Изобретение относится к технологии механической обработки и станкостроению, а более конкретно к способам смены инструмента на станке и к станкам для обработки заготовок со снятием стружки.
В известном станке (патент ФРГ 29 35 523 C2) инструментальный магазин расположен на поворотном и снимаемом с главного шпинделя приспособлении. Между главным шпинделем и позицией передачи в магазине расположен манипулятор, выполненный, например, в виде двухплечего захвата, который может обоими концами принимать инструменты, т.е. при смене инструмента одним из концов с главного шпинделя снимается отработавший инструмент, а другим концом берется следующий инструмент из магазина, затем осуществляется поворот на угол, например, 180o, и отработавший инструмент устанавливается в магазин, а новый следующий за ним инструмент - на шпиндель. При этом предпочтительно осуществлять очень быструю смену инструмента, так как во время обработки с помощью главного шпинделя в магазине может происходить процесс поиска, чтобы во время процесса обработки заготовки подать следующий требующийся инструмент на позицию передачи. Кроме того, в этом случае инструменты находятся вне зоны образования стружки, благодаря чему не возникает опасности повреждения кромок. Однако недостатками известного станка являются конструктивные и связанные с этим экономические затраты, так как двухплечий захват должен выполнять по меньшей мере три электромеханических, гидравлических или тому подобных перемещений: движение захвата или освобождение инструмента; возвратно-поступательное перемещение, направленное перпендикулярно оси главного шпинделя для снятия и установки инструментов; движение поворота для передачи инструментов от главного шпинделя к магазину и обратно.
В другом известном станке (патент ФРГ 33 17 554 C2) инструментальный магазин может располагаться с возможностью разжима на соседней с периметром главного шпинделя позиции таким образом, что инструмент подается из инструментального магазина, захватывается главным шпинделем и затем таким же образом может снова устанавливаться в инструментальный магазин. Так называемое "время от стружки до стружки" в этом известном станке всегда поддерживается в постоянно коротком интервале, так как во время обработки одним инструментом возможна передача следующего используемого инструмента в зону инструментального магазина с зажимными элементами, расположенными по его периферии.
Однако оказалось, что в такого типа системе, называемой "захват"- системой, в процессе разжима инструментального магазина и подвода и отвода держателя, оснащенного или подлежащего оснащению из инструментального магазина соответствующим инструментом, кинематика разжимающего устройства по конструктивному решению является сравнительно дорогостоящей и подвержена отказам при работе, в особенности при больших габаритах магазинов и/или при использовании тяжелых инструментов.
Так как требуются все большие габариты магазинов и комплексные инструменты, после создания некоторых прототипов было установлено, что такого рода разжимные магазины не только не надежны в работе, но и работают с большим шумом.
Задача изобретения - создание станка для обработки заготовок со снятием стружки вышеуказанного типа, с помощью которого при таком же коротком "времени от стружки до стружки" и одновременно более простой, с точки зрения конструктивного исполнения и техники управления, кинематики обеспечивается установка в положение готовности следующего применяемого инструмента без двойного захвата и без разжимного магазина.
Эта задача решается с помощью способа смены инструмента на станке для обработки заготовок со снятием стружки, содержащем расположенный на станине станка стол для закрепления заготовок, стойку, на которой расположен по меньшей мере один вертикальный или горизонтальный главный шпиндель, и инструментальный магазин, который включает смену инструмента на первой по периметру инструментального магазина позиции, обращенной к главному шпинделю, установленному с возможностью перемещения относительно инструментального магазина. Согласно изобретению инструмент извлекают из инструментального магазина для создания по меньшей мере одной свободной позиции в инструментальном магазине, расположенной непосредственно рядом с позицией, принимающей следующий используемый инструмент. Извлеченный инструмент оставляют в зоне второй по периметру позиции для промежуточного хранения, при этом смену инструмента осуществляют непосредственно с помощью главного шпинделя таким образом, что использованный инструмент устанавливают в первую свободную позицию инструментального магазина, а соседний с ней используемый инструмент забирают из инструментального магазина, после чего в образовавшуюся свободную позицию снова устанавливают инструмент, оставленный для промежуточного хранения.
Способ предусматривает также перемещение инструментального магазина в период между установкой использованного инструмента и захватом следующего используемого инструмента далее на один шаг.
Инструмент, оставляемый для промежуточного хранения, может быть забран из инструментального магазина специальными захватами устройства расцепления. В этом случае во время смены инструмента его удерживают в стороне от траектории движения инструментального магазина.
Указанная задача решается также с помощью станка для обработки заготовок со снятием стружки, который содержит расположенный на станине станка стол для закрепления заготовок, стойку, установленную с возможностью перемещении, с расположенной на ней по меньшей мере одним вертикальным или горизонтальным главным шпинделем, инструментальный магазин, предназначенный для смены инструмента на первой по периметру позиции инструментального магазина, обращенной к перемещаемому относительно инструментального магазина главному шпинделю. Согласно изобретению на второй по периметру позиции инструментального магазина, удаленной от первой по периметру позиции, предусмотрено устройство расцепления, предназначенное для извлечения из инструментального магазина инструмента для создания первой свободной позиции, оставляемой для промежуточного хранения, удержания инструмента в стороне от траектории движения инструментального магазина и возвращения инструмента в инструментальный магазин на вторую свободную позицию, при этом станок выполнен таким образом, что смена инструмента осуществляется с помощью главного шпинделя путем отвода использованного инструмента в первую свободную позицию инструментального магазина и захвата соседнего с ней используемого инструмента из инструментального магазина.
Согласно изобретению также обеспечивается перемещение инструментального магазина на один шаг между отводом использованного инструмента и захватом следующего используемого инструмента.
Устройство расцепления снабжается предпочтительно двумя захватами, расположенными по обе стороны от траектории перемещения инструментального магазина и установленными с возможностью перемещения в зону, расположенную рядом с указанной траекторией.
Целесообразно использование захватов, спрофилированных в соответствии с формой хвостовика захватываемого инструмента.
Желательно, чтобы движение зажима захватов и одновременное движение приподнимания инструмента являлись составляющей поперечного движения.
Целесообразно также, чтобы количество звеньев цепи в инструментальном магазине было равно количеству используемых инструментов.
На фиг. 1 изображен схематично станок для обработки заготовок со снятием стружки согласно предпочтительному примеру выполнения данного изобретения, вид сбоку; на фиг. 2 - 12 - несколько схематично показанных видов сверху на инструментальный магазин, поясняющих процесс смены инструмента, включая подготовительный процесс; на фиг. 13 - схематично и увеличено показана форма выполнения позиции расцепления станка, изображенного на фиг. 1.
Станок 11 (фиг. 1) служит для обработки заготовок со снятием стружки, например, для сверления, нарезания резьбы, фрезерования и т.п. Согласно изобретению станок 11 оснащен инструментальным магазином 12 типа так называемой "захват"-системы, при работе которого инструмент 14 забирается инструментальным или главным шпинделем 13 непосредственно из инструментального магазина и снова укладывается в него. "Время от стружки к стружке" может поддерживаться постоянным благодаря тому, что во время обработки инструментом 14 осуществляется подготовка следующего используемого инструмента 14 таким образом, что рядом с ним освобождается или подготавливается позиция для снимаемого после технологической операции инструмента 14.
