Изобретение касается способа и шлифовального станка для полного шлифования коротких и/или стержневидных обрабатываемых деталей, имеющих некруглое поперечное сечение, образованное ровными и/или дугообразными линиями, и плоские, проходящие параллельно друг другу торцевые стороны, а также шлифовального станка, у которого два шлифовальных шпинделя расположены в тандемной конструкции и который особенно подходит для осуществления способа.
Выражение «короткие и/или стержневидные обрабатываемые детали» означает, что имеются в виду только такие обрабатываемые детали, которые не требуют никакой шлифовальной обработки с выставлением шлифовального круга в направлении Z, то есть продольном направлении обрабатываемой детали, или, во всяком случае, лишь незначительное выставление в направлении Z может быть для создания фаски в области торцевых поверхностей. Подача на врезание шлифовальных кругов производится, таким образом, только в перпендикулярном этому направлении X. Непременно, обрабатываемые детали имеют две расположенные параллельно друг другу торцевые поверхности и один, расположенный предпочтительно перпендикулярно им наружный контур длиной L, причем длина L может быть больше или меньше, чем эффективный диаметр торцевой стороны. Таким образом охвачены как стержне- так и дискообразные обрабатываемые детали, поперечное сечение/наружный контур которых может быть любым. Для краткости в дальнейшем применяется «стержневидная обрабатываемая деталь», причем должны быть охвачены и дискообразные обрабатываемые детали.
Предпочтительной и названной для примера областью применения подобных коротких стержневидных обрабатываемых деталей являются механические исполняющие, переключающие и управляющие устройства, в которых стержневидные детали в качестве исполнительных органов передают движения и усилия. В этом случае стержневидные обрабатываемые детали могут иметь длину между предпочтительно 10 и 80 мм и квадратное поперечное сечение с длиной ребра между 2 и 15 мм. В качестве технологического материала в расчет принимаются различные металлы, а также керамические технологические материалы. Благодаря некруглому поперечному сечению при соответствующей направляющей достигается, что стержневидные исполнительные органы во встроенном состоянии перемещаются только в своем продольном направлении, но не вращаются.
В этом случае применения к окончательно отшлифованной стержневидной обрабатываемой детали предъявляются очень высокие требования; прежде всего, следует назвать выдерживание заданной точности базовых размеров, параллельность торцевых поверхностей, точное выдерживание прямого угла между продольной и торцевыми сторонами, плоскостность торцевых поверхностей и максимальная высота профиля шероховатости Rz.
Точность, затребованная в конкретных случаях применения, может быть достигнута тем, что каждая сторона стержневидной обрабатываемой детали обрабатывается по отдельности посредством горизонтального плоского шлифования. Однако этот метод ограничен геометрическими поперечными сечениями с прямыми кромками. При этом способе шлифования, по причине плоскостного контакта со шлифовальным кругом, зона шлифования с затруднением может быть обеспечена смазочно-охлаждающим материалом. По этой причине не может достигаться такой же объем экономии времени, как при шлифовании периферией круга. Кроме того, обрабатываемая деталь при этом должна быть так часто перевернута и переустановлена, что не устроено экономичное массовое производство. По причине переворачивания и переустанавливания обрабатываемой детали не удается реализовать узкие допуски на изготовление, как согласно соответствующему изобретению способу.
В DE 102006007055 А1 описан способ и устройство для шлифовальной обработки подобных обрабатываемых деталей, при котором обрабатываемая деталь сначала удерживается по своей периферии и подается на шлифовальный узел. Там посредством двойного шлифовального круга обе торцевые поверхности одновременно шлифуются предварительно и окончательно. У двойного шлифовального круга два, соосно расположенных на расстоянии друг от друга, вращающихся шлифовальных круга охватывают обрабатываемую деталь. Шлифовальные круги на повернутых друг к другу внутренних сторонах несут шлифовальные накладки для черновой обработки и последующей чистовой обработки, которые одна за другой входят в контакт посредством смещения шлифовального шпинделя в направлении подачи на врезание (ось X). У шлифовальных кругов зазор зоны чистового шлифования соответствует шлифуемому размеру обрабатывающейся детали. После обрабатывания торцевых поверхностей обрабатываемая деталь передается на второе положение зажимания, в котором она зажимается по своим торцевым поверхностям. Там посредством некруглого шлифования создаются наружные контуры обрабатываемой детали, для чего второй шлифовальный шпиндель поворачивается в позицию обработки. Первый шлифовальный шпиндель для двойного шлифования, сидящий, как и второй шлифовальный шпиндель, на том же самом, имеющем возможность поворачиваться корпусе, при этом отворачивается из области обработки. После обрабатывания наружного контура окончательно обработанная деталь вынимается, а следующая обрабатываемая деталь доставляется в позицию для двойного шлифования торцевых поверхностей, для чего первый шлифовальный шпиндель снова должен быть повернут и подан на врезание.
На практике оказалось, что для чередующегося поворачивания и подачи на врезание обоих шлифовальных шпинделей в позицию обработки необходим значительный расход времени, в течение которого не может осуществляться никакой обработки обрабатываемой детали. От этого страдает производительность оборудования, что является значительным недостатком, особенно применительно к обычно очень большим количествам изготавливающихся деталей в штуках. Промежутки времени, непригодные для шлифования, соответственно промежутки времени, в которые не может быть, по меньшей мере, частично отшлифовано параллельно по времени, могут требовать, а именно 30% до 50% общего времени обработки для одной обрабатываемой детали.
Поэтому в основу изобретения положена задача так технически оформить способ и шлифовальный станок вышеназванного вида, что осуществляется сокращение тактового времени и таким образом достигается улучшенное, экономичное, массовое производство в соединении с очень хорошим результатом шлифования.
Решение этой задачи получается способом, имеющим совокупность признаков пункта 1 формулы изобретения, а также устройства по пунктам 10 или 14.
Соответствующим изобретению способом осуществляется завершенная шлифовальная обработка стержневидной обрабатываемой детали в два составляющих процесса в одном подходе так, что может производиться полная обработка на одном отдельном шлифовальном станке, в одном непрерывном технологическом процессе изготовления. При этом осуществляются друг за другом два различных положения зажимания или крепления зажиманием, которые потактово переходят друг в друга. Сначала каждая обрабатываемая деталь зажимается в одном из нескольких зажимающих устройств фиксирующего устройства, имеющего возможность перемещения, отдельно по своей продольной стороне, а следовательно, не вставляется только в профилированную выборку планшайбы, это первое положение зажима. Зажимающие устройства выполнены преимущественно как загрузочные захваты, которые имеют два кулачка, имеющие возможность перемещаться друг к другу и друг от друга, между которыми может быть зафиксирована обрабатываемая деталь посредством защемления боковых поверхностей. Стороны, приходящие в соприкосновение с обрабатываемой деталью, предпочтительно приспособлены к наружной форме заготовки обрабатываемой детали для того, чтобы надежно удерживать ее для транспортировки через шлифовальный станок и для шлифовальной обработки. Загрузочные захваты рассчитаны по размерам так, что обе торцевые поверхности обрабатываемой детали выступают из них по бокам, так что беспрепятственно возможна их шлифовальная обработка. Они также должны быть сформованы так, что они также в состоянии окончательно отшлифованные обрабатываемые детали принимать и удерживать для транспортировки к месту выгрузки.
В этом креплении зажиманием обрабатываемая деталь передается в первую зону обработки, в которой производится, по меньшей мере, окончательное шлифование обоих торцевых сторон. Как правило, торцевые стороны в этом креплении зажиманием шлифуются предварительно и окончательно. Отдельное предварительное шлифование, однако, на этом месте не всегда является необходимым. При соответствующем конструктивном оформлении зажимающего устройства двойное торцевое шлифование приводит к отличному результату на торцевых сторонах. Зажатая, как и ранее, и значит, находящаяся в первом положении зажима обрабатываемая деталь затем посредством перемещения этого зажимающего устройства передается (в пространство) между двумя соосно находящимися на расстоянии друг от друга зажимными кулачками и зажимается ими по своим торцевым сторонам, уже окончательно отшлифованными и предоставляющими вследствие этого лучшие предпосылки для высокоточной дальнейшей обработки. При этом жестко нужно следить за тем, чтобы при переустанавливании не происходило никакого продольного смещения обрабатываемой детали, изменяющего ее положение в отношении позиции второго шлифовального круга от требуемого заданного положения. Посредством осуществления перемещения зажимных кулачков, которыми зажимается обрабатываемая деталь по своим торцевым сторонам, и выбора зажимающих усилий загрузочных захватов, обеспечивающих закрепление зажиманием для первой шлифовальной обработки, достигнуто, что обрабатываемая деталь при зажимании по своим торцевым сторонам зажимными кулачками шпиндельных бабок обрабатываемой детали не смещается в своем продольном направлении.
Зажимные кулачки осуществляют второе положение зажима стержневидной обрабатываемой детали; первое положение зажима теперь прекращается. Тем, что теперь оба зажимных кулачка управляемо вращаются синхронно и однофазно, на обрабатываемой детали может быть произведено управляемое с помощью ЧПУ (числового программного управления - CNC) шлифование периферией круга по принципу С-Х-интерполяции. При этом каждому положению вращения обрабатываемой детали, приводимой во вращение обоими зажимными кулачками (ось вращения С), соответствует определенное удаление шлифовального круга в направлении оси X. Подробности этого известны специалисту в области шлифовального техники некруглого шлифования, управляемого с помощью ЧПУ, и поэтому не нуждаются в более подробном описании.
Если стержневидная обрабатываемая деталь обрабатывается по принципу некруглого шлифования, то в противоположность плоскому шлифованию имеется касание по линии между шлифовальным кругом и обрабатываемой деталью. Подвод смазочно-охлаждающего средства вследствие этого улучшен и достигается больший объем экономии времени, так что значительно сокращается время обработки.
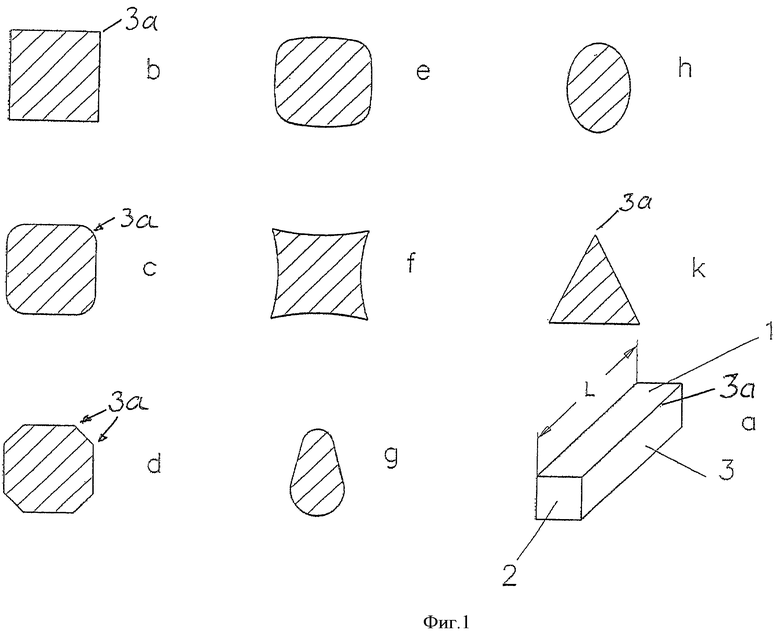
Посредством управляемого с помощью ЧПУ шлифования периферией круга могут быть предварительно и окончательно отшлифованы стержневидные обрабатываемые детали с различными поперечными сечениями, и, следовательно, простые квадратные или прямоугольные поперечные сечения со скругленными продольными кромками или плоскими фасками на продольных кромках до призматических поперечных сечений или даже поперечных сечений с различно выгнутыми ограничительными линиями до смешанных форм из всего. С простой возможностью шлифовать за один проход плоские стороны с ломаными или скругленными кромками, но и точно так же поперечные сечения со сплошь изогнутым контуром, избегают проблемы образования заусенцев как следствия плоского шлифования. Подборка возможностей составлена на фиг.1 примера осуществления.
