Известен станок для обточки колесных пар по нрофилю колес, в котором, с обеих сторон обрабатываемой колесной нары, симметрично расноложены нереставные шпиндельные бабки с применением двух гидроконировальных суппортов.
Описываемый станок но сравнению с известным имеет более простую кинематическую цепь и более высокую производительность.
Это достигается тем, что привод перемещения обеих шпиндельных бабок с зажатием колесной пары помещен между бабками на равных расстояниях от них, а каждый копировальный суппорт снабжен чашечным или сдвоенным проходным резцом для обточки всех обрабатываемых поверхностей за один проход по одному копиру, закрепленному в центральном пульте управления и имеющему два установочных перемещения.
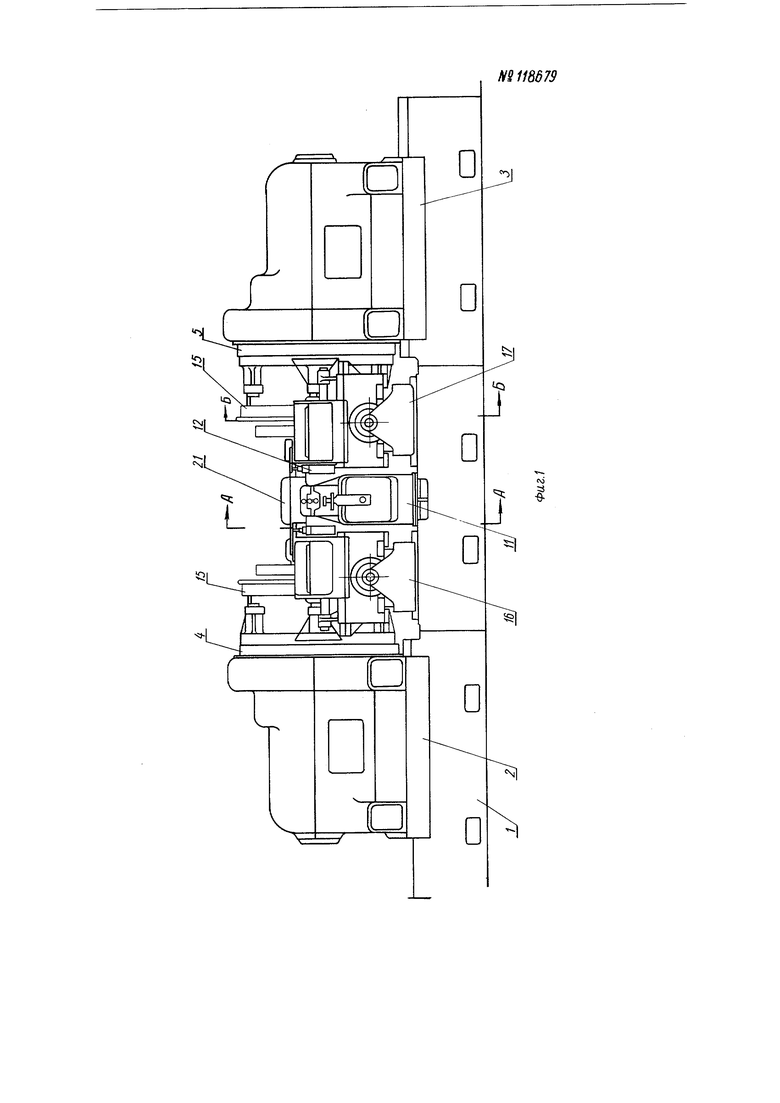