В представленном примере выполнения станок 11 имеет станину 16, на обращенной к оператору стороне которой расположен стол 17 обычной конструкции для закрепления заготовок. В проходящей параллельно станине 16, противоположно оператору зоне смонтирована первая горизонтальная направляющая 18 скольжения, на которой установлена с возможностью перемещения параллельно столу 17 в направлении оси X первая каретка 19 для координатной установки, причем требующийся для этого привод (не показан) расположен внутри станины 16 станка. На первой каретке 19 для координатной установки, называемой также крестовым элементом, имеется вторая горизонтальная и проходящая перпендикулярно к ней направляющая 21, вдоль которой в направлении оси Y может перемещаться с помощью привода (не показан) суппорт 24. Суппорт 24 на своей передней стороне 26, обращенной к столу 17, снабжен вертикальной направляющей 27 для передней бабки 28, в которой смонтирован с возможностью вращения главный шпиндель 13. Передняя бабка 28 имеет возможность возвратно-поступательного перемещения в направлении вертикальной оси Z, с помощью привода (не показан). Расположенный внутри передней бабки 28 с возможностью вращения главный шпиндель 13 приводится во вращение от закрепленного на передней бабке 28 двигателя (не показан) главного привода. Стол 17 для установки заготовки может быть либо жестко закреплен, либо иметь возможность поворота в горизонтальной плоскости вокруг вертикальной оси, так что если на одном конце стола обрабатывается заготовка, то на другом конце или другой стороне его может закрепляться заготовка. Главный шпиндель 13 имеет возможность перемещения по трем взаимно перпендикулярным осям X, Y и Z.
Инструментальный магазин 12 расположен по периметру крестового элемента 19, т. е. он охватывает крестовой элемент 19, причем диапазон высот инструментального магазина 12 с размещенным в нем инструментом 14 расположен приблизительно между нижней, обращенной к первой горизонтальной направляющей скольжения 18 стороной и снабженной второй горизонтальной направляющей скольжения 21 верхней стороной крестового элемента 19. Инструментальный магазин 12 имеет скругленную по радиусам удлиненную форму. Инструментальный магазин 12 может быть выполнен обычным образом. Например, инструментальный магазин 12 может иметь большое число вилкообразных держателей (не показаны), которые соединены между собой по типу цепочки и могут непрерывно перемещаться в зоне своих закрытых задних сторон по горизонтальной направляющей. Из такого вилкообразного держателя инструмент 14 может выниматься путем приподнимания и поперечного перемещения и вновь устанавливаться в него в обратной последовательности. Разумеется, что для возможности перемещения инструментального магазина предусмотрен на чертеже приводной элемент (не показан).
Как следует из отдельных схематических изображений на фиг. 2 - 12, инструментальный магазин на позиции 51 своего периметра снабжен устройством 52 расцепления, которое имеет два расположенных друг против друга захвата 53 и 54, с помощью которых инструмент, удерживаемый в одном из вилкообразных держателей, захватывается и извлекается из соответствующего держателя, удерживается столько, сколько необходимо и может быть возвращен опять в держатель. Оба захвата 53 и 54 устройства 52 расцепления служат, таким образом, также для того, чтобы снятый инструмент 14 удерживать на расстоянии от траектории движения инструментального магазина 12 до тех пор, пока его снова можно будет установить в инструментальный магазин 12. Позиция 51 вдоль периметра инструментального магазина 12, на которой расположено устройство 52 расцепления, удалена от позиции 56, на которой происходит смена инструмента. Однако предпочтительно, чтобы устройство 52 расцепления располагалось вблизи позиции 56 смены инструмента, как это показано на фиг. 2 - 12.
Согласно отдельным изображениям на фиг. 2 смена инструмента, включая подготовку следующего инструмента, содержит следующие этапы.
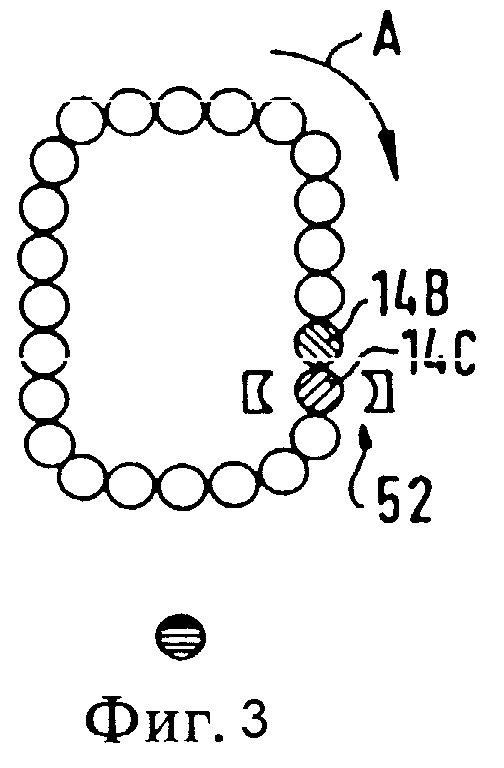
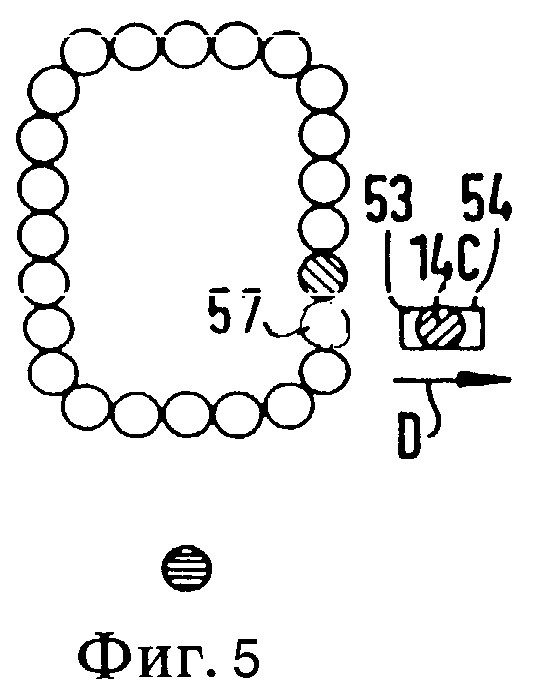
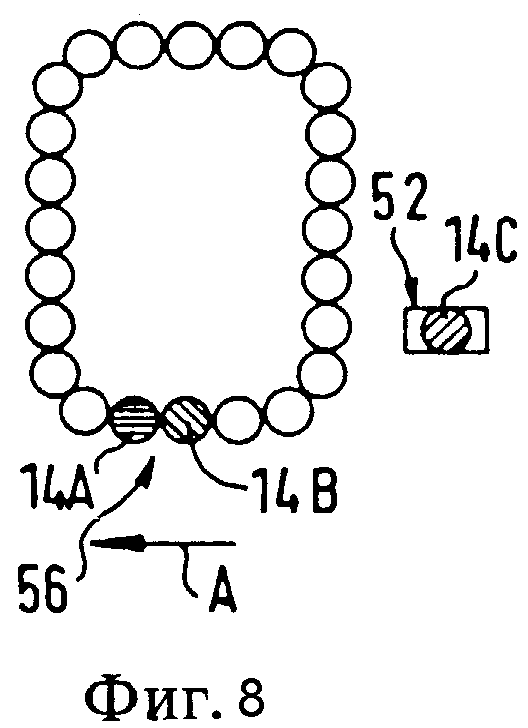
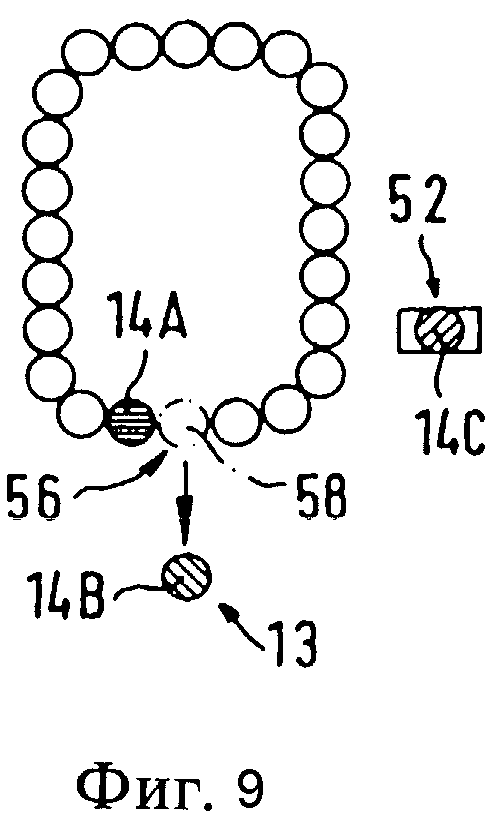
Инструментальный шпиндель 13 снабжен инструментом 14A, с помощью которого в данный момент времени осуществляется обработка заготовки (фиг. 2, не показана). Предусмотренный для последующей обработки инструмент 14B расположен, например, в задней позиции инструментального магазина 12. Во время обработки заготовки с помощью инструмента 14A инструментальный магазин 12 перемещается в направлении стрелки A до тех пор, пока другой инструмент 14C, расположенный рядом со следующим применяемым инструментом 14B, не попадает на устройство 52 расцепления (фиг. 3). В представленном примере выполнения инструмент 14C расположен напротив следующего применяемого инструмента 14B в направлении A периметра инструментального магазина 12. Разумеется, что он может быть расположен и после него. На этой позиции обоими захватами 53 и 54 устройства 52 расцепления захватывается во всяком случае не применяемый в ближайшее время инструмент 14C, причем оба захвата 53 и 54 приближаются друг к другу согласно стрелкам B и C (фиг. 4). Этот не требующийся в данный момент инструмент 14C забирается с помощью захватов 53 и 54 из инструментального магазина 12, перемещаясь наружу в направлении стрелки D (фиг. 5). Тем самым в инструментальном магазине 12 образуется свободная позиция 57. Не требующийся в данный момент инструмент 14C, удерживаемый в захватах 53 и 54, находится вне траектории движения инструментального магазина 12 в устройстве 52 расцепления. Вслед за этим инструментальный магазин 12 перемещается в направлении стрелки A на столько, пока свободная позиция 57 не окажется в позиции 56 смены инструмента (фиг. 6). Следующий захватываемый инструмент 14B находится непосредственно рядом со свободной позицией 57. Этот процесс подготовки свободной позиции 57 и нового применяемого инструмента 14B осуществляется во время технологической операции инструментом 14A, причем этот процесс подготовки заканчивается в общем до окончания технологической операции. После технологической операции инструмент 14A с помощью главного шпинделя 13 устанавливается на свободную позицию 57 инструментального магазина 12, как показано стрелкой E (фиг. 7). Когда главный шпиндель 13 снова окажется вне траектории инструментального магазина 12, последний поворачивается на один шаг в направлении стрелки A так, что подлежащий теперь применению инструмент 14B попадает на позицию 56 смены инструмента (фиг. 8). Затем главный шпиндель 13 вынимает новый инструмент 14B из инструментального магазина 12 (фиг. 9), после чего инструментальный магазин 12 либо поворачивается далее в направлении стрелки A, либо как показано в примере выполнения возвращается обратно в направлении стрелки F на столько, чтобы ставшая теперь свободной позиция 58, на которой находился использовавшийся инструмент 14A, попала на устройство 52 расцепления (фиг. 10). Затем на свободную позицию 58 путем перемещения захватов 53 и 54 в направлении стрелки G подается находившийся в накопительной позиции инструмент 14C (фиг. 11) и при расхождении захватов 53 и 54 в направлениях H и I устанавливается на эту позицию или на держатель (фиг. 12).
После этого во время обработки закрепленным на главном шпинделе 13 инструментом 14B начинается новый процесс подбора и подготовки инструментального магазина 12 для следующего используемого инструмента. С точки зрения управления и конструирования устройство, состоящее из инструментального магазина 12 и отдельных инструментов 14, выполнено таким образом, что, например, каждый инструмент 14 может быть снабжен распознаваемым сенсором кодом. Но возможно также исходя из первоначального по типу таблицы расположения каждого инструмента 14 соответствующей позиции инструментального магазина табулярно отслеживать соответствующую смену между позицией инструментального магазина и инструментом так, что с помощью соответствующего процессорного управления можно постоянно обеспечить мгновенное расположение или его распознавание.
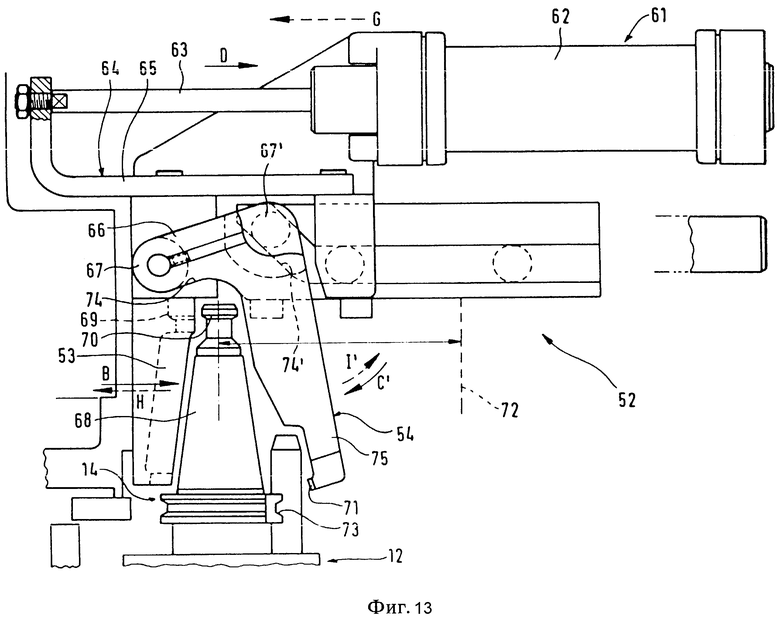
Согласно фиг. 3 оба захвата 53 и 54 в устройстве 52 расцепления с помощью пневматического привода 61 имеют возможность сближения друг с другом или расхождения друг от друга в направлении стрелок B и C' или H и I', а также перемещения по стрелкам D и G для зажима и разжима инструмента 14. Для этого предусмотрен жестко закрепленный пневмоцилиндр 62, поршневой шток 63 которого жестко соединен своим свободным концом с L-образной скобой 64, на длинном плече 65 которой непосредственно жестко закреплен захват 53. Тем самым захват 53, расположенный соответственно наклонно к зажимному конусу 68 инструмента, имеет возможность линейного перемещения. В противоположность этому другой захват 54 закреплен с возможностью поворота на плече 65 L-образной скобы 64 таким образом, что при перемещении поршневого штока 63 в направлении стрелки D плечо 66 захвата 54 с помощью двух кулачков 67, 67' и неподвижных направляющих 74, 74' опускается и поворачивается в направлении стрелки C' и также как линейно перемещающийся в направлении стрелки B захват 53 плотно прилегает к конусу 68 инструмента 14. Благодаря этому зажимной конус 68 инструмента 14 зажимается между захватами 53 и 54. Одновременно инструмент 14 с помощью двух наклонно расположенных поверхностей 69 и 70 с геометрическим замыканием поднимается на захвате 53 или инструментальном конусе 68 таким образом, что он легче освобождается из вилкообразного держателя. Нижнее с геометрическим замыканием крепление между плечом 75 захвата и инструментальным конусом 68 обеспечивается за счет выступа 71 на плече 75 и соответствующей канавки 73 в инструментальном конусе 68. При дальнейшем перемещении поршневого штока 63 в направлении стрелки D инструмент 14 выдвигается из соответствующего держателя инструментального магазина 12 до позиции отвода или хранения, как это показано штрихпунктирной линией 72. Из изложенного ясно, что отвод инструмента 14 на свободную позицию инструментального магазина осуществляется в обратном порядке так, что в конце перемещения поршневого штока 63 в направлении стрелки G оба захвата 53 и 54 при движении в направлении стрелки I' и H освобождаются от инструментального конуса 68 таким образом, что оба захвата 53 и 54 отводятся от траектории движения инструментального магазина 12 или отдельного конуса 68 инструмента 14.
В представленном примере выполнения исходят из того, что количество держателей инструмента в инструментальном магазине 12 равно количеству инструментов 14, применяемых на станке 11. Но возможно также предусмотреть количество держателей инструментов в инструментальном магазине большим, чем количество применяемых инструментов.
В представленном примере выполнения речь идет о станке с одним единственным главным шпинделем 13. Разумеется, что признаки согласно изобретению могут применяться также на станках с двумя или большим количеством шпинделей. Кроме того, этот тип управления инструментом при его смене применим не только в описанных станках с вертикально расположенным главным шпинделем или главными шпинделями, но также на так называемых горизонтальных станках.
Инструментальный магазин 12 согласно фиг. 1 снабжен кожухом 32 из листового металла для защиты от зоны 39 обработки или образования стружки станка 11. На кожухе 32 может быть предусмотрена L-образная закрывающая деталь (не показана), обеспечивающая при смене инструмента доступ инструментального шпинделя 13 к захватываемым или снимаемым инструментам.







Способ смены инструмента осуществляется на станке для обработки заготовок со снятием стружки. Смена инструмента осуществляется непосредственно с помощью главного шпинделя станка. Использованный инструмент устанавливается в первую свободную позицию инструментального магазина. Соседний с ней используемый инструмент забирается из инструментального магазина. После этого в образовавшуюся свободную позицию снова устанавливается инструмент, оставленный для промежуточного хранения. Промежуточное хранение инструмента осуществляется в устройстве расцепления. 2 с. и 7 з.п. ф-лы, 13 ил.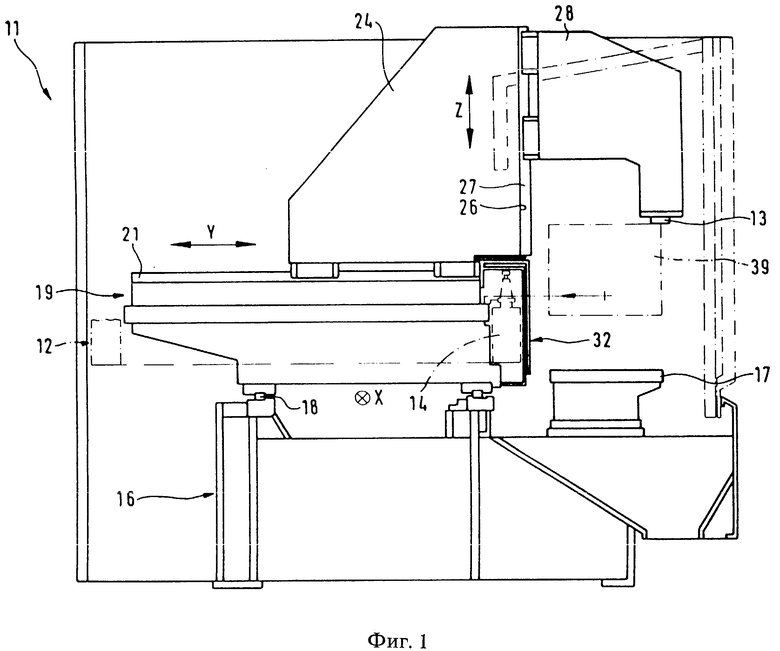
| DE, заявка N 3317554, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