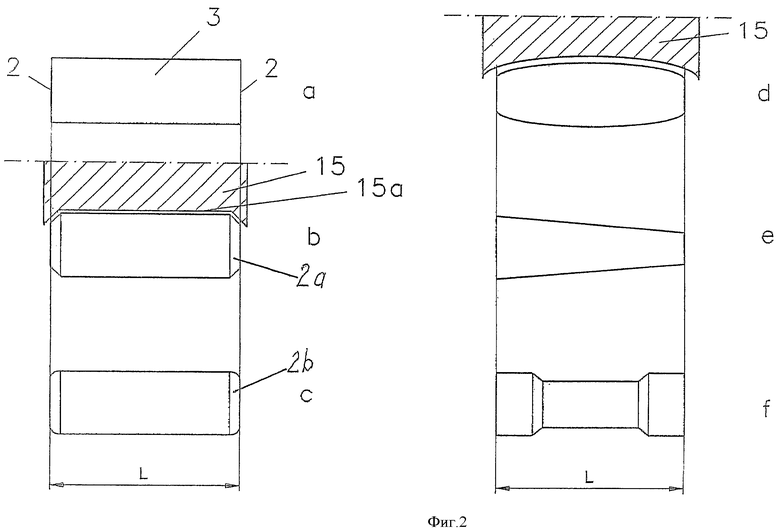
Если шлифование периферией круга производится посредством профилированного шлифовального круга, перекрывающего всю длину стержневидной обрабатываемой детали, то и продольный контур обрабатываемой детали может быть различно конструктивно оформлен. Примеры этого собраны на фиг.2 примера осуществления. К этому разному продольному контуру принадлежат также фаски и скругления со стороны торца.
С расхождением зажимных кулачков после окончательного шлифования прекращено второе положение зажима и готовая стержневидная обрабатываемая деталь снова зажата и удержана в фиксирующем устройстве зажимными кулачками первого крепления зажиманием. Фиксирующим устройством совершается далее тактовое движение, то есть оно поворачивается на угловую величину α, предопределенную посредством количества зажимающих устройств (по меньшей мере, 3, предпочтительно 4, 5 или 6), и доставляет готовую обрабатываемую деталь в позицию выгрузки, где она передается на выгружающее устройство.
Вследствие того, что на одной обрабатываемой детали осуществляются друг за другом две шлифовальные обработки, причем оба шлифовальных круга должны быть поданы на врезание лишь на малых отрезках в направлении Х и удалены от обрабатываемой детали, получается значительная экономия времени относительно обработки по способу, описанному в DE 102006007055 А1. Эта экономия времени может составлять более 30-50% общего тактового времени для обработки шлифованием обрабатываемой детали. Экономия времени получается уже из того, что полностью отпадают относительно долгие промежутки времени для поворачивания и отворачивания шлифовальных шпинделей в зону обработки, так как согласно изобретению оба шлифовальных шпинделя, в одном тандемном расположении, постоянно находятся в непосредственной близости к относящейся зоне обработки. Внутри узко ограниченной области шлифовальные шпиндели и шлифовальные круги, расположенные совместно на одной шпиндельной бабке, осуществляют только одно перемещение в направлении X. Вместо трудоемкого поворачивания шлифовальных шпинделей согласно уровню техники обрабатываемую деталь следует транспортировать лишь от первой позиции обработки первым шлифовальным кругом ко второй позиции обработки вторым шлифовальным кругом, что может происходить очень быстро. К тому же, на фиксирующем устройстве одновременно могут быть зажаты несколько обрабатываемых деталей и потактово поданы в зону шлифования. Из этих обрабатываемых деталей в каждом такте перемещения фиксирующего устройства обрабатываются соответственно две, причем одна из них в первой позиции обработки проходит окончательную обработку обоих торцевых поверхностей, а другая деталь во второй позиции обработки шлифуется окончательно. Благодаря этому заметно ускоряется производительность.
Другое ускорение может получаться вследствие того, что в позициях обработки обе обрабатываемые детали шлифуются, по меньшей мере, эпизодически одинаково по времени, что возможно без затруднений для определенных наружных контуров обрабатываемых деталей. По меньшей мере, может достигаться одинаковая по времени обработка двух обрабатываемых деталей для более коротких отрезков времени в цикле обработки примерно таким образом, что окончательное шлифование торцевых поверхностей в первой позиции обработки перекрывается по времени с началом некруглого шлифования во второй позиции обработки. Эти существенные преимущества относительно уровня техники получаются особенным образом благодаря тандемному расположению обоих шлифовальных шпинделей на одной шлифовальной шпиндельной бабке, их удается достичь и при применении других транспортирующих и зажимающих устройств, чем описанные здесь.
В пункте 2 формулы изобретения обозначены преимущественные подробности к первому технологическому процессу шлифования - двойному плоскому шлифованию торцевых сторон. Для этого зажатая в фиксирующем устройстве обрабатываемая деталь надвигается на первый шлифовальный круг (который как «двойной шлифовальный круг» должен быть составлен из двух отдельных шлифовальных кругов), что происходит посредством вращения фиксирующего устройства на заданную угловую величину α. Сам процесс плоского шлифования производится посредством передвижения первого шлифовального круга, установленного на опорах, обычным образом, на первом шлифовальном шпинделе. Для обработки вращающийся первый шлифовальный круг, двойной шлифовальный круг, может перемещаться в направлении оси X. Оба шлифовальных круга двойного шлифовального круга при процессе шлифования охватывают стержневидную обрабатываемую деталь, проходящую при этом своей продольной осью параллельно оси вращения первого шлифовального круга. В дальнейшем понятия «первые шлифовальные круги», «первый шлифовальный круг» и «двойной шлифовальный круг» применяются синонимично, так как дело только в том, что подразумеваемый под этим шлифовальный круг имеет две шлифовальные накладки, которыми одновременно могут быть отшлифованы обе торцевые поверхности обрабатываемой детали. Это относится также к пониманию формулы изобретения.
Альтернативно двойное плоское шлифование торцевых сторон обрабатываемой детали также может производиться таким образом, что фиксирующее устройство, несущее зажатой обрабатываемую деталь, перемещается относительно первого шлифовального круга, двойного шлифовального круга, в смысле подачи на врезание. В случае имеющего возможность поворачиваться фиксирующего устройства, например, в форме тактового диска это перемещение осуществляется предпочтительно как вращение. Перемещение может быть реализовано, само собой разумеется, также как линейное сдвигание фиксирующего устройства. Этот вариант соответствующего изобретению способа делает возможным дальнейший выигрыш по времени для цикла обработки, так как две обрабатываемые детали могут быть отшлифованы практически одновременно. Для этого уже окончательно обработанная на торцевых поверхностях обрабатываемая деталь доставляется фиксирующим устройством во вторую позицию обработки и там принимается вторым зажимающим устройством, после чего до сих пор удерживающие зажимные кулачки расходятся друг от друга. Таким образом, она больше не имеет никакого контакта с фиксирующим устройством и может быть - приведенная во вращение вторым зажимающим устройством - отшлифована на боковых поверхностях. Этим отделением упомянутой обрабатываемой детали от фиксирующего устройства допускается, таким образом, перемещать фиксирующее устройство, несущее следующую обрабатываемую деталь, торцевые поверхности которой следует обработать, что следующая обрабатываемая деталь прибывает в зону шлифования первым шлифовальным кругом и окончательно шлифуется им. Это двойное плоское шлифование производится при этом видоизменении способа, по существу, одновременно с некруглым шлифованием наружного контура названной вначале обрабатываемой детали. В случае если оба шлифовальных круга, согласно особенно предпочтительной форме осуществления по пункту 3 формулы изобретения, расположены в тандемном расположении на общей шлифовальной шпиндельной бабке, то неизбежно получается, что первый шлифовальный круг следует перемещению второго шлифовального круга при некруглом шлифовании. Однако это для двойного плоского шлифования согласно описанному варианту способа не имеет никакого значения, так как величина перемещения является очень малой, и перемещение в сравнении со скоростью вращения первого шлифовального круга производится лишь очень медленно. Таким образом, результат шлифования первого шлифовального круга не ухудшается.
Но и на этом месте способ может быть проведен так, что обрабатываемая деталь остается неподвижной в своей позиции, а первый шлифовальный круг может перемещаться в продольном и поперечном направлении к обрабатываемой детали. Перемещение шлифовального круга в продольном направлении служит предпочтительно для точного регулирования шлифовального круга относительно обрабатываемой детали или относительно позиции второго шлифовального круга для обработки наружного контура.
Усовершенствование согласно пункту 3 формулы изобретения дает преимущественную возможность - как первый составляющий технологический процесс плоского шлифования может переходить во второй составляющий технологический процесс шлифования периферией круга. Для этого выбирается решение - первый шлифовальный круг, с одной стороны, и, по меньшей мере, второй шлифовальный круг, с другой стороны, с соотносящимся шлифовальным шпинделем устанавливать на опорах на общей шлифовальной шпиндельной бабке, которая может смещаться в направлении X. Посредством поворачивания фиксирующего устройства отдельные обрабатываемые детали друг за другом подаются сначала в зону воздействия первого шлифовального круга, а следом за этим - второго шлифовального круга. Для необходимого при шлифовании движения подачи на врезание в направлении оси X общую шлифовальную шпиндельную бабку управляемо перемещают в направлении оси X.
С расхождением зажимных кулачков после окончательного шлифования прекращено второе положение зажима, и готовая стержневидная обрабатываемая деталь снова передается на фиксирующее устройство. При следующем рабочем такте посредством поворачивания она доставляется этим устройством в позицию выгрузки, где она может быть принята разгружающим устройством.
По пункту 7 в загрузочные захваты фиксирующего устройства интегрированы предпочтительным образом датчики, которыми может быть определен припуск на шлифование отдельных зажатых обрабатываемых деталей. Полученные таким образом величины передаются на управляющее устройство шлифовального станка и учитываются им для установления завершения шлифования периферией круга. И таким образом может получаться ускорение обработки.
Так как при некруглом шлифовании наружного контура обрабатываемой детали могут появляться значительные усилия давления поперек продольной оси обрабатываемой детали, приводящие к изгибанию обрабатываемой детали, то соответствующий изобретению способ по пункту 8 в этом отношении дополняют тем, что предусматривается люнет для поддержания обрабатываемой детали от изгибания поперечными усилиями. Эти люнеты, из которых соответственно один придан одному загрузочному захвату, то есть месту зажима обрабатываемой детали, смонтированы на фиксирующем устройстве вместе с загрузочными захватами. Люнеты на фиксирующем устройстве имеют возможность подаваться вперед относительно позиции обрабатываемой детали или имеют возможность удаляться от этой позиций и применяются только во второй позиции обработки для шлифования наружного контура вторым шлифовальным кругом. Их применение согласно пункту 8 формулы изобретения осуществляется следующим образом: после того как обрабатываемая деталь принята во второй позиции обработки зажимными кулачками и зажата, раскрываются кулачки загрузочного захвата, так что обрабатываемая деталь может свободно вращаться и второй шлифовальный круг имеет свободное пространство для обработки. В этом состоянии сначала на окончательный размер кругло шлифуются боковые кромки обрабатываемой детали, что означает, что вместе с этим зафиксированы самые большие диаметры чистовой обрабатываемой детали. После этого люнет настолько подается на обрабатываемую деталь, что он приходит в, по меньшей мере, ограниченное прилегание к обрабатываемой детали и тем самым поддерживает ее при действии поперечных усилий. Перемещение люнета производится предпочтительно гидравлическими или пневматическими устанавливающими средствами, известными специалисту. Люнет на своей стороне, захватывающей обрабатываемую деталь, имеет одну выборку, в поперечном сечении предпочтительно в форме полукруга, приспособленную к упомянутым наибольшим диаметрам обработанной начисто обрабатываемой детали. Таким образом достигается, что при вращении обрабатываемой детали, в люнете, по меньшей мере, одна область на окружности обрабатываемой детали находится в контакте с люнетом, так что он может проявлять свое поддерживающее действие на всех фазах вращения. Затем, с установленным люнетом, производится окончательная обработка наружных поверхностей обрабатываемой детали, шлифовальная обработка которой заканчивается с этим. После этого люнет удаляют от обрабатываемой детали, загрузочные захваты фиксирующего устройства снова захватывают и зажимают обрабатываемую деталь, после чего зажимные кулачки шпиндельных бабок технологического инструмента расходятся друг от друга и они освобождают для транспортировки посредством фиксирующего устройства. Фиксирующее устройство затем снова в рамках нового рабочего такта поворачивается на угол α, вследствие чего чистовая обрабатываемая деталь удаляется из второй зоны обработки и, наконец, подается на разгружающее устройство. Последнее, в зависимости от количества мест зажима на фиксирующем устройстве и расположения разгрузочного узла относительно фиксирующего устройства достигается, смотря по обстоятельствам, лишь после последующих рабочих тактов.
В пункте 9 формулы изобретения указан вариант этого способа, согласно которому боковые кромки шлифуют только до приблизительно окончательного размера. Под «окончательным» здесь следует понимать, что лишь очень мало сотых миллиметра, примерно от 1 до 3 сотых мм, должно быть сошлифовано до окончательного размера. Люнет затем, как описано у способа по пункту 8 формулы изобретения, придвигается к обрабатываемой детали, и она также шлифуется до приблизительно окончательного размера. После этого люнет удаляется и на окончательный размер шлифуется весь наружный контур. Так как для этого необходимо лишь очень малое снятие, требующее очень малого усилия шлифования, то точность шлифования не ухудшается.
В дальнейшем существует также возможность, что люнет управляемо подан по команде таким образом, что он не должен быть отодвинут назад для окончательного шлифования остаточного припуска и обрабатываемая деталь в таком случае остается поддержанной до достижения окончательного размера.
Благодаря применению люнета удается достичь не только повышенных точностей у длинных, тонких обрабатываемых деталей, но она может быть сделана с повышенным объемом обработки резанием на единицу времени при шлифовании, что снова уменьшает время шлифования на обрабатываемую деталь.
Способы согласно пунктам 8 и 9 особенно подходят для таких форм поперечного сечения обрабатываемой детали, как они показаны на фиг.1 (за исключением фиг.1g). Для подобных обрабатываемых деталей с, по существу, регулярными, имеющими симметрии контурами и поперечными сечениями, удается отчетливо повысить прецизионность изготовления.
Шлифовальный станок, особенно подходящий для осуществления способа по одному или нескольким пунктам 1-9 формулы изобретения, указан в пункте 10 формулы.
Особенное в этом шлифовальном станке заключается в том, что два шлифовальных шпинделя с параллельными осями вращения смонтированы на одной шлифовальной шпиндельной бабке в «тандемном расположении» и благодаря этому имеют возможность перемещаться совместно. Понятие «тандемное расположение» относится к виду расположения шлифовальных шпинделей соответственно шлифовальных кругов и должно приводить к выражению, что шлифовальные круги обоих шлифовальных шпинделей могут осуществлять обработку на двух обрабатываемых деталях, по меньшей мере, эпизодически одновременно, для чего необходим подающий механизм. Этот признак принципиально отличает это расположение от известных расположений двух шлифовальных шпинделей на шлифовальной шпиндельной бабке, при котором отдельные шлифовальные шпиндели посредством поворачивания частей шлифовальной шпиндельной бабки вокруг оси вращения приводятся во взаимодействие с отдельной обрабатываемой деталью. Отнимающее время поворачивание шлифовальных шпинделей полностью отпадает при тандемном расположении. Напротив, затраты времени для подведения обрабатываемых деталей от одного места обработки к другому у соответствующего изобретению шлифовального станка незначительны, тем более что и у известных шлифовальных станков, к примеру, по DE 102006007055 A1, обрабатываемая деталь должна быть доставлена в позицию обработки и снова выведена.
Шлифовальный станок по пункту 10 формулы изобретения предоставляет к тому же то преимущество, что посредством станка одновременно транспортируются и обрабатываются соответственно несколько стержневидных обрабатываемых деталей, которые при этом в первом положении зажима плоско шлифуются на торцевых сторонах, а во втором положении зажима обрабатываются по продольным сторонам посредством шлифования периферией круга. После прохождения шлифовального станка стержневидные обрабатываемые детали окончательно отшлифованы. Времена на снятие и установку обрабатываемой детали уменьшены до минимума.
По пункту 11 формулы изобретения особенно преимущественным является, если фиксирующее устройство для обрабатываемых деталей, служащее как для зажима обрабатываемых деталей, так и для их транспортировки к позициям обработки и через шлифовальный станок от погрузочного к выгружающему устройству, выполнено как тактовый диск. Тактовый диск, выполненный предпочтительно как пластина, имеющая форму круга, имеет возможность вращаться вокруг горизонтальной оси и несет позиции зажима, расположенные на периферии или на наружном краю, выполненные предпочтительно как загрузочные захваты с двумя захватывающими кулачками, имеющими возможность перемещаться друг к другу и друг от друга. Позиции зажима, из которых имеются, по меньшей мере, 3, предпочтительно 4, 5 и 6, находятся на равных расстояниях по окружности тактового диска. Они расположены, в зависимости от количества, с углом поворота α между ними, который получается как 360°, разделенные на количество позиций зажима. При эксплуатации один такт тактового диска состоит в повороте на угол α. При этом предпочтительно, по меньшей мере, одна заготовка обрабатываемой детали передается с позиции загрузки в первую позицию обработки, одна обрабатываемая деталь, окончательно отшлифованная по торцевым поверхностям, доставляется во вторую позицию обработки и одна обрабатываемая деталь, полностью окончательно отшлифованная, извлекается из зоны обработки шлифовального станка.
Последующие формы осуществления шлифовального станка по пунктам 10 и 11 указаны в дополнительных пунктах 12-20 формулы изобретения, причем пункты 18-20 ссылаются на осуществление метода по пунктам 8 и 9, для которого необходим один люнет.
Пункт 21 формулы изобретения указывает следующий шлифовальный станок, выполненный специально для осуществления способа по одному или нескольким пунктам 1-7 формулы. Пункты 22-26 формулы касаются следующих преимущественных форм осуществления для этого.
Пункт 22 ориентирован на то, что второй шлифовальный круг соответствующих изобретению шлифовальных станков приспособлен к продольному контуру чистовой стержневидной обрабатываемой детали и также может охватывать вместе с этим фаски со стороны торцов. Обработка боковых поверхностей обрабатываемой детали посредством управляемого числового шлифования периферией круга по принципу С-Х-интерполяции делает возможным то, что радиусы скруглений или фаски на кромках шлифуются без удлинения тактового времени, вместе с боковыми поверхностями. Это относится также к фаскам со стороны торцов, если контур шлифовального круга профилирован соответственно. Фаски со стороны торцов шлифуются в том же самом положении зажимания, в одном проходе контура, одновременно с боковыми поверхностями и с продольно проходящими фасками или радиусами скруглений. Переустанавливание отпадает. Процесс в целом, относительно требуемых геометрических величин (допуски по размерам, форме, расположению), может управляться существенно проще и надежнее. Ужимается не только время обработки, но и, в частности, предотвращается также опасность неточностей, связанная с переустанавливанием. Дополнительно приходят к тому, что контур шлифовальных кругов при доводке может быть установлен с точностью, находящейся в микрометрической области. Таким образом получаются фаски со стороны торцов, имеющие по своей общей длине и между собой всегда точно ту же самую ширину. И с этой точки зрения, следовательно, посредством изобретения одновременно с быстротой обработки улучшается и точность результата. Кроме того, также возможно применять соответственно профилированные, к примеру, покрытые гальванически шлифовальные круги, которые не должны доводиться правкой.
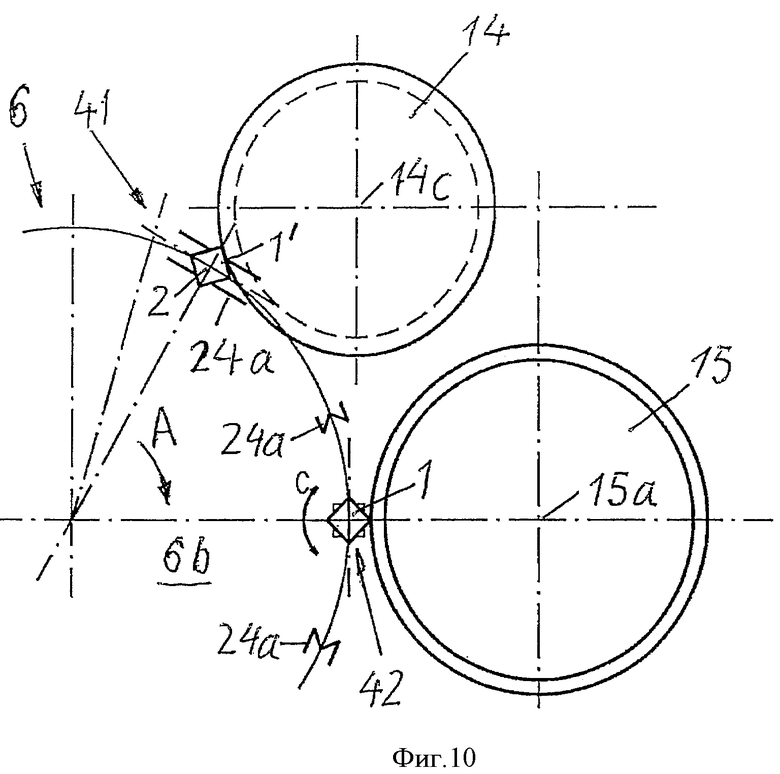
Пункт 27 формулы изобретения касается преимущественной и предпочтительной формы осуществления привода тактового диска, который может приводить в движение как в направлении вперед, так и в противоположном, обратном направлении. Вследствие этого возможно достичь, по существу, одинакового по времени применения шлифования обоими шлифовальными кругами по одной обрабатываемой детали, что приводит к особенно короткому тактовому времени для полной обработки обрабатываемых деталей, как пояснено ниже с помощью фиг.10 и 11.
Соответствующий изобретению шлифовальный станок работает с испытанными базовыми элементами современной шлифовальной техники, которые, однако, объединены между собой новым образом, посредством интеллектуальной системы транспортировки и закрепления деталей. Конструкция шлифовального станка остается простой. Загрузка шлифовального станка может производиться посредством загрузочной ячейки через загрузочный люк, так что возможно, к примеру, так называемое «решение замочной скважины», при котором подаются обрабатываемые детали. При этом возможны и другие формы осуществления транспортирующих систем для загрузки и выгрузки обрабатываемой детали в фиксирующее устройство и из него.
Соответствующими изобретению шлифовальными станками экономично могут быть изготовлены и партии малых объемов, потому что они ориентированы на то, чтобы производить полную обработку определенного типа обрабатываемой детали. Таким образом, существует высокая гибкость по части штучной производительности. В частности, посредством численно управляемого шлифования периферией круга по принципу С-Х-интерполяции также предоставлена высокая гибкость по типам обрабатываемых деталей; подготовительное время при переналадке на другую форму поперечного сечения стержневидных деталей может быть очень коротким. К примеру, возможно при стержневидной обрабатываемой детали с квадратным поперечным сечением производить переналадку с продольных кромок, переломленных фасками, на скругленные продольные контуры - в течение 3 минут, потому что переналадка производится лишь посредством программы элементов для выпускаемой обрабатываемой детали. При этом фаска также приспосабливается вместе с поперечным сечением.
Ниже изобретение еще подробнее поясняется с помощью примеров осуществления, изображенных на чертежах.