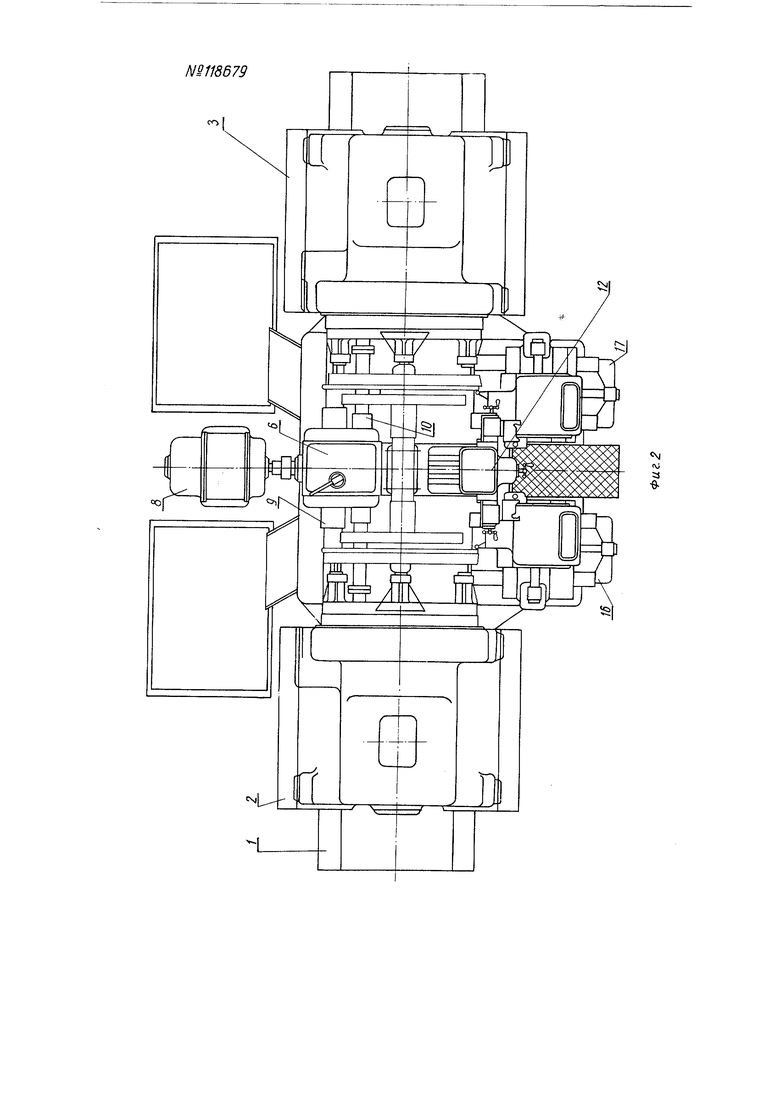
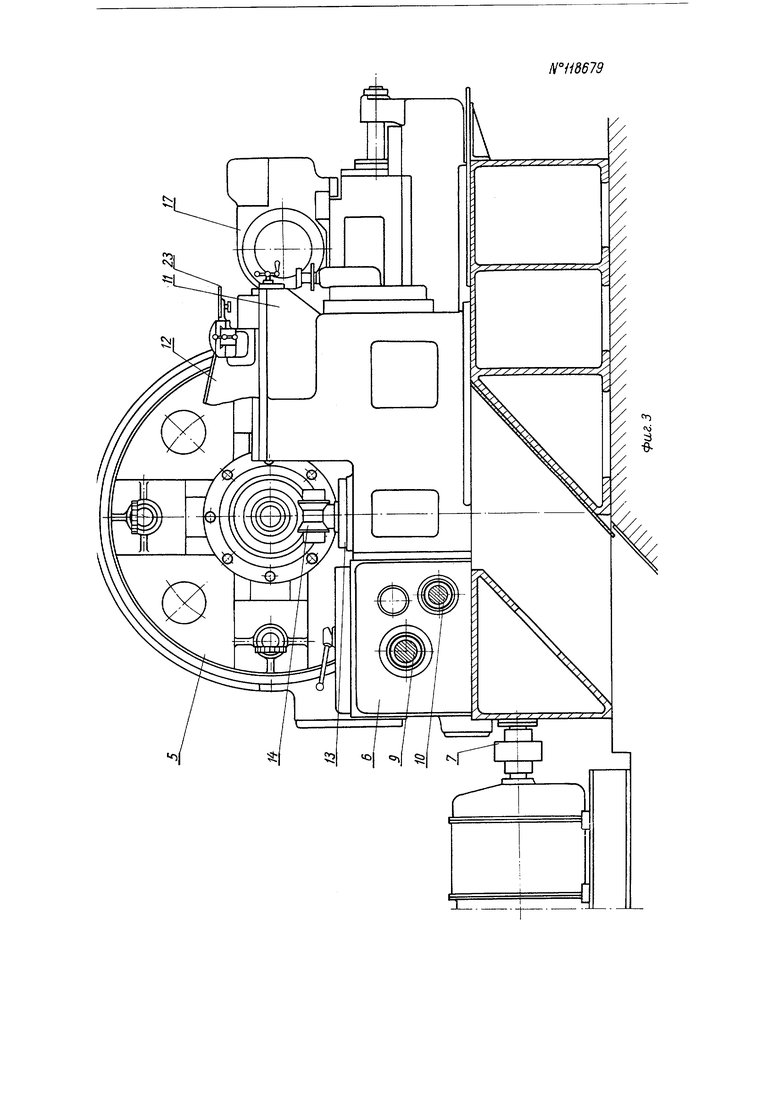
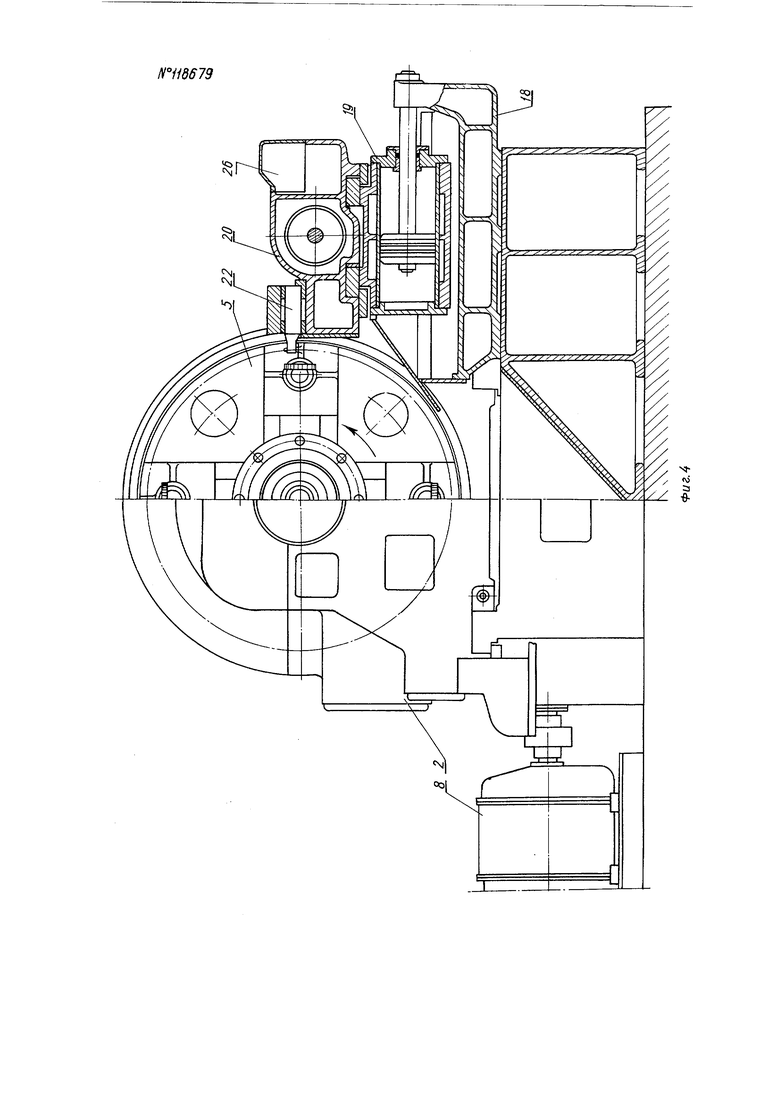
На фиг. 1 изображен вид станка спереди, на фиг. 2-вид станка сверху, на фиг. 3-разрез по АА на фиг. 1, на фиг. 4-разрез по ББ на фиг. 1, на фиг. 5-схема взаимного расположения копира, ролика гидродатчика, бандажа колеса и резца в процессе обработки.
По концам станины / имеются направляющие для шпиндельных бабок 2 У1 3, несущих планшайбы 4 и 5. В центре станка установлен редуктор 6 главного привода, соединенный упругой муфтой 7 с электродвигателем 8 постоянного тока. Редуктор 6 посредством пары одинаковых шлицевых валов 9, заключенных в трубчатые телескопические кожухи, соединен со шпиндельными бабками. Электродвигатель 8 с помощью зубчатой муфты (на чертежах не показана) может быть отключен от привода планшайб и использован для вращения нары ходовых винтов 10, перемещающих щпиндельные бабки.
В центре станка установлен корпус 11 пульта 12 управления, жестко соединенный с редуктором. В корпус // вставлен гидравлический домкрат 13, несущий ложе с роликами 14, на которых опускается колесная пара 15.
№ 118679- 2 -
:, « «#
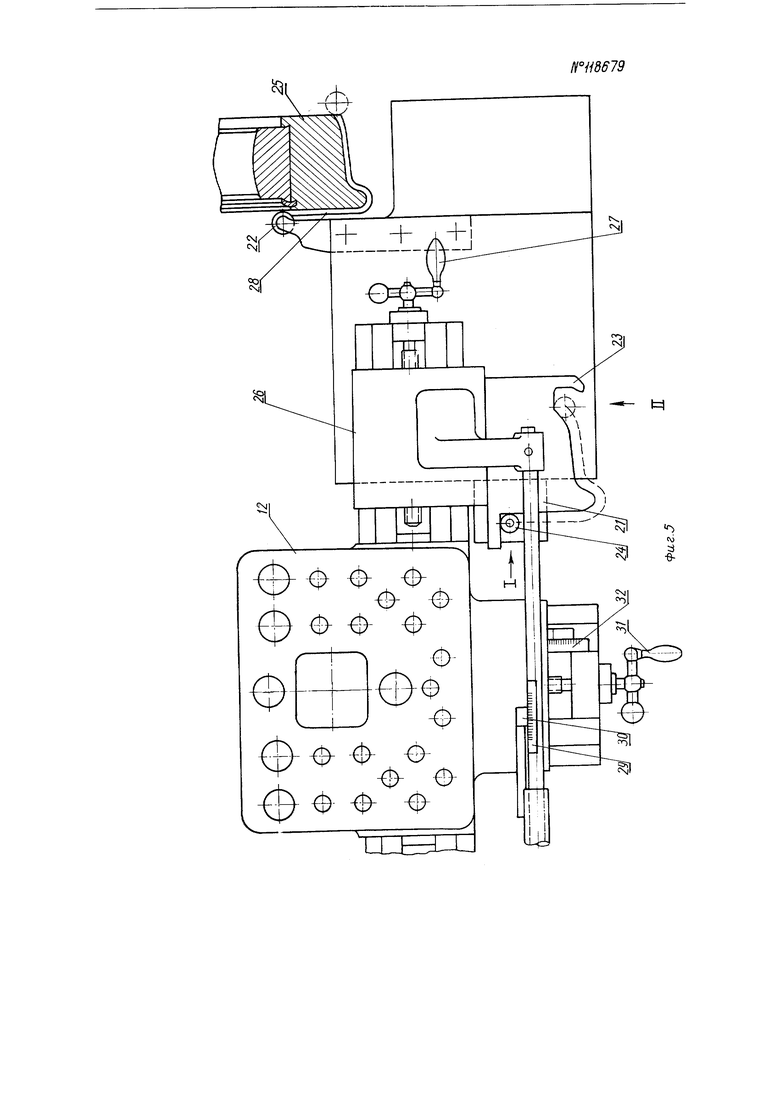
С обеих, сторон обрабатываемой колесной пары 15 установлены гидро сонировальные суппорты 16 и 17, каждый из которых имеет основание IcS, :закрейленное на станине и, имеющее поперечные направляющие, сани 19, передвигающиеся по основанию и имеющие продольные направляющие и, ползун 20, на котором закреплен гидродатчик 21 и чашечный или сдвоенный проходной резец 22. Колесная пара 15 имеет обратное вращение, так что при резании бабки прижимаются к станине, а суппорты работают «на отрыв.
Конструкция всех.элементов станка, входящая в силовую цепь станок-деталь-инструмент обеспечивает жесткость, необходимую для получения профиля по копиру за один проход.
Взаимное расположение копира 23, ролика 24 гидродатчика 21, бандажа 25 и резца 22 (показано на фиг. 5). Находясь в следующем режиме, ролик 24 обходит последовательно весь профиль от исходного положения / до конечного положения // (можно работать и в обратном направлении) . Поскольку гидродатчик 21 и резец 22 установлены на одном и том же ползуне 20, а диаметры ролика и резца равны, резец обрабатывает на бандаже 25 тот же профиль, который имеет копир.
Копир установлен на каретке 26, которая может передвигаться в продольном направлении от рукоятки 27, что позволяет устаповить резец относительно заготовки перед началом обработки. Эта установка производится по соприкосновению резца с базовой внутренней торцевой гранью 28 бандажа, после чего каретка 26 закрепляется на все время обработки. К каретке 26 прикреплена линейка 29, а на симметричной ей каретке (не показанной на чертеже) установлен нониус 30. Таким образом после установки обеих кареток линейка 29 показывает расстояние между внутренними гранями колесной пары, которое получится после обработки.
Направляющие, по которым перемещаются каретки копиров, прикреплены к корпусу и пульта 12 управления, который может перемещаться в поперечном направлении от рукоятки 31.
Диаметр колесной пары по кругу катания обозначен на линейке 32, указывающей перемещение пульта управления. Таким образом копиры можно заранее установить на тот диаметр, который надо получить после обточки.
Предмет изобретения
Станок для обточки колесных пар по профилю колес, в котором с обеих сторон обрабатываемой колесной пары симметрично расположены переставные Шпиндельные бабки с применением двух гидрокопировальных суппортов, о тл и ч ающи и ся тем, что, с целью упрощения его кинематическойЦепи и повышения производительности, привод перемещения обеих щпиндельных бабок с зажатием колесной пары помещен между бабками на равных расстояниях от них, а каждый копировальный суппорт снабжен чашечным или сдвоенным проходным резцом для обточки всех обрабатываемых поверхностей за один проход по одному копиру, закрепленному в центральном пульте управления и имеющему два установочных перемещения.
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. Г. ГоландскийГр. 212
Ияформаиноино-издательский отдел. . Подп. к печ. 20.IV-59 .
Объем 0,68 п. л. Зак. 2564Тираж 710Цена 1 руб.
Типография Комитета по делам изобретений и открытий при Совете-Министров СССР
Москва, Петровка, 14.
N2118679
NS118679
Nj
; 3
е№iid679
№118679
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2017 |
|
RU2675329C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Станок для обточки колёсной пары | 2022 |
|
RU2794650C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2126313C1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085345C1 |
| Токарный станок для обработки тормозных дисков колесной пары | 1989 |
|
SU1662344A3 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |