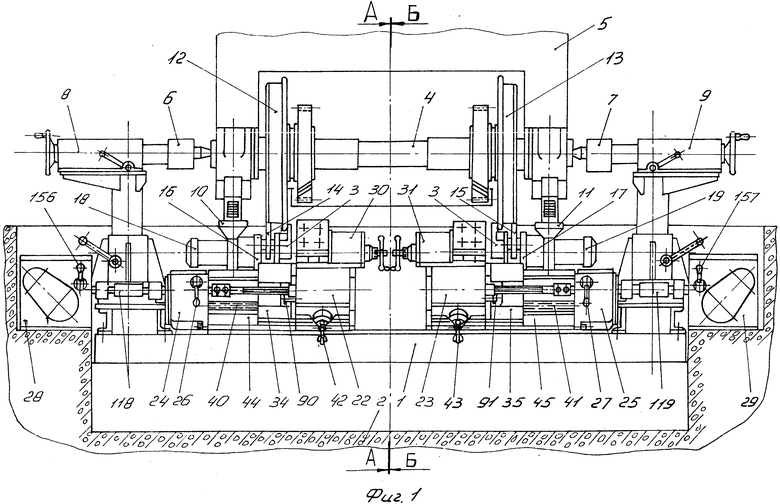
m = L / P,
где m - число, показывающее, сколько оборотов должен сделать винт перемещения продольной каретки за один оборот торцового пазового кулачка;
L - длина перемещения продольной каретки при обработке бандажа, включающая величину подхода инструмента к бандажу, ширину бандажа и величину отхода инструмента от бандажа после окончания обработки;
P - шаг винта.
| Проспект фирмы В | |||
| Хегенштейдт КГ - Эркеленц, станок мод | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