Фиг.1 воспроизводит различные некруглые поперечные сечения стержневидных деталей, которые должны быть отшлифованы согласно изобретению;
фиг.2 показывает различные продольные контуры, которые может иметь шлифуемая стержневидная обрабатываемая деталь;
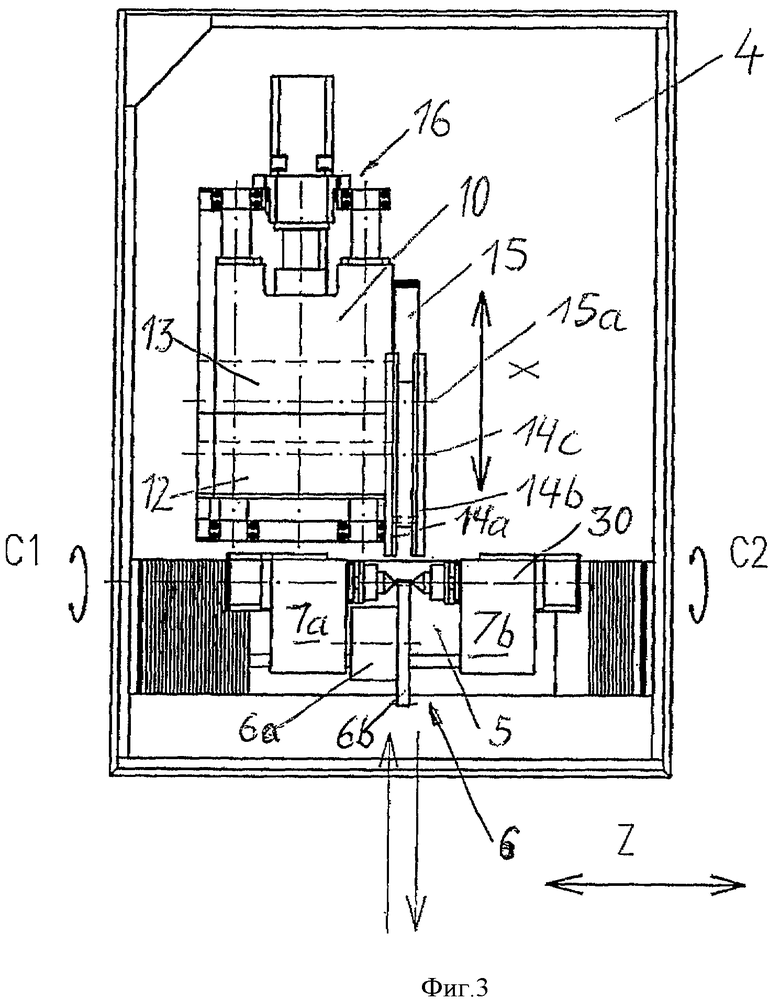
фиг.3 является видом сверху на форму осуществления шлифовального станка для осуществления соответствующего изобретению способа;
фиг.4 показывает схематичный вид сбоку соответствующего изобретению шлифовального станка, глядя на высоте фиксирующего устройства, в направлении Z;
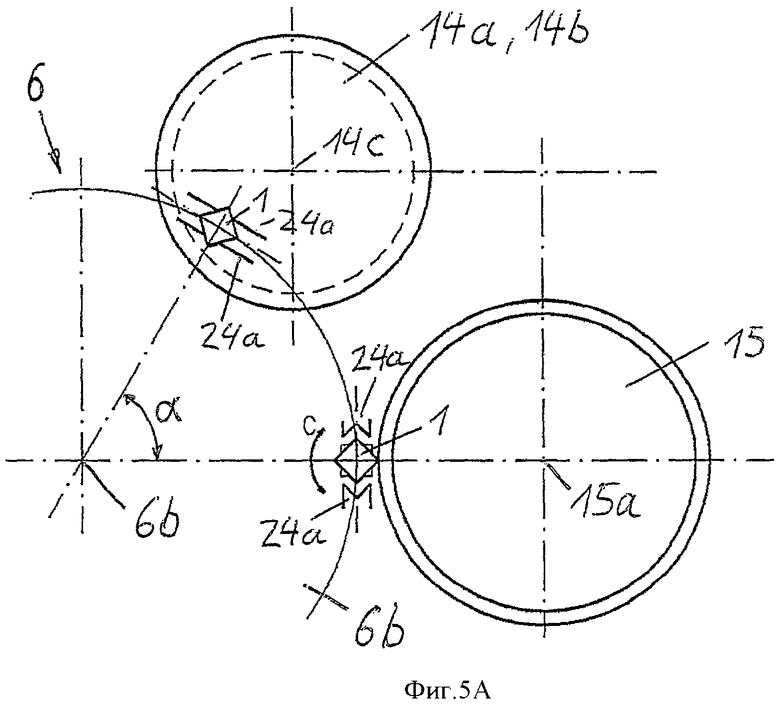
фиг.5A показывает относительное положение первого и второго шлифовального кругов, а также соответствующую позицию обработки двух обрабатываемых деталей;
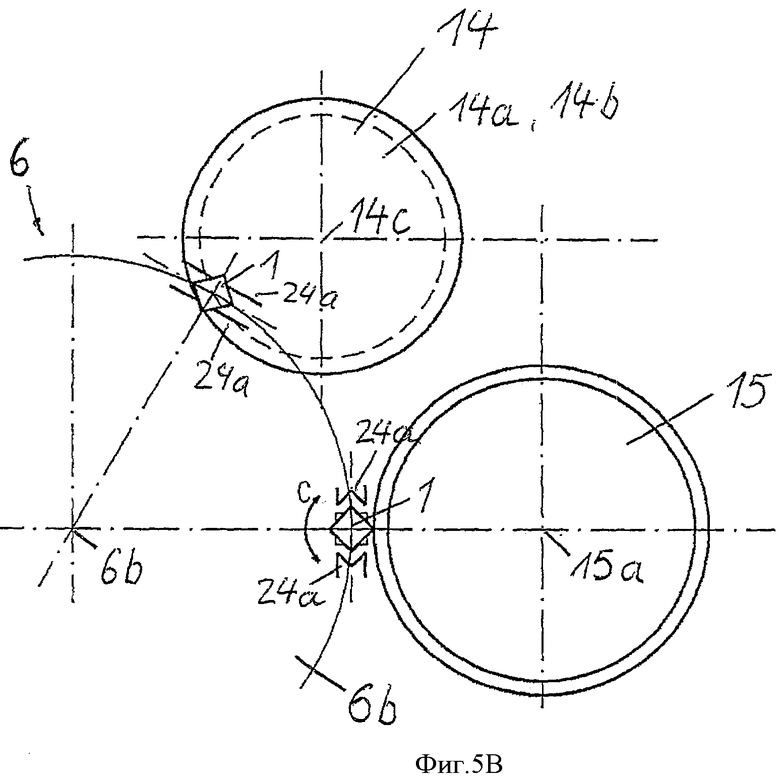
фиг.5B показывает относительное положение первого и второго шлифовального кругов, а также соответствующую позицию обработки двух обрабатываемых деталей, причем оба шлифовальных круга, по меньшей мере, частично одинаково по времени находятся во взаимодействии с обрабатываемой деталью;
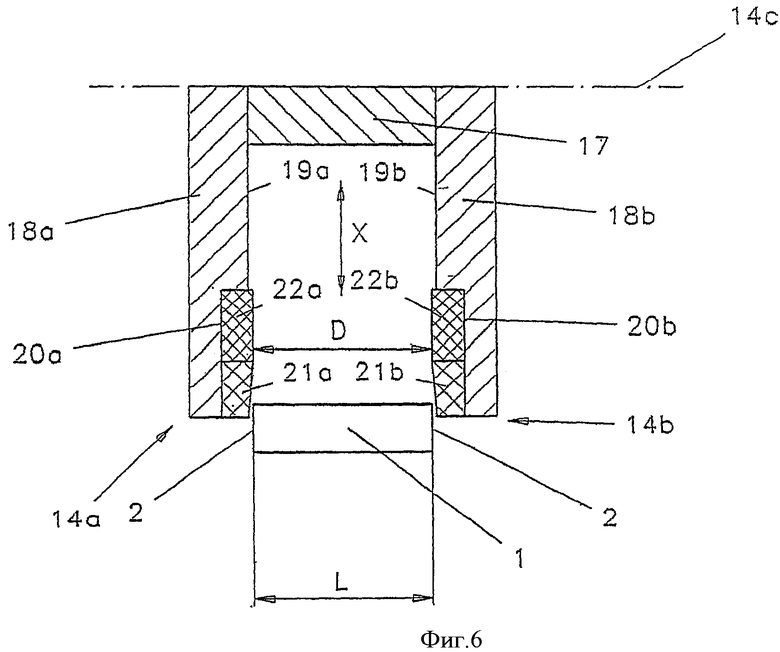
фиг.6 показывает поэлементное поперечное сечение через двойной шлифовальный круг с накладкой чернового и чистового шлифования, а также обрабатываемую деталь, проходящую обработку;
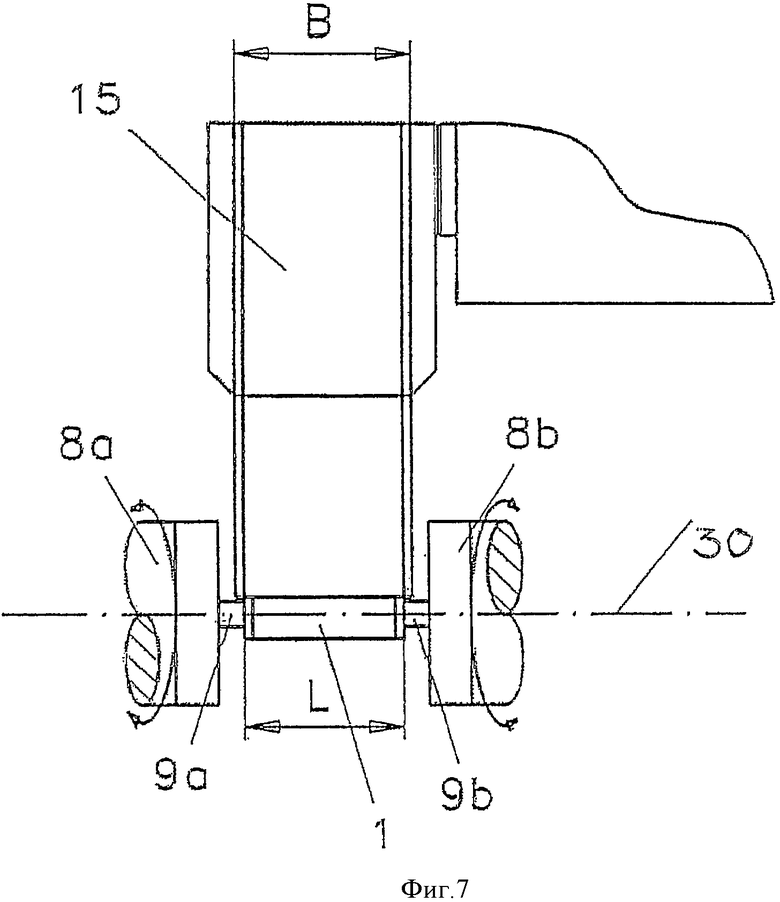
фиг.7 показывает поэлементный вид второго шлифовального круга во взаимодействии с обрабатываемой деталью, зажатой между вращающимися кулачками;
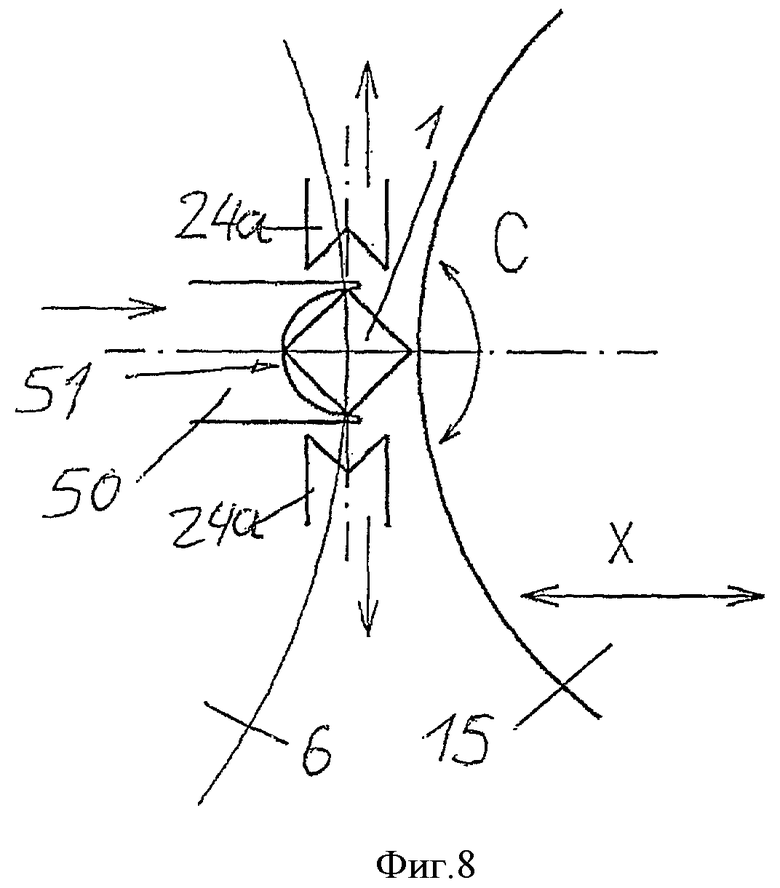
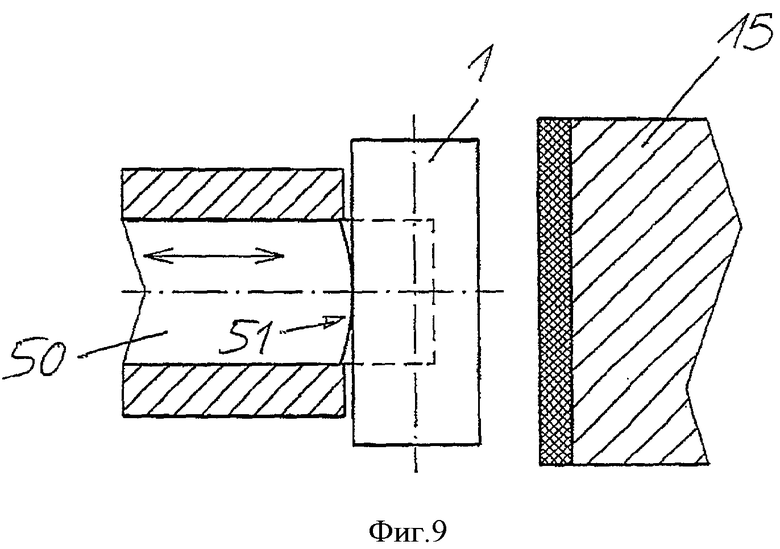
фиг.8 показывает поэлементный вид обрабатываемой детали в позиции обработки для наружного контура, поддерживающейся посредством люнета;
фиг.9 показывает вид сверху, в разрезе, на устройство по фиг.8;
фиг.10 показывает первую фазу примерно одновременной обработки двух обрабатываемых деталей;
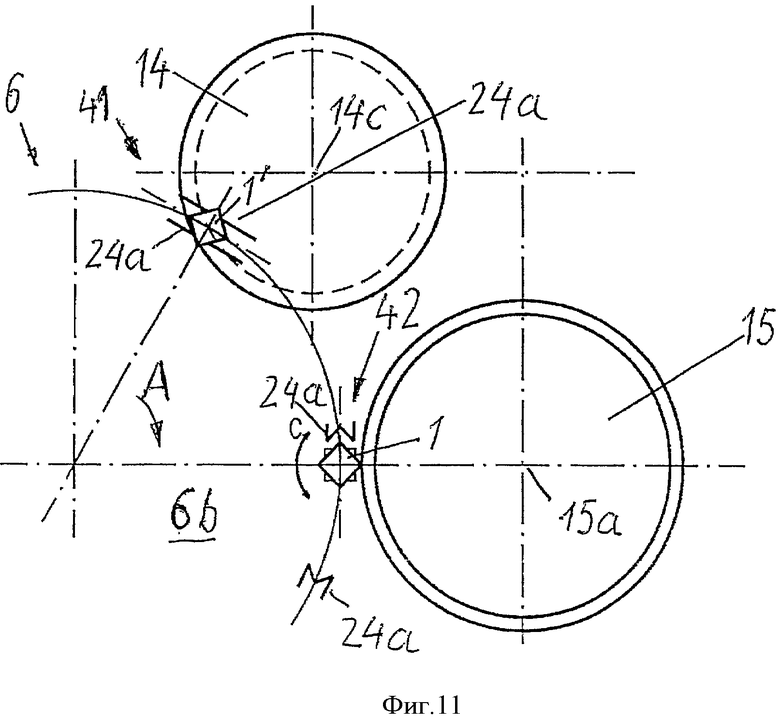
фиг.11 показывает следующую фазу осуществления способа после фиг.10.
