Изобретение относится к металлорежущим станкам, а именно к токарным станкам для обточки колесных пар, преимущественно электровозов и тепловозов без их демонтажа.
Известна конструкция станка для обточки колесных пар без их выкатки для восстановления профиля бандажа железнодорожных колес (авторское свидетельство СССР №1708148, опубл. 23.01.1992 г.), содержащая два суппорта с приводами, приводные фрикционные ролики, взаимодействующие с колесной парой, систему управления станком с блоком сравнения для обнаружения проскальзывания между приводными фрикционными роликами и колесами колесной пары, датчик измерения окружной скорости вращения колесной пары, средство для измерения окружной скорости приводных фрикционных роликов.
Недостатком данного станка является преднамеренно вынужденное снижение скорости подачи суппортов для предотвращения пробуксовки приводных фрикционных роликов, что ведет к увеличению времени на обработку и, как следствие, снижению производительности станка.
Кроме того известен станок для обточки колесных пар без демонтажа их с железнодорожного транспортного средства (патент РФ на изобретение №2130361, опубл. 20.05.1999 г.), содержащий систему управления станком, одна из управляющих цепей которой подключена к электродвигателю постоянного тока привода вращения колесной пары для регулирования его скоростного режима, задатчик необходимой скорости вращения колесной пары и два суппорта с приводами, электрически соединенными с системой управления станком, при этом электропривод вращения колесной пары жестко связан с колесной парой. Станок снабжен датчиком фактической скорости вращения колесной пары, установленным с возможностью взаимодействия с колесной парой, блоком сравнения, один вход которого соединен с датчиком фактической скорости вращения колесной пары, другой вход соединен с задатчиком необходимой скорости вращения колесной пары, а выход блока сравнения подключен через систему управления станком к ее цепи управления электроприводом вращения колесной пары.
Недостатком описанной конструкции является ограниченность технологического применения, так как станок является достаточно габаритным и при этом его невозможно транспортировать к местам ремонта и технического обслуживания электровозов и тепловозов.
Наиболее близким является приспособление для обточки железнодорожных колес без снятия их с транспортных средств (патент РФ на полезную модель №48162, опубл. 27.09.2005 г.), содержащее суппорт, установленный на основании, к низу которого закреплен захватно-зажимной за головку рельса узел. Захватно-зажимной за головку рельса узел выполнен в виде П-образной в поперечном сечении скобы, вертикальные стенки которой с внутренней стороны выполнены с профилем, повторяющим профиль боковой стороны головки рельса, вертикальные стенки П-образной скобы расположены между собой на расстоянии, достаточном для свободного размещения между одной вертикальной стенкой и головкой рельса вкладыша, одна продольная сторона которого выполнена с профилем, повторяющим профиль боковой стороны головки рельса, на другой продольной стороне вкладыша выполнено не менее двух цилиндрических углублений для соразмерного взаимодействия с цилиндрическими концами не менее двух зажимных винтов, установленных резьбовыми участками в резьбовых отверстиях, выполненных в вертикальных стенках П-образной скобы, при этом вкладыш снизу снабжен выступом для контактного взаимодействия с дополнительным зажимным винтом, установленным по резьбе в вертикальных стенках П-образной скобы.
Недостатком описанного приспособления для обточки железнодорожных колес являются ограниченные технологические возможности при обточке бандажей различного профиля.
Задачей заявляемого технического решения является расширение технологических возможностей станка для обточки колесных пар, обеспечение мобильности станка.
Технический результат достигается тем, что мобильный станок для обточки колесных пар содержит оснащенную прижимами станину, на которой закреплен суппорт, и державку с резцом, при этом суппорт выполнен поворотным на 360° в горизонтальной плоскости и состоит из опорной плиты с направляющими, каретки, перемещаемой по направляющим посредством шарико-винтовой пары и рукоятки продольной подачи, и пиноли, на которой закреплена державка с резцом.
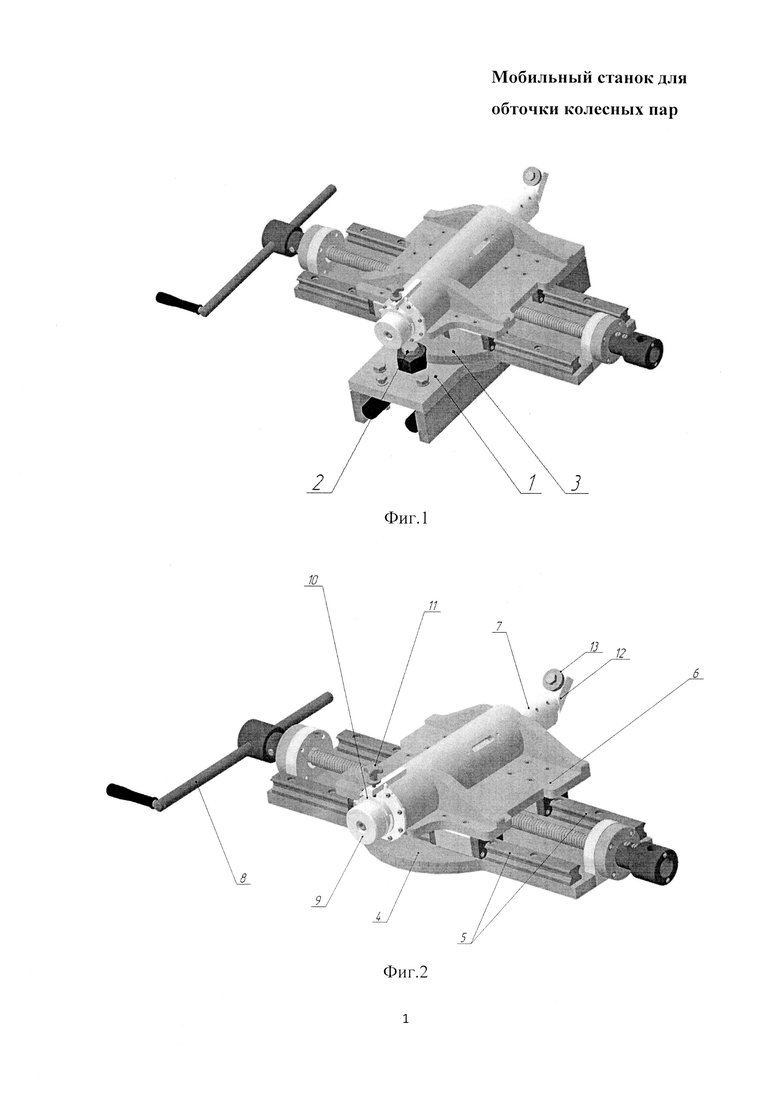
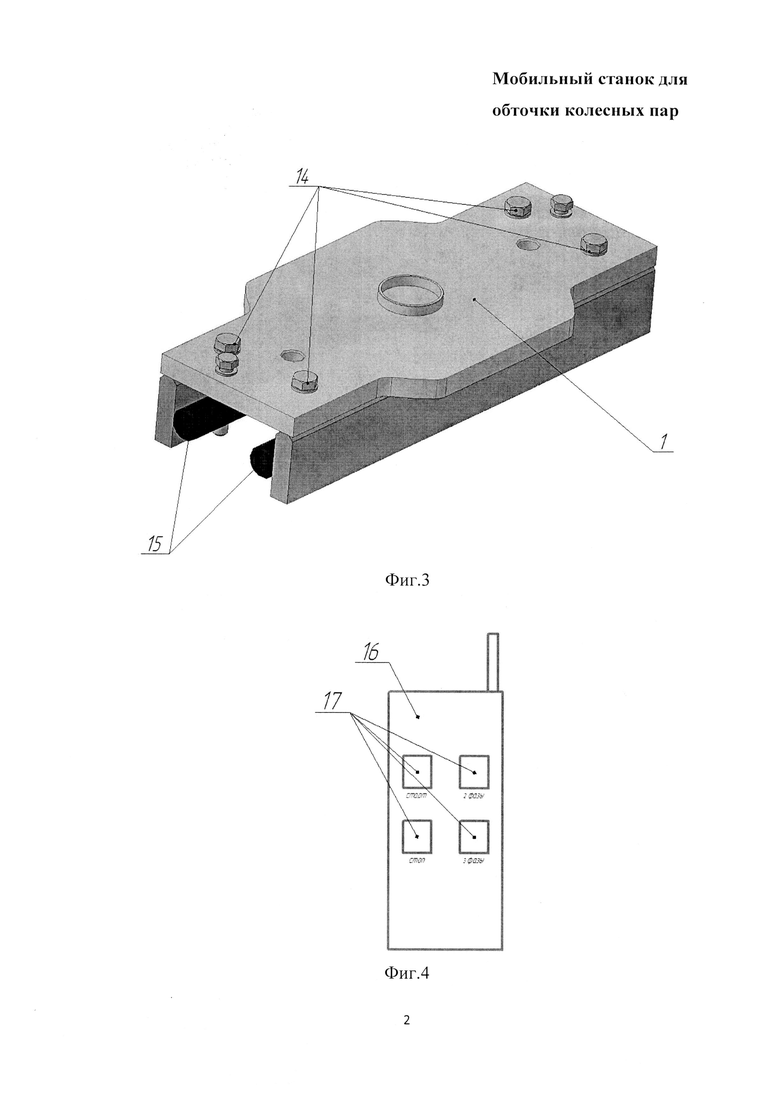
Сущность заявляемого технического решения поясняется чертежами. На фиг. 1 представлен мобильный станок для обточки колесных пар; на фиг. 2 - поворотный суппорт; на фиг. 3 - станина; на фиг. 4 - пульт дистанционного управления выпрямителем переменного тока.
Мобильный станок для обточки колесных пар состоит из станины 1, к которой стяжными болтами 2 крепится поворотный суппорт 3. Поворотный суппорт 3 имеет возможность поворота на 360° в горизонтальной плоскости относительно станины 1 и состоит из опорной плиты 4, на которой установлены две направляющие 5, шарико-винтовой пары, каретки суппорта 6, пиноли 7, рукоятки 8 продольной подачи. Пиноль 7 перемещается маховиком 9. Точное перемещение отсчитывается по шкале лимба 10. Перемещение пиноли 7 фиксируется винтом 11. Державка 12 резца закрепляется в пиноли 7. На державке устанавливается чашечный резец 13. Станина 1 оснащена винтами 14 для стяжки прижимов 15. Кроме того, в состав мобильного станка для обточки колесных пар входит пульт 16 дистанционного управления выпрямителем переменного тока, гидравлические домкраты и выпрямитель переменного тока (на фиг. не показано). На пульте 16 имеется четыре кнопки 17: «старт», «стоп», «2 фазы» и «3 фазы».
Мобильный станок для обточки колесных пар работает следующим образом. Для обточки бандажей колесных пар электровоз или тепловоз устанавливают на место обточки и гидравлическими домкратами подпирают буксовый узел. Гидравлические домкраты устанавливают так, чтобы исключить возможность соскальзывания головки домкрата и продавливание корпусом домкрата опираемую поверхность. Тяговый электродвигатель приподнимают вверх таким образом, чтобы бандаж колесной пары находился на расстоянии не менее 15 мм от головки рельса, колесная пара оказывается подвешенной на моторно-осевых подшипниках. Чтобы исключить поперечный разбег колесной пары необходимо установить клинья. Перед началом работы станина 1 устанавливается на головке рельса путем подтяжки прижимов 15 при помощи винтов 14. Далее производят измерения всех бандажей колесных пар тепловоза специальными шаблонами, и определяется маршрут обработки. Стяжные болты 2 ослабляются, при этом поворотный суппорт 3 устанавливается в требуемое положение, после чего болты 2 затягиваются. Таким образом, осуществляется угловое перемещение поворотного суппорта 3, имеющего градусную шкалу с ценой деления 1°, по которой возможен поворот на необходимый угол относительно бандажа, тем самым обеспечивается различный угол точения бандажа колесной пары. На опорной плите 4 поворотного суппорта 3 по направляющим 5 перемещается каретка 6 суппорта. Перемещение каретки 6 суппорта осуществляется при помощи шарико-винтовой пары при вращении рукоятки 8. Так осуществляется продольная подача чашечного резца 13. Ход пиноли 7 обеспечивается вращением маховика 9 и определяет величину глубины резания. Глубина резания устанавливается по лимбу 10, который имеет шкалу с ценой деления 0,1 мм. Рекомендованная глубина резания не должна превышать 0,7 мм за один проход. После установления нужной глубины резания по шкале лимба 10, пиноль 7 фиксируется винтом 11. В пиноли 7 установлена державка 12 с чашечным резцом 13. Резец 13 получает возможность перемещения относительно одного колеса в продольном и поперечном направлении, а также поворота фактически на 360°, что позволяет формировать требуемый профиль поверхности. Управление подачей напряжения в тяговый электродвигатель осуществляется с помощью дистанционного пульта 16 управления выпрямителем переменного тока. Пульт 16 дистанционного управления выпрямителем переменного тока имеет четыре кнопки 17 - «Старт», «Стоп», «2 Фазы», «3 Фазы». Особенностью работы мобильного станка для обточки колесных пар является возможность включения выпрямителем переменного тока от двух и от трех фаз, что обеспечивает понижение и повышение частоты вращения колесной пары соответственно. Пониженная частота вращения электродвигателя необходима при обтачивании бандажа колесной пары, имеющей большое количество дефектов. После обточки бандажа одного колеса операция повторяется на противоположном колесе.
Положительный эффект достигается тем, что станина закрепляется непосредственно на головке рельса прижимами. Это позволяет отказаться от применения крупной станины, устанавливаемой на фундаменте для обеспечения жесткой механической связи и, следовательно, можно будет применять станок для обточки колесных пар в любом удобном месте. Кроме того, суппорт оснащен пинолью, обеспечивающей поперечную подачу режущего инструмента в процессе обточки, и имеет возможность поворота относительно станины на 360°, что позволяет получать фактически любые перемещения относительно бандажа обтачиваемых колесных пар. Применение пиноли также позволяет значительно уменьшить габаритные размеры станка. Наличие пульта управления выпрямителем переменного тока позволяет дистанционно включать и выключать привод колесных пар, а также увеличивать и уменьшать скорость вращения бандажей колес, что повышает качество обработки и обеспечивает удобство работы станочника.
При этом в качестве привода используется тяговый электродвигатель электровоза или тепловоза, что повышает мобильность станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обточки колёсной пары | 2022 |
|
RU2794650C1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ДЕМОНТАЖА ИХ С ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1997 |
|
RU2130361C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2126313C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| Станок для обточки бандажей колёсных пар тягового подвижного состава | 2018 |
|
RU2684660C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085345C1 |
Станок содержит оснащенную прижимами станину, на которой закреплен суппорт, и державку с резцом. Суппорт выполнен поворотным на 360° в горизонтальной плоскости и состоит из опорной плиты с направляющими, каретки, перемещаемой по направляющим посредством шарико-винтовой пары и рукоятки продольной подачи, и пиноли, на которой закреплена державка с резцом. Достигается расширение технологических возможностей станка. 4 ил. 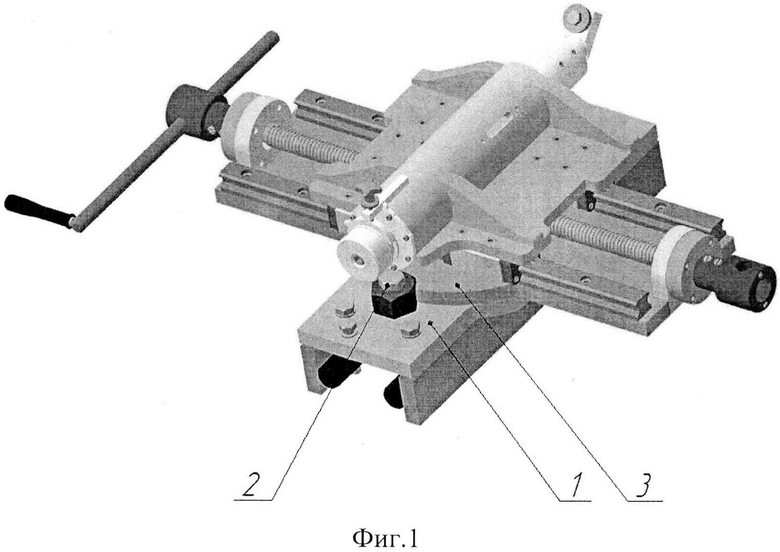
Мобильный станок для обточки колесных пар, содержащий оснащенную прижимами станину, на которой закреплен суппорт, и державку с резцом, отличающийся тем, что суппорт выполнен поворотным на 360° в горизонтальной плоскости и состоит из опорной плиты с направляющими, каретки, перемещаемой по направляющим посредством шарико-винтовой пары и рукоятки продольной подачи, и пиноли, на которой закреплена державка с резцом.
| Способ очистки карьеров гидроторфа от пней | 1935 |
|
SU48162A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ КОЛЕС ПОЕЗДА | 2009 |
|
RU2521564C2 |
| 0 |
|
SU173185A1 | |
| KR 97000807 B1, 20.05.1997. | |||