Фиг.1 создает, к примеру, впечатление от формы, которую могут иметь поперечные сечения шлифуемой стержневидной обрабатываемой детали 1. В простейшей форме стержневидная обрабатываемая деталь 1 является стерженьком в форме бруска с квадратными торцевыми сторонами 2 и продольными сторонами 3 в форме прямоугольника, встречающимися в боковых кромках 3а, см. фиг.1a-1d. Предпочтительной областью применения подобных стержневидных обрабатываемых деталей 1 являются исполнительные органы в механических переключающих или исполняющих устройствах. Эти исполнительные органы могут иметь длину L между предпочтительно 10 и 80 мм и поперечник между 2 и 15 мм; однако при этом речь идет только о примере. В качестве материала подобных стержневидных обрабатываемых деталей 1 принимаются в расчет различные металлы, а также керамические технологические материалы. В зависимости от желаемой функции поперечное сечение также может отклоняться от формы геометрически строгого квадрата (b). Так, продольные кромки могут быть скруглены (с) или снабжены плоскими фасками (d). Квадратная форма также может быть изменена до квадрата с выпуклыми поверхностями (e) или с вогнутыми поверхностями (f). Кроме того, возможны контуры с поперечными сечениями, ограниченными одними только дугообразными линиями (g), а следовательно, также овальные контуры (h) или многоугольники любого порядка (k), у которых указанные отклонения для квадратного поперечного сечения имеют точно такую же область действия.
И продольный контур шлифуемой стержневидной обрабатываемой детали 1 ни в коем случае не закрепляется на геометрически строгой форме прямоугольника, как она еще раз представлена на фиг.2a.
Фиг.2 показывает продольные стороны 3 стержневидной обрабатываемой детали 1 в различных вариантах. Так, и в переходе к торцевым сторонам 2 могут иметься плоские фаски 2a (фиг.2b) или скругления 2b (фиг.2c). Строгая прямоугольная форма может быть изменена до бочкообразной формы (d). Кроме того, возможны конические продольные контуры (e), а также прямоугольная базовая форма с опущенной средней частью (f).
Фиг.3 представляет соответствующую изобретению форму осуществления шлифовального станка, посредством которого, исходя из заготовки, возможна полная обработка стержневидной обрабатываемой детали 1. На станине 4 выполнен шлифовальный стол с направляющей 5. Фиксирующее устройство 6 может перемещаться в направлении этой направляющей 5. Эта возможность перемещения служит, в частности, для точного настраивания позиции фиксирующего устройства 6 для приспосабливания к различным обрабатываемым деталям 1 и их размерам. В отличие от фиг.3 также возможно, что перемещение сдвига шлифовальных кругов 14, 15 в отношении обрабатываемой детали 1, в направлении оси Z, может быть расположено как решение в виде крестообразных салазок, ниже оси X, на станине 4.
Фиксирующее устройство 6 состоит предпочтительно из тактового диска 6b в виде круга, расположенного с возможностью вращения вокруг его центральной точки в плоскости, перпендикулярной направлению Z (то есть направлению по направляющей 5). Тактовый диск 6b соединен несущей деталью 6a с направляющей 5 и находится, по существу, над направляющей. Тактовый диск 6b несет вблизи своей периферийной зоны несколько мест зажима 40 для приема обрабатываемых деталей 1, 1'. Для этого места зажима 40 выполнены как загрузочные захваты 24, которые могут неподвижно зажимать наружный обвод обрабатываемой детали 1 между двумя зажимными кулачками 24a или освобождать посредством перемещения зажимных кулачков 24a друг от друга. Форма зажимных кулачков 24а загрузочных захватов 24, повернутых к обрабатываемой детали 1, предпочтительно приспособлена к наружной форме необработанной еще обрабатываемой детали 1 для того, чтобы надежно фиксировать ее для шлифования. Само собой разумеется, что загрузочные захваты 24 должны быть в состоянии надежно удерживать и окончательно обработанную деталь 1, и они не должны входить в конфликт со шлифовальными кругами 14, 15 во время обработки.
Наименьшим количеством мест зажима 40 является три, причем при эксплуатации, по меньшей мере, одно (позиция 43) служит соответственно для загрузки и выгрузки обрабатываемой детали 1, а оба других находятся по одному на позиции обработки 41, 42 первого и второго шлифовальных кругов 14, 15. Предпочтительно предусматриваются, однако, больше чем три места зажима 40, как они показаны на фиг.4, где имеются шесть из них. Таким образом удается отделить друг от друга и зоны загрузки и выгрузки. Предпочтительно, однако, что загрузку и выгрузку обрабатываемых деталей осуществляют на той же самой позиции 43, так как, таким образом, требуется меньше всего площади. Для этого, естественно, могут предусматриваться любые загрузочные и разгрузочные устройства, известные специалисту. Независимо от количества мест зажима 40, однако, всегда под обработкой находятся самое большое две обрабатываемые детали 1, 1', так как согласно изобретению в наличии имеются только два шлифовальных шпинделя 12, 13, но все же они соответственно могут быть оснащены одним или двумя шлифовальными кругами 14,14a, 14b, 15.
По обеим сторонам фиксирующего устройства 6 находятся шпиндельные бабки 7a и 7b обрабатываемой детали, также имеющие возможность перемещаться по направляющей 5. Шпиндельные бабки 7a и 7b обрабатываемой детали могут быть перемещаемы по отдельности или вместе. В шпиндельных бабках 7a и 7b обрабатываемой детали установлены на опорах зажимные кулачки 8a, 8b, которые могут быть приведены в движение для вращения. При этом предусмотрено управление, посредством которого оба расположенных соосно на расстоянии друг от друга зажимных кулачка 8a, 8b вращаются строго синхронно и однофазно.
На своих наружных концах зажимные кулачки 8a, 8b несут каждый по одной фрикционной накладке 9a, 9b, которыми зажимные кулачки 8a, 8b могут быть прижаты к торцевым сторонам 2 стержневидной обрабатываемой детали 1 для того, чтобы зажать ее, сопоставьте для этого также фиг.7. Фрикционные накладки 9a, 9b зажимных кулачков 8a, 8b состоят из очень износостойкого материала, к примеру, твердого сплава, вследствие чего уменьшается их износ.
Строго перпендикулярно к шлифовальному столу с направляющей 5 и к боковому направлению сдвига шпиндельных бабок 7a и 7b обрабатываемой детали и/или их зажимных кулачков 8a, 8b может сдвигаться шлифовальная шпиндельная бабка 10 в направлении X, то есть перпендикулярно относительно направляющей 5. Шлифовальная шпиндельная бабка 10 несет два шлифовальных шпинделя 12 и 13, расположенных смещенными друг к другу по высоте и относительно горизонтального расстояния от направляющей 5, как это представлено на фиг.4. Первый шлифовальный шпиндель 12 несет два первых шлифовальных круга 14a, 14b, в то время как второй шлифовальный шпиндель 13 снабжен вторым шлифовальным кругом 15. Шлифовальные шпиндели 12 и 13 приводят в движение вращения соотносящиеся с ними шлифовальные круги 14a, b и 15 вокруг их осей вращения 14c и 15a.
В принятом обозначении шлифовальной техники направляющая 5 с боковым направлением сдвига зажимающей секции 6 и шпиндельных бабок 7a, 7b обрабатываемой детали определяет ось Z. Общая ось вращения и привода в движение 16 зажимных кулачков 8a, 8b образует ось вращения С, в то время как направление сдвига шлифовальной шпиндельной бабки 10, проходящее перпендикулярно оси Z и оси С, является осью X.
Особенности первого шлифовального круга 14, предусмотренного в сдвоенном расположении двух шлифовальных кругов 14a, 14b, двойного шлифовального круга 14, следуют из фиг.6. Оба шлифовальных круга 14a, 14b расположены на общей оси вращения 14с первого шлифовального шпинделя 12 с осевым расстоянием D, определенным дистанционной шайбой 17. Каждый шлифовальный круг 14a, 14b состоит из основы 18а, 18b. Обе повернутые друг к другу широкие стороны 19a, 19b основ 18a, 18b на своей наружной области периметра имеют каждый по одному углублению 20a, 20b, в котором находится наружная кольцеобразная зона 21a, 21b с накладкой черновой обработки и внутренняя кольцеобразная зона 22a, 22b с накладкой чистовой обработки. Обе накладки 21a, 21b и 22а, 22b образуют кольцеобразный корпус внутри углублений 20a, 20b. При этом наружные кольцеобразные зоны 21a, 21b с накладкой черновой обработки имеют форму, конически расширяющуюся наружу.
Фигура 5A разъясняет расположение обоих шлифовальных кругов 14, 15, а с этим и осей соотносящихся шлифовальных шпинделей 12, 13, относительно друг друга и фиксирующего устройства 6 с обрабатываемыми деталями 1. Речь идет о боковом виде в направлении Z. К показанному моменту времени первый шлифовальный круг 14 уже закончил обработку торцевых поверхностей обрабатываемой детали и посредством перемещения в направлении Х прибыл в позицию, в которой обе шлифовальные накладки двойного шлифовального крута не находятся во взаимодействии с обрабатываемой деталью 1. Обрабатываемая деталь 1, наружный контур которой еще не обработан, при этом еще удерживается загрузочным захватом 24 места зажима.
Второй шлифовальный круг 15 начинает вступать непосредственно в касание с другой обрабатываемой деталью 1, торцевые поверхности 2 которой окончательно обрабатывались первым шлифовальным кругом 14 в прошлом такте. Обрабатываемая деталь 1 зажимается зажимными кулачками 8а, 8b (не показаны) в продольном направлении и синхронно приводится во вращение вокруг направления С посредством соотносящихся приводов обеих шпиндельных бабок 12, 13 (не показаны). Зажимные кулачки 24a загрузочного захвата 24 освобождаются от обрабатываемой детали 1 после того, как обрабатываемая деталь 1 захвачена зажимными кулачками 8a, 8b и зажата.
На фиг.5B к этому же представлен вариант, при котором первый шлифовальный круг 14 еще находится в обрабатывающем взаимодействии с торцевыми поверхностями 2 одной обрабатываемой детали 1, в то время как второй шлифовальный круг 15 начинает непосредственно со шлифования наружного контура. При подобном расположении, касающемся, в основном, незначительного горизонтального разнесения обеих осей шлифовальных шпинделей 12, 13, происходит, следовательно, по меньшей мере, частично перекрывающаяся по времени обработка двух различных обрабатываемых деталей 1. Это приводит к дальнейшему уменьшению тактового времени, а с этим к повышенной производительности.
В фиксирующем устройстве 6 в каждом месте зажима 40 два зажимных кулачка 24а одного загрузочного захвата 24 расположены диаметрально друг напротив друга и подвижно направлены противоположно друг к другу. Своими зажимными кулачками 24а загрузочные захваты 24 приспособлены к поперечному сечению стержневидной обрабатываемой детали 1. В позиции загрузки 43 на фиг.4 зажимные кулачки 24а загрузочного захвата 24 перемещены друг от друга. В позиции 41 зажимные кулачки загрузочного захвата 24 захватили стержневидную деталь 1 и, выравниваясь, приставляются к ней с обеих сторон. Этот вид захвата и зажима имеет то преимущество, что при захватывании и зажимании стержневидной детали 1 ее середина по длине и при различном допуске на шлифование обрабатываемой детали 1 всегда остается в той же самой горизонтальной плоскости. В противоположность жесткому опиранию обрабатываемой детали, таким образом, припуск на шлифование не имеет никакого влияния на положение центра обрабатываемой детали. При последующем шлифовании периферией круга припуск равномерно удаляется. Как показывает позиция 41 на фиг.4, фиксирующее устройство 6 может подводить зажатую стержневидную обрабатываемую деталь 1 вплоть до первых шлифовальных кругов 14a, 14b двойного шлифовального круга.
Далее прохождение технологического процесса шлифования на шлифовальном станке описывается в подробностях согласно фиг.4.
Заготовка стержневидной обрабатываемой детали 1 обычной транспортирующей системой передается на фиксирующее устройство 6, на зажимающее устройство в позицию загрузки 43. Там обрабатываемая деталь 1, как уже описано, центрированно зажимается посредством зажимных кулачков 24a загрузочного захвата 24, сопоставьте позицию 41 на фиг.4. Фиксирующее устройство 6 поворачивается затем в пределах угла α и выдвигает обрабатываемую деталь 1 до пределов зоны действия первого шлифовального круга 14. В этом первом, видимом из фиг.4 положении зажима, в первой позиции обработки стартует одновременное двойное плоское шлифование обеих торцевых сторон 2 на стержневидной обрабатываемой детали 1. Для этого шлифовальная шпиндельная бабка 10 выдвигается вперед по направлению оси Х к стержневидной обрабатываемой детали 1, сопоставьте фиг.4. Наружные кольцеобразные зоны 21a, 21b с накладкой черновой обработки (см. фиг.6) шлифуют каждая по одной торцевой стороне 2 стержневидной обрабатываемой детали 1. Затем внутренние кольцеобразные зоны 22a, 22b с накладкой чистовой обработки перекрывают каждая по одной торцевую сторону 2, так что торцевые стороны 2 отшлифованы окончательно.
Вслед за этим шлифовальная шпиндельная бабка перемещается далее в направлении X, вследствие чего второй шлифовальный круг 15 прибывает во взаимодействие с наружной поверхностью следующей обрабатываемой детали 1, находящейся в соответствующей позиции обработки удержанной обеими шпиндельными бабками 7a, 7b обрабатываемой детали. После окончания обработки наружной поверхности этой обрабатываемой детали 1 шлифовальная шпиндельная бабка 10 возвращается потом в направлении оси Х в свое исходное положение, так что все шлифовальные круги 14, 15 находятся вне взаимодействия с обрабатываемой деталью 1. После этого тактовый диск 6b фиксирующего устройства 6 поворачивается далее на угловую величину α, предопределенную количеством мест зажима, начинается новый рабочий такт. Это начало состоит в том, что еще не прошедшая обработку обрабатываемая деталь 1 доставляется в зону обработки первым шлифовальным шпинделем 12, а уже окончательно отшлифованная на этом месте по торцевым поверхностям 2 обрабатываемая деталь 1 транспортируется в зону обработки вторым шлифовальным кругом 15. Стержневидная обрабатываемая деталь 1 в этом случае находится в области общей оси вращения и привода в движение 16 обоих зажимных кулачков 8a, 8b. Там эта деталь захватывается посредством движения друг на друга зажимных кулачков и зажимается, после чего загрузочные захваты 24 освобождают обрабатываемую деталь. Затем начинается новый цикл шлифования тем, что шлифовальные круги подаются на врезание новым сдвиганием шлифовального стола в направлении X, на фиксирующее устройство, а с этим и на обрабатываемые детали 1. Плоское шлифование может производиться и уже во время переустанавливания. Таким образом достигается последующее уменьшение тактового времени, так как во время переустанавливания уже плоско шлифуется в первой позиции обработки 41.
В зоне обработки 42 вторым шлифовальным шпинделем 13 обе шпиндельные бабки 7a, 7b обрабатываемой детали с двух сторон надвигаются на стержневидную обрабатываемую деталь 1, пока зажимные кулачки 8a, 8b своими фрикционными накладками 9a, 9b не зажимают стержневидную обрабатываемую деталь 1 по ее торцевым сторонам 2. В зависимости от исполнения шпиндельных бабок 7a, 7b обрабатываемой детали, зажимание стержневидной обрабатываемой детали 1 по ее торцевым поверхностям 2 может производиться и только одними зажимными кулачками 8a, 8b, если они не только могут приводиться в движение, вращаясь, но и могут перемещаться по оси. После этого загрузочные захваты 24 зажимающего узла 6 расходятся друг от друга.
Преимущество этого вида переустанавливания состоит в том, что обрабатываемая деталь 1 между обеими обработками шлифованием более не должна быть отдельно охвачена загрузочными манипуляциями. Вследствие этого для зажимания между зажимными кулачками 8a, 8b может быть достигнута оптимальная точность, потому что более не могут встречаться никакие другие ошибки позиционирования вследствие загрузочных манипуляций. Благодаря осуществлению перемещений зажимных кулачков 8a, 8b и зажимных усилий загрузочных захватов 24 обеспечено, что обрабатываемая деталь 1 во время переустанавливания не сдвигается в своем продольном направлении.
Стержневидная обрабатываемая деталь 1 зажимается посредством обоих зажимных кулачков 8a, 8b не только в своих двух положениях зажима, но и от обоих зажимных кулачков 8a, 8b также управляемо приведена в движения вращения, причем общая ось вращения и привода в движение 16 обоих зажимных кулачков 8a, 8b образует ось С технологического процесса шлифования. Естественно, зажимные кулачки 8a, 8b в таком случае сначала могут поворачивать стержневидную обрабатываемую деталь 1, если она находится вне загрузочных захватов 24, прекративших первое положение зажима. В остальном 6а показывает, как второй шлифовальный круг 15 надвигается в направлении оси Х на периферию стержнеобразной детали 1 и подается на врезание.
Фиг.7 показывает сверху состояние шлифования периферией шлифовального круга во втором положении зажима, причем зажимные кулачки 8a, 8b зажимают и одновременно вращают стержневидную обрабатываемую деталь 1. Общая ось вращения и привода в движение 16 образует ось С технологического процесса шлифования. Второй шлифовальный круг 15 перекрывает своей осевой шириной В длину L стержневидной обрабатываемой детали 1.
Производится шлифование периферией круга по принципу С-Х-интерполяции, причем каждому положению вращения стержневидной обрабатываемой детали 1 соответствует определенное расстояние между осью С и осью вращения 15а второго шлифовального круга по направлению оси X. Этот технологический процесс специалисту знаком по принципу известного управляемого с помощью ЧПУ некруглого шлифования и здесь не нуждается в более подробном объяснении. Очевидно, по этому принципу могут быть выполнены поперечные сечения, представленные на фиг.1 и подобные им. Взаимное перемещение обрабатываемой детали 1 и второго шлифовального круга 15 осуществляется при этом посредством сдвигания шлифовальной шпиндельной бабки 10 в направлении оси X. Предварительное и окончательное шлифование может производиться единственным вторым шлифовальным кругом 15.
Представленные на фиг.2 различные продольные контуры удается осуществить тем, что контур периферии 15a второго шлифовального круга 15 соответственно профилирован, сопоставьте фиг.2d. В частности, удается также подшлифовывать фаски 2a или скругления 2b на стержневидной детали 1 за один проход контура и в том же самом положении зажимания, одновременно со шлифованием продольных сторон 3. Контур периферии 15a второго шлифовального круга 15 для этого должен быть соответственно сформован, сопоставьте фиг.2b. Очевидно, фиксирующее устройство 6 в ходе соответствующего изобретению проведения способа выполняет изменяющиеся задачи. Сначала оно служит в качестве транспортирующего устройства, доставляет стержневидные обрабатываемые детали 1 до пределов зоны воздействия первыми шлифовальными кругами 14a, 14b в двойном шлифовальном круге 14. Там оно служит одновременно в качестве зажимающего устройства, которое обеспечивает первое положение зажима стержневидной обрабатываемой детали 1 при шлифовании торцевых сторон. После этого зажимной узел 6 служит снова в качестве доставляющего средства, которое переводит стержневидную обрабатываемую деталь 1 в зону обоих зажимных кулачков 8a, 8b, соответствующую позиции 4 на фиг.4. Зажимание во втором положении зажима для осуществления шлифования периферией круга затем берется на себя зажимными кулачками 8a, 8b. Фиксирующее устройство 6 транспортирует окончательно отшлифованную обрабатываемую деталь далее, к позиции выгрузки, откуда она может быть извлечена устройством выгрузки (не показано). Место зажима, ставшее свободным, может быть укомплектовано затем новой заготовкой обрабатываемой детали, что производится предпочтительно посредством загружающего устройства, расположенного вблизи одной характерной позиции загрузки 43.
На фиг.8 и 9 представлена следующая форма осуществления изобретения, при которой отдельные места зажима 40 фиксирующего устройства 6 снабжены люнетами 50 в качестве устройств для поддержки обрабатываемой детали 1 во время обработки наружного контура посредством второго шлифовального круга 15. Для этого на тактовом диске 6b фиксирующего устройства 6 предусмотрен соответственно один, имеющий возможность сдвигаться в радиальном направлении конструктивный элемент, который при перемещенных друг от друга поверхностях захвата загрузочных захватов 24 может доставляться в прилегание к обрабатываемой детали 1, удержанной и приведенной во вращение зажимными кулачками 8a, 8b. Этот конструктивный элемент имеет на передней стороне, повернутой к обрабатываемой детали, приспособленную к габаритам обрабатываемой детали 1 выборку 51, по существу, полукруглой формы, как показано на виде сбоку на фиг.8. Благодаря назначению размеров выборки 51 и форме внутреннего контура удается достичь, что обрабатываемая деталь 1 при вращении вокруг своей продольной оси в направлении С надежно поддержана, по меньшей мере, в срединной области всегда в, по меньшей мере, одной точке своего наружного контура. Таким образом, предотвращается прогибание обрабатываемой детали 1 под влиянием усилия давления при шлифовании, так что может быть достигнута особенно высокая точность шлифования и большой объем обработки резанием.
На фиг.9 представлен вид верху на устройство по фиг.8, показывающий поперечное сечение через конструктивный элемент, служащий в качестве люнета 50. На этом изображении можно различить, что внутренний контур конструктивного элемента может быть выполнен бочкообразным, так что может осуществляться, по существу, только один точечный или линейный контакт люнета с обрабатываемой деталью 1 в ее срединной области. Таким образом получается минимальное нанесение ущерба вращению обрабатываемой детали 1 и снижение риска образования борозд или прочих повреждений на обрабатываемой детали. Позиции на фиг.8 и 9 имеют то же самое значение, как и на остальных чертежах.
Соответствующие изобретению люнеты доставляются в прилегание к обрабатываемой детали 1 приводными устройствами (не показаны), управляемыми гидравлически, пневматически или посредством электрических исполнительных устройств, или удаляются ими, как подробно объяснено по части пунктов 8 и 9 формулы изобретения. Необходимые перемещения люнетов 50 получаются из потребностей соответственно примененного способа.
Описанное здесь шлифование периферией круга предоставляет особенное преимущество, если стержневидная обрабатываемая деталь 1 имеет в поперечном направлении слоистую структуру, как это ценно для некоторых случаев применения. В обрабатываемой детали 1, следовательно, могут быть предусмотрены чередующиеся, прочно соединенные слои из различных технологических материалов. В противоположность плоскому продольному шлифованию при шлифовании периферией круга технологические материалы отдельных слоев в области боковых поверхностей не намазываются друг на друга.
Фиг.10 показывает первую фазу соответствующего изобретению проведения способа, при которой осуществляется двойное плоское шлифование торцевых сторон обрабатываемой детали 1, 1' посредством перемещения фиксирующего устройства 6. Этот вариант способа соответствует второй альтернативе в пункте 2 формулы изобретения, признаки с2). С этой формой осуществления способа возможно, по существу, одновременно обрабатывать две обрабатываемые детали 1 и 1. Для этого выполненное как тактовый диск 6b фиксирующее устройство 6 для обрабатываемых деталей 1, 1' управляется по команде и эксплуатируется таким образом, что вращается как в направлении вперед, то есть направлении А на фиг.4, так и временами в обратном направлении. На фиг.10 показано состояние продвижения способа, при котором первая обрабатываемая деталь 1 находится во второй позиции обработки 42 и там, удержанная зажимными кулачками 8a, 8b (не показаны), см. фиг.7, шлифуется по периферии вторым шлифовальным кругом 15. Зажимные кулачки 24a, удерживавшие обрабатываемую деталь для транспортировки и двойного плоского шлифования торцевых поверхностей, при этом перемещены широко друг от друга. Следовательно, более не существует никакого контакта с тактовым диском 6b, так как названные ранее зажимные кулачки 8a, 8b, зажимающие первую обрабатываемую деталь 1 в продольном направлении во второй позиции обработки 42 и приводящие во вращение согласно стрелке С, расположены независимо от тактового диска 6b. Раскрытые зажимные кулачки 24a и при поворачивании в ограниченной угловой области несущего их тактового диска 6b не входят в конфликт со вторым шлифовальным кругом 15. Таким образом тактовый диск 6b является свободно подвижным, в то время как первая обрабатываемая деталь 1 шлифуется по периферии шлифовальным кругом 15. Другая обрабатываемая деталь 1' неподвижно зажата на тактовом диске 6b посредством соотносящихся с ней зажимных кулачков 24b и находится недалеко от взаимодействия с первым шлифовальным кругом 14, посредством которого должны быть плоско отшлифованы обе торцевые стороны 2. Это происходит таким образом, что тактовый диск 6b поворачивается вперед, пока не достигнуто показанное на фиг.11 состояние, при котором окончательно отшлифована следующая обрабатываемая деталь 1' по торцевым сторонам. После этого тактовый диск 6b поворачивается обратно настолько, что окончательно отшлифованная во второй позиции обработки 42 первая обрабатываемая деталь снова может быть захвачена зажимными кулачками 24a. Это соответствует, по существу, состоянию, представленному на фиг.10. После захвата другие зажимные кулачки во второй позиции обработки 42 отделяются и теперь полностью отшлифованная обрабатываемая деталь 1 может быть доставлена от тактового диска 6b к позиции выгрузки 43 (не показана), см. фиг.4, что происходит посредством поворота тактового диска 6b в направлении вперед - А.
Другая обрабатываемая деталь 1' при этом перемещается из первой позиции обработки 41 во вторую позицию обработки 42, где она, в свою очередь, подается на заключительную обработку посредством некруглого шлифования поверхностей периферии. Одновременно другая обрабатываемая деталь 1 соответственно 1' движется вперед из позиции загрузки 43 (не показана) в первую позицию обработки 41, где она уже располагается для обработки обеих торцевых поверхностей 2 посредством двойного шлифовального круга 14. Этот технологический прием осуществляется последовательно для всех обрабатываемых деталей, проходящих обработку.
Другая обрабатываемая деталь 1' при описанном способе принудительно несколько раз проходит зону обработки первым шлифовальным кругом 14. Первый раз относительно медленно в направлении вперед А для двойного плоского шлифования обеих торцевых поверхностей 2, а вслед за этим один раз обратно для того, чтобы доставить тактовый диск 6b в позицию принятия окончательно отшлифованной первой обрабатываемой детали 1, а затем опять вперед для того, чтобы перевести окончательно отшлифованную на торцевых поверхностях 2 другую обрабатываемую деталь 1' во вторую позицию обработки 42. На обеих, названными последними фазах перемещения, которые могут производиться как чисто транспортные этапы, первый шлифовальный круг 14 не имеет, по существу, больше никакого шлифовального воздействия на обрабатываемую деталь 1', так как она просто уже окончательно отшлифована. Альтернативно шлифовальная шпиндельная бабка 10 за короткое время обратного поворачивания и нового поворачивания вперед тактового диска 6b и в направлении Х (см. фиг.4) может быть настолько удалена от позиции шлифования, что шлифовальные круги прибывают быть расположенными вне траектории движения обрабатываемых деталей. Таким образом исключается любое отрицательное влияние обрабатываемой детали 1 во время транспортировки.
Вследствие того, что при обоих вариантах способа оба шлифовальных круга 14 и 15 одновременно обрабатывают каждый по одной обрабатываемой детали 1, 1', по отношению к описанному вначале уровню техники, а также по отношению к поясненному выше с помощью фиг.5А и 5В проведению способа, при котором только шлифовальные круги подаются на врезание на обрабатываемую деталь, получается значительный выигрыш по времени. Этот выигрыш по времени заключается, в частности, в том, что ни один из шлифовальных кругов 14 и 15 не имеет времен простоя, обусловленных ожиданием окончательного шлифования посредством соответственно другого шлифовального круга. Оба шлифовальных круга практически - до относительно кратких промежутков времени транспортировки и переустанавливания обрабатываемых деталей - постоянно в применении.
Понимается, что боковое и вертикальное разнесение осей шлифовальных шпинделей 14c соответственно 15a в тандемном расположении на соотносящейся шлифовальной шпиндельной бабке 10 при таком проведении способа может быть приспособлено к особенным требованиям. Так, обе оси 14с и 15a в этом случае могут сдвигаться ближе, чем при других вариантах проведения способа по фиг.5А и 5В, при которых только ими для шлифования подаются на врезание шлифовальные шпиндели, в то время как транспортирующее устройство 6 для обрабатываемых деталей 1, здесь - тактовый диск 6b, не перемещается в смысле подачи на врезание. Разнесение осей следует выбирать так, что при передаче обрабатываемой детали 1 в зажимные кулачки второй позиции зажима следующая обрабатываемая деталь 1' в первой позиции зажима еще не попадает в контакт с первым шлифовальным кругом 14, как это можно видеть на фиг.10.
Перечень позиций
1, 1' Стержневидная обрабатываемая деталь
2 Торцевая сторона
2a Торцевая фаска
2b Скругление со стороны торца
3 Продольная сторона
3a Боковая кромка
4 Станина
5 Направляющая
6 Фиксирующее устройство
6a Несущая деталь
6b Тактовый диск
7a, b Шпиндельная бабка обрабатываемой детали
8a, b Зажимные кулачки
9a, b Фрикционная накладка
10 Шлифовальная шпиндельная бабка
11 Вертикальная ось
12 Первый шлифовальный шпиндель
13 Второй шлифовальный шпиндель
14 Двойной шлифовальный круг/первый шлифовальный круг
14a, b Первые шлифовальные круги
14c Ось вращения первых шлифовальных кругов
15 Второй шлифовальный круг
15a Ось вращения второго шлифовального круга
15b Контур периферии второго шлифовального круга
16 Приводы и направляющие
17 Дистанционная шайба
18a, b Основа
19a, b Широкая сторона
20a, b Углубление
21a, b Наружная кольцеобразная зона
22a, b Внутренняя кольцеобразная зона
23 Несущая деталь зажимного узла
24 Загрузочный захват
24a Зажимные кулачки
30 Общая ось вращения и привода
31 Припуск на шлифование
40 Позиции зажима
41 Первая позиция обработки
42 Вторая позиция обработки
43 Позиция загрузки и выгрузки
50 Люнет
51 Выборка
A Направление вращения тактового диска
B Осевая ширина второго шлифовального круга
C Ось вращения стержневидной обрабатываемой детали при шлифовании периферией круга
D Расстояние друг от друга первых шлифовальных кругов
L Длина стержневидной обрабатываемой детали
Х Осевое направление движения подачи на врезание, перпендикулярное продольной оси стержневидной обрабатываемой детали
α Угол между соседними позициями зажима
Изобретение относится к области абразивной обработки и может быть использовано для полной обработки коротких и/или стержневидных обрабатываемых деталей путем шлифования двух параллельных торцевых поверхностей и наружного контура боковых поверхностей с короткими тактовыми временами. Шлифовальный станок имеет два шлифовальных шпинделя с параллельными осями вращения, расположенных в тандемной компоновке на одной общей шлифовальной шпиндельной бабке. Упомянутые шлифовальные шпиндели вместе подаются на врезание в направлении X. Во взаимодействии с фиксирующим и транспортирующим устройством две обрабатываемые детали шлифуются, по меньшей мере, участками одинаково по времени. В одной позиции обработки шлифуют две торцевые поверхности одной обрабатываемой детали. Во второй позиции обработки производят заключительное некруглое шлифование наружного контура второй обрабатываемой детали, торцевые поверхности которой окончательно отшлифованы до этого. В результате повышается производительность обработки. 2 н. и 25 з.п. ф-лы, 11 ил.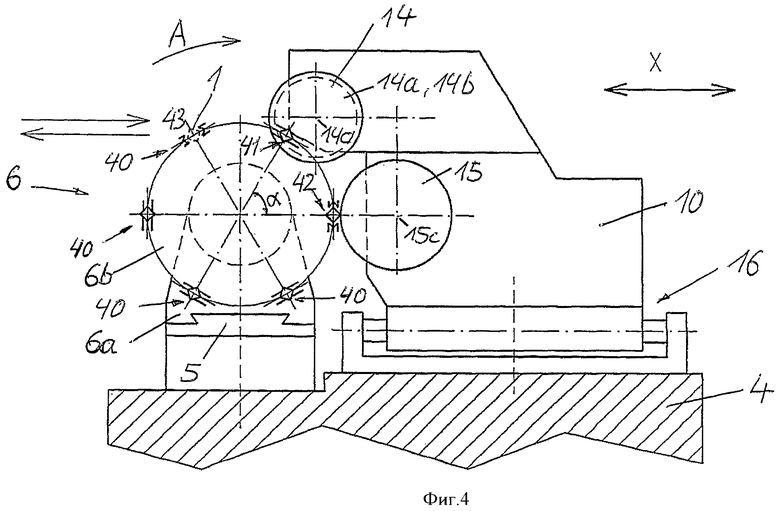
1. Способ шлифования стержневидных обрабатываемых деталей (1), имеющих некруглое, образованное ровными и/или дугообразными линиями поперечное сечение и плоские, проходящие параллельно друг другу торцевые стороны (2), включающий следующие приемы:
a) необработанную стержневидную обрабатываемую деталь передают фиксирующему устройству (6), имеющему несколько позиций зажима (40), и зажимают в первом положении зажима по продольной стороне (3),
b) зажатую стержневидную обрабатываемую деталь (1) посредством фиксирующего устройства (6) доставляют в первую позицию обработки (41),
c) обе торцевые стороны (2) стержневидной обрабатываемой детали (1) в позиции обработки (41) окончательно шлифуют одинаково по времени посредством двойного плоского шлифования,
d) зажатую стержневидную обрабатываемую деталь (1) посредством фиксирующего устройства (6) переводят во вторую позицию обработки (42) между двумя находящимися соосно на расстоянии друг от друга зажимными кулачками (8а, 8b) и зажимают ими во втором положении зажима по уже обработанным торцевым сторонам (2), после чего первое зажатие по продольным сторонам (3) снимают,
e) зажимные кулачки (8а, 8b) синхронно управляемо приводят во вращение и продольные стороны (3) стержневидной обрабатываемой детали (1) окончательно шлифуют посредством управляемого с помощью ЧПУ шлифования периферией круга по принципу С-Х-интерполяции во второй позиции обработки (42), причем общая ось вращения и привода в движение (16, 30) обоих зажимных кулачков (8а, 8b) образует ось С, а ось X проходит перпендикулярно оси С,
f) для прекращения зажима во втором положении зажимные кулачки (8а, 8b) отводят друг от друга, стержневидную обрабатываемую деталь (1) доставляют в позицию выгрузки, а затем передают на разгружающее устройство, отличающийся тем, что
g) шлифуемые обрабатываемые детали (1) удерживают в фиксирующем устройстве (6), имеющем несколько позиций (40) зажима, а по меньшей мере один первый и один второй расположенные друг за другом в тандемной компоновке шлифовальные круги (14, соответственно, 14а, 14b и 15) подводят для шлифования обрабатываемых деталей (1), причем тандемную компоновку выполняют так, что первые и второй шлифовальные круги (14, соответственно, 14а, 14b и 15) расположены с проходящими параллельно друг другу осями (14с, 15а) вращения друг над другом и параллельно друг к другу с боковым смещением, а по меньшей мере один верхний шлифовальный круг (14, 14а, 14b) расположен перед вторым шлифовальным кругом (15) и входит перед ним в шлифовальное зацепление с соответственно поданной обрабатываемой деталью (1),
h) после прекращения зажима во втором зажимном положении фиксирующее устройство (6) снова принимает стержневидную обрабатываемую деталь (1) и доставляет в позицию выгрузки.
2. Способ по п.1, отличающийся тем, что
c1) для двойного плоского шлифования торцевых сторон (2) стержневидную обрабатываемую деталь (1) в первой позиции обработки (41) подают на два вращающихся, соосно находящихся на осевом расстоянии D друг от друга первых шлифовальных круга (14а, 14b) или на отдельный шлифовальный круг (14), имеющий соответствующие обоим первым шлифовальным кругам (14а, 14b) шлифовальные накладки, причем продольное направление стержневидной обрабатываемой детали (1) проходит параллельно общей оси вращения (14с) первых шлифовальных кругов (14а, 14b),
с2) плоское шлифование производят посредством перемещения первых шлифовальных кругов (14а, 14b) в направлении оси X или посредством перемещения фиксирующего устройства (6) с зажатой обрабатываемой деталью (1) относительно первых шлифовальных кругов (14а, 14b),
с3) при соответствующем перемещении обе торцевые стороны (2) стержневидной обрабатываемой детали (1) проходят, шлифуясь друг за другом, по расположенным на повернутых друг к другу широких сторонах (19а, 19b) первых шлифовальных кругов (14а, 14b), соответственно шлифовального круга (14), наружным кольцеобразным зонам с одной шлифовальной накладкой.
3. Способ по п.2, отличающийся тем, что продольные стороны (3) стержневидной обрабатываемой детали (1) в ее второй позиции обработки (42) шлифуют посредством вращающегося второго шлифовального круга (15), ось вращения (15а) которого проходит параллельно общей оси вращения и привода в движение (16) обоих зажимных кулачков (8а, 8b), причем первые и второй шлифовальные круги (14 или 14а, 14b и 15) с проходящими параллельно друг другу осями вращения (14с, 15а) располагают на одной общей шлифовальной шпиндельной бабке (10).
4. Способ по одному из пп.1-3, отличающийся тем, что в один момент времени в первой позиции обработки (41) и во второй позиции обработки (42) имеется по одной обрабатываемой детали (1), причем шлифование обоих обрабатываемых деталей (1) производят одновременно по меньшей мере в течение отрезков времени.
5. Способ по одному из пп.1-3, отличающийся тем, что стержневидную обрабатываемую деталь захватывают по меньшей мере двумя находящимися на фиксирующем устройстве (6) загрузочными захватами (24), которые приспособлены к поперечному сечению стержневидной обрабатываемой детали (1) и наложены противоположно друг другу на продольные стороны (3) стержневидной обрабатываемой детали (1), при этом обрабатываемую деталь (1) зажимают.
6. Способ по п.5, отличающийся тем, что фиксирующее устройство (6) имеет более чем три пары загрузочных захватов (24) и является управляемо подвижным вокруг оси вращения.
7. Способ по п.5, отличающийся тем, что загрузочные захваты (24) служат также для определения припуска на шлифование (31), являющегося важным для шлифования периферией круга во втором положении зажима.
8. Способ по одному из пп.1-3, отличающийся тем, что:
- во второй позиции обработки (42), сначала шлифуют на окончательный размер все боковые кромки (3а) обрабатываемой детали (1),
- после этого к обрабатываемой детали (1) доставляют люнет с, по существу, полукруглой формы выемкой (51) для приема обрабатываемой детали (1),
- с доставленным люнетом производят последующую обработку на окончательный размер боковых поверхностей (3) обрабатываемой детали,
- затем люнет удаляют от обрабатываемой детали.
9. Способ по одному из пп.1-3, отличающийся тем, что:
- во второй позиции обработки (42) сначала шлифуют приблизительно на окончательный размер все боковые кромки (3а) обрабатываемой детали (1),
- после этого к обрабатываемой детали (1) доставляют люнет с, по существу, полукруглой формы выемкой (51) для приема обрабатываемой детали (1),
- с доставленным люнетом (50) производят последующую обработку до приблизительно окончательного размера боковых поверхностей (3) обрабатываемой детали,
- затем люнет (50) удаляют от обрабатываемой детали (1) и
- обрабатываемую деталь (1) шлифуют окончательно.
10. Шлифовальный станок для полной обработки обрабатываемых деталей (1), имеющих некруглое, образованное ровными и/или дугообразными линиями поперечное сечение и плоские, проходящие параллельно друг другу торцевые стороны (2), для осуществления способа по одному из пп.1-9, содержащий
- первый (12) и второй (13) шлифовальные шпиндели, установленные в тандемной компоновке на общей шлифовальной шпиндельной бабке (10),
- фиксирующее устройство (6) с возможностью перемещения, в котором шлифуемые обрабатываемые детали (1) подводят друг за другом для шлифования к расположенным на первом (12) и на втором шлифовальном шпинделе (13) шлифовальным кругам (14, соответственно, 14а, 14b и 15), отличающийся тем, что
- общая шлифовальная шпиндельная бабка установлена с возможностью управляемого перемещения в направлении оси X и воздействия на подачу расположенных на обеих шлифовальных шпинделях (12, 13) шлифовальных кругов (14, соответственно, 14а, 14b и 15) к фиксированным в направлении оси Z или оси С обрабатываемым деталям (1),
- причем оба шлифовальных шпинделя (12, 13) расположены друг над другом и с расположенными неподвижно друг к другу параллельными осями (14с или 15а) шпинделей, а
- тандемная компоновка выполнена так, что шлифовальный круг (14, соответственно, 14а, 14b) первого шлифовального шпинделя (12) входит в шлифовальное зацепление с соответственно поданной обрабатываемой деталью (1) перед кругом (15) второго шлифовального шпинделя (13).
11. Шлифовальный станок по п.10, отличающийся тем, что фиксирующее устройство (6) выполнено в виде тактового диска (6b), у которого обрабатываемые детали (1) удержаны на периферийной области удаленными друг от друга и подаются на шлифовальные круги (14 или 14а, 14b и 15) посредством вращения тактового диска (6b).
12. Шлифовальный станок по п.11, отличающийся тем, что первый шлифовальный круг (14 или 14а, 14b) выполнен с возможностью шлифования на обрабатываемой детали (1), зажатой в тактовом диске (6b), соответствующих торцевых сторон (2), в частности обеих торцевых сторон (2), за один шаг шлифования, а посредством второго шлифовального круга (15) на зажатой в тактовом диске (6b) обрабатываемой детали (1), идущей впереди и удержанной с возможностью поворота, может шлифоваться наружный контур в виде некруглого шлифования.
13. Шлифовальный станок по п.10 или 11, отличающийся тем, что шлифовальные круги (14 или 14а, 14b или 15) расположены на расстоянии друг от друга, причем первый шлифовальный круг (14, соответственно, 14а, 14b) завершает свою шлифовальную операцию прежде, чем второй шлифовальный круг (15) начинает свою шлифовальную операцию.
14. Шлифовальный станок по п.10 или 11, отличающийся тем, что шлифовальные круги (14 или 14а, 14b и 15) расположены на расстоянии друг от друга, причем по меньшей мере во время одного промежутка времени как первый, так и второй шлифовальный круг (14 или 14а, 14b и 15) выполняют шлифовальные операции параллельно по времени.
15. Шлифовальный станок по п.10 или 11, отличающийся тем, что относительное положение осей шпинделей (14с, 15а) шлифовальных кругов (14 соответственно 14а, 14b и 15) может выставляться между собой.
16. Шлифовальный станок по п.10 или 11, отличающийся тем, что второй шлифовальный круг (15) имеет ширину В, по меньшей мере такую же, как длина L обрабатываемой детали (1).
17. Шлифовальный станок по п.10 или 11, отличающийся тем, что первый шлифовальный круг (14) выполнен в поперечном сечении в форме вилки для одновременного шлифования обеих торцевых сторон (2) обрабатываемой детали (1).
18. Шлифовальный станок по п.10, отличающийся тем, что фиксирующее устройство содержит несколько позиций зажима (40), и каждая из них имеет один подаваемый к ней люнет (50), выполненный с возможностью доставки его во время шлифования вторым шлифовальным кругом (15) к обрабатываемой детали (1) для ее поддержки.
19. Шлифовальный станок по п.18, отличающийся тем, что люнет (51) имеет выборку (51) полукруглой формы в поперечном сечении в виде зоны поддержки для прилегания к шлифуемой обрабатываемой детали (1).
20. Шлифовальный станок по п.18 или 19, отличающийся тем, что люнет (50) выполнен с возможностью доставки к обрабатываемой детали (1) или удаления от нее посредством электрического, гидравлического или пневматического приводов.
21. Шлифовальный станок по п.10, отличающийся тем, что
а) на станине (4) выполнена направляющая (5), на которой расположены с возможностью сдвига по отдельности или вместе и с возможностью стопорения две шпиндельные бабки (7а, 7b) обрабатываемой детали,
b) в шпиндельных бабках (7а, 7b) обрабатываемой детали предусмотрены зажимные кулачки (8а, 8b), зажимающие поверхности которых повернуты друг к другу,
c) каждая шпиндельная бабка (7а, 7b) обрабатываемой детали содержит электромоторный привод вращения для находящегося на ней зажимного кулачка (8а, 8b), причем ось вращения и ось привода (16) для обоих зажимных кулачков (8а, 8b) геометрически идентична и образует ось С технологического процесса шлифования,
d) предусмотрено управляющее устройство с возможностью привода в синхронное однофазное вращательное движение обоих зажимных кулачков (8а, 8b) и с возможностью посредством совместного перемещения зажимных кулачков (8а, 8b) относительно торцевых сторон (2) стержневидной детали (1) зажима ее между ними,
e) шлифовальная шпиндельная бабка (10) расположена на станине (4) с возможностью управляемого сдвига, причем направление сдвига определяет ось X технологического процесса шлифования,
f) первый (12) и второй шлифовальный шпиндель (13) расположены на шлифовальной шпиндельной бабке (10) относительно вертикальной плоскости поперечно смещенными параллельно друг другу, причем первый шлифовальный шпиндель (12) расположен выше и ближе к направляющей (5), чем второй шлифовальный шпиндель (13),
g) на первом шлифовальном шпинделе (12) установлены на опорах с общей осью вращения (14с) два первых шлифовальных круга (14а, 14b) или первый шлифовальный круг (14), снабженный шлифовальной накладкой, соответствующей обоим шлифовальным кругам (14а, 14b), причем расстояние D обоих шлифовальных накладок друг от друга соответствует длине L стержневидной обрабатываемой детали (1),
h) осевая ширина В второго шлифовального круга (15), расположенного на втором шлифовальном шпинделе (13), перекрывает длину L стержневидной обрабатываемой детали (1),
i) фиксирующее устройство (6) расположено между шпиндельными бабками (7а, 7b) обрабатываемой детали, выполнено с возможностью поворота вокруг оси вращения, параллельной оси Z, и имеет по меньшей мере три пары позиций зажима (60) с центрирующим загрузочным захватом (24),
j) фиксирующее устройство (6) выполнено с возможностью зажима стержневидной детали (1) по ее продольным сторонам (3) и доставки ее с продольным направлением, проходящим параллельно оси С, из позиции загрузки в первую позицию обработки (41) для плоского шлифования ее свободно расположенных торцевых сторон (2) посредством повернутых друг к другу широких сторон первых шлифовальных кругов (14а, 14b), а оттуда к позиции передачи и второй позиции обработки (42) в области зажимных кулачков (8а, 8b), которыми она принимается, зажимаясь,
k) управляющее устройство выполнено с возможностью осуществления управляемого с помощью ЧПУ шлифования периферией круга по принципу С-Х-интерполяции при втором шлифовальном круге (15), находящемся в положении шлифования, ось вращения (15а) которого проходит параллельно оси С.
22. Шлифовальный станок по п.21, отличающийся тем, что контур периферии (15b) второго шлифовального круга (15), перекрывающего длину L стержневидной обрабатываемой детали (1), конструктивно оформлен отклоняющимся от цилиндрической формы и соответствует продольному контуру окончательно отшлифованной стержневидной обрабатываемой детали (1).
23. Шлифовальный станок по п.22, отличающийся тем, что контур периферии (15b) второго шлифовального круга (15) также сформован соответствующим форме фаски (2а) со стороны торца или скругления (2b) со стороны торца, которые должны быть отшлифованы на стержневидной обрабатываемой детали (1).
24. Шлифовальный станок по одному из пп.21-23, отличающийся тем, что зажимные кулачки (8а, 8b) снабжены фрикционной накладкой (9а, 9b) для прикладывания к торцевым сторонам (2) стержневидной обрабатываемой детали (1).
25. Шлифовальный станок по одному из пп.21-23, отличающийся тем, что повернутые друг к другу широкие стороны первых шлифовальных кругов (14а, 14b), соответственно, шлифовального круга (14), снабженного соответствующей шлифовальной накладкой, имеют на своей периферийной области каждая по одной наружной кольцеобразной зоне (21а, 21b) с накладкой для черновой обработки и по одной внутренней кольцеобразной зоне (22а, 22b) с накладкой для чистовой обработки, причем осевое расстояние друг от друга обеих наружных кольцеобразных зон (21а, 21b) увеличивается наружу.
26. Шлифовальный станок по одному из пп.21-23, отличающийся тем, что на фиксирующем устройстве (6) имеются по меньшей мере три загрузочных захвата (24) с двумя зажимными кулачками (24а) на каждом, причем поверхности захвата зажимных кулачков (24а) приспособлены к поперечному сечению стержневидной обрабатываемой детали (1).
27. Шлифовальный станок по одному из пп.11 или 21-23, отличающийся тем, что фиксирующее устройство (6) выполнено с возможностью поворота вокруг оси вращения тактового диска (6b), который выполнен с возможностью обеспечения движения как в прямом направлении (А), так и в обратом направлении с помощью привода.
| DE 102006007055 А1, 16.08.2007 | |||
| Сталь | 1975 |
|
SU522272A1 |
| Полуавтоматический станок для шлифования и полирования деталей | 1950 |
|
SU91705A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |

