Изобретение относится к станку для сверления и/или шлифовки деталей, содержащему, по меньшей мере, две передние бабки.
Известны станки, в которых передняя бабка забирает или, соответственно, возвращает инструменты непосредственно из или в фиксированный или подвижный магазин для инструментов. В таких станках передняя бабка должна подаваться к магазину после завершения обработки детали. В магазине инструменты заменяются, и бабка затем направляется к обрабатываемой детали. Замена инструментов требует значительного времени, что вызывается не только перемещениями передней бабки, но также и потерями времени на замедление и ускорение вращения рабочего шпинделя. Без замены инструментов станок не пригоден для операций по обработке деталей.
В станках, содержащих большое количество рабочих шпинделей, расположенных в форме барабана, отведение одного рабочего шпинделя от детали и подача другого рабочего шпинделя вместе с операциями установки инструментов и ускорением вращения требуют значительного времени. Хотя во время работы одного шпинделя, другой шпиндель может заправляться новыми инструментами, это потребует больших затрат времени. Кроме того, такая оценка упомянутой ситуации делает необходимым использование магазина для инструментов, который подавался бы к барабанной системе шпинделей, находящейся в рабочей позиции.
Станок, составляющий основу преамбулы пункта 1 формулы изобретения, известен из патента Японии JP 59-69242 A (Patent Abstracts of Japan M-317, 15 августа 1984 г., том 8, N 177). В этом станке предусмотрена станина, на которой с возможностью независимого перемещения в вертикальном направлении установлены две передних бабки. Каждая такая бабка имеет расположенный над ней и предназначенный для нее магазин для инструментов, который может двигаться вместе с ней. Подача инструментов из магазина к соответствующей бабке осуществляется поворотным рычагом. Вся станина станка может смещаться в направлении подачи инструмента. Этот станок обладает преимуществом, заключающимся в том, что в то время как одна из бабок контактирует с обрабатываемой деталью, в другой бабке осуществляется смена инструментов. Таким образом, экономится значительное время, поскольку не требуется времени на смену инструментов.
Кроме того, из патента DD 263725 A1 известен станок, который содержит одну переднюю бабку, которая может вертикально перемещаться на станине. Такая бабка может также перемещаться горизонтально в продольном относительно нее направлении для возможности замены инструментов с использованием магазина для инструментов. Магазин расположен перед станиной станка и несет различные инструменты в горизонтально подвижном ползуне так, чтобы каждый инструмент мог перемещаться в позицию его подачи на переднюю бабку. Направляющая дорожка для движения магазина должна быть, по меньшей мере, в два раза длиннее ползуна магазина, несущего инструменты.
Задачей изобретения является создание станка очень простой конструкции, позволяющей очень быстро заменять инструменты.
В соответствии с изобретением, эта задача достигается с помощью элементов конструкции, признаки которой указаны в пункте 1 формулы изобретения.
В станке согласно изобретению две передние бабки установлены на станине с возможностью независимого друг от друга перемещения вдоль вертикальных направляющих. Кроме того, каждая бабка может двигаться горизонтально в ее продольном направлении. В то время как одна из бабок осуществляет с помощью инструмента обработку детали, вторая бабка независимо движется к магазину для инструментов, в котором она оставляет старый инструмент и захватывает новый инструмент. После окончания обработки детали инструментом одной из бабок, последняя будет отводиться, а бабка с новым инструментом будет подаваться к обрабатываемой детали. Таким образом время, требуемое на замену инструмента после окончания этапа обработки детали, может быть ограничено до отрезка времени, который обычно требуется для перехода от одной рабочей позиции обработки к следующей рабочей позиции. Таким образом, почти не требуется дополнительного времени или вообще не требуется времени на замену инструментов. Замена инструментов может осуществляться почти в одну секунду. Обработка деталей осуществляется путем переменной работы обеих передних бабок, где, соответственно, одна бабка непосредственно осуществляет с помошью инструмента обработку детали, в то время как в другой бабке осуществляется замена инструмента, или же она находится в резервной позиции ожидания соответствующей операции.
Предусмотренный общим для обеих бабок магазин для инструментов имеет две позиции смены инструмента, т.е. по одной позиции для каждой бабки. При автоматическом управлении работой магазина отдельные инструменты перемещаются в позицию замены для соответствующей передней бабки, для которой они предназначены. Захват бабками инструмента, находящегося в позиции замены, осуществляется простой подачей бабок вперед сзади магазина. Следовательно, здесь между магазином и указанной бабкой не требуются передаточные устройства. Магазин имеет короткую конструктивную длину и обладает большой вместимостью для инструментов, при этом обе бабки обслуживаются горизонтальной нижней ветвью магазина, движущегося по замкнутой траектории, где позиции замены инструментов располагаются на одинаковой высоте.
Двойное расположение передних бабок станка обеспечивает последовательное разделение между операциями обработки детали (основное операционное время) и замены инструментов (вспомогательное операционное время). Благодаря переменному использованию соответствующей передней бабки, заправленной новым инструментом, и ускоренной до рабочей скорости вращения, практически устраняются непродуктивные отрезки вспомогательного времени. Благодаря указанному эффекту разделения операций, операции по замене инструментов могут быть выполнены так, чтобы в значительной степени были предотвращены связанные с ускорением вращения толчки и сотрясения, особенно в течение разгона и замедления вращения рабочего шпинделя бабки, в течение операций зажима инструмента в магазине и в бабке и в течение осевого движения бабки для замены инструмента. Таким образом, увеличивается срок службы механических и электрических элементов станка.
Передние бабки могут быть сконструированы для различных условий работы, требующих различной мощности, при этом соответствующая существующая задача решается с помощью той бабки, которая пригодна для осуществления требуемой обработки. Таким образом, например, одна бабка может быть выполнена с размерами, позволяющими использовать ее для силовой обработки посредством крупных шлифовальных инструментов, в то время как размеры другой бабки выбраны для возможности ее использования для высокоскоростных сверлильных инструментов.
Дальнейшее преимущество изобретения состоит в том, что работоспособность станка сохраняется даже в случае выхода из строя одной бабки, хотя в этом случае потребуется больше времени на замену инструментов. Кроме того, при определенных условиях изобретение делает возможным одновременную и параллельную обработку двух деталей.
Предпочтительно, станина станка выполнена в форме портальной станины, содержащей две вертикальные опоры и перекладину между ними. В такой конструкции направляющие дорожки для бабок расположены на взаимно противоположных внутренних сторонах указанных опор. С другой стороны, может быть использована станина, состоящая из одной опоры, с расположением направляющих дорожек для шпиндельных головок по обеим ее противоположным наружным сторонам. Магазин расположен на передней стороне станины в выдвинутом положении.
Магазин, предпочтительно, расположен на верхнем конце станины, хотя он также может быть расположен на ее нижнем конце, например, в части основания станка. В случае расположения магазина на верхнем конце станины могут из-за большой высоты возникнуть трудности для оператора, заправляющего магазин инструментами. В соответствии с предпочтительным воплощением изобретения, магазин может быть повернут вокруг оси, расположенной рядом с одним из его концов, с целью опускания его другого конца в позицию, удобную для заправки инструментом.
Станок, предпочтительно содержит держатель детали, который может смещаться в горизонтальном направлении поперек продольной ориентации бабок. Станок этого типа представляет собой автономный обрабатывающий агрегат. Путем интеграции держателя детали в автоматическую станочную линию станок может также использоваться в качестве налаживаемой рабочей позиции в сопряженных системах.
Предпочтительно, управление станком осуществляется целиком запрограммированно, т.е. все операционные перемещения бабок, магазина и держателя детали управляются в соответствии с заданной программой последовательности операций, будучи скоординированы друг с другом, так что все перемещения осуществляются автоматически.
Воплощение изобретения будет подробнее пояснено ниже с ссылкой на приложенные чертежи.
Фиг. 1 - перспективный вид станка с частичным вырывом.
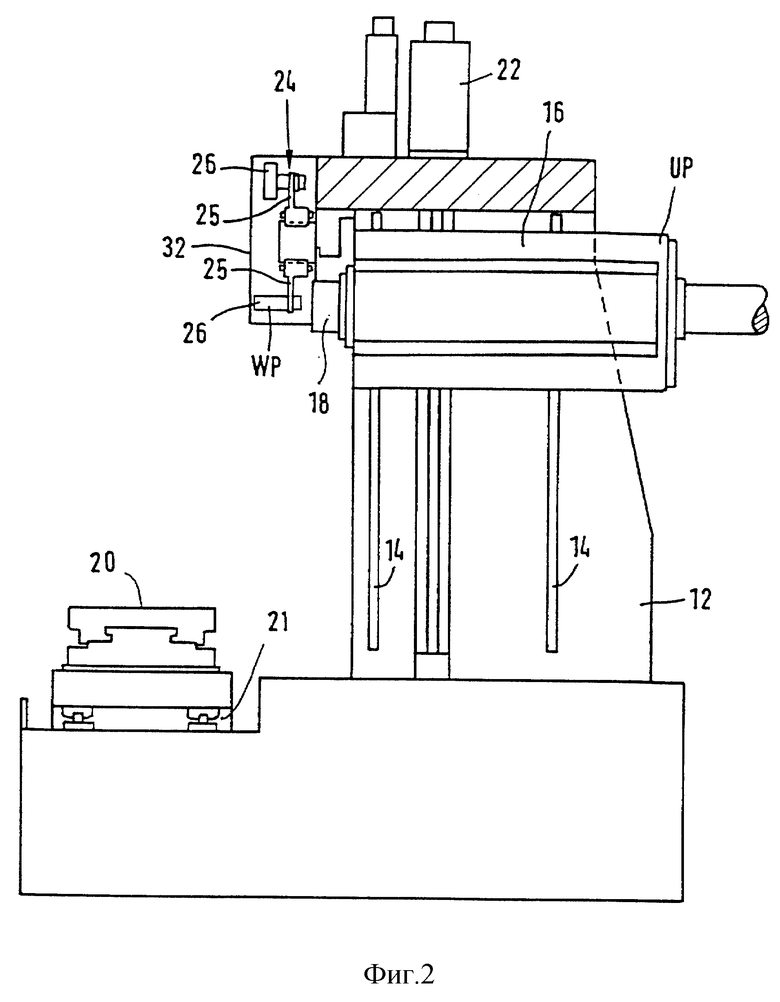
Фиг. 2 - вид станка сбоку, где его верхняя часть и магазин для инструментов показаны в разрезе, и
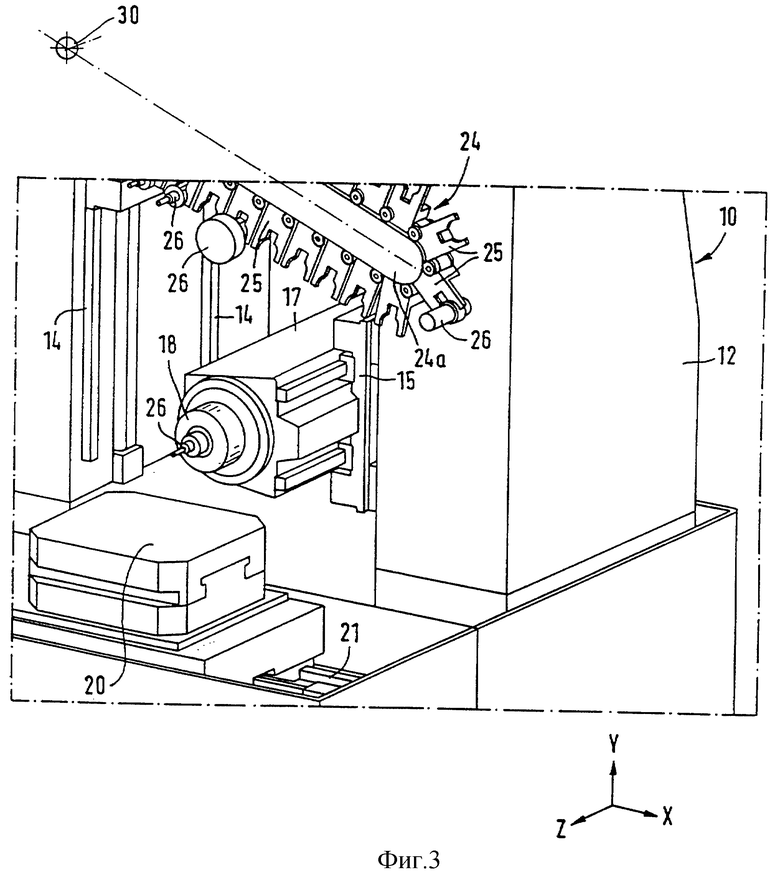
Фиг. 3 - фрагмент вида, по фиг. 1, с магазином для инструментов, повернутым вниз в позицию заправки.
В соответствии с фиг. 1, станок содержит станину 10, стоящую на основании 11. Станина 10 выполнена в форме портальной станины, содержащей две расположенные на расстоянии друг от друга вертикальные опоры 12, верхние концы которых соединены перекладиной 13.
На противоположных внутренних сторонах опор 12 расположены вертикальные направляющие 14 - каждая для, соответственно, одного вертикально подвижного ползуна 15. Каждый ползун 15 содержит горизонтальную направляющую для горизонтального, продольного движения бабки 16 или 17, соответственно. В бабке 16 или 17 расположен приводной узел для рабочего шпинделя 18, который выступает из переднего конца бабки и содержит участок для закрепления инструмента.
Перед станиной 10 на основании 11 расположен держатель 20 детали, который может перемещаться вдоль горизонтальных направляющих 21 поперек продольно сориентированных бабок 16 и 17. Указанное направление движения держателя 20 детали обозначено на схеме (внизу фиг. 1) направлением X, вертикальное направление движения ползунов 15 с бабками 16 и 17 - направлением Y и продольное направление движения бабок 16, 17 в ползунах - направлением Z.
В иллюстрируемом воплощении держатель 20 детали может перемещаться исключительно в направлении X. Передние бабки 16, 17 могут перемещаться вместе с ползунами и в ползунах в направлениях Y и Z, соответственно.
Держатель 20 может быть снабжен вращающимся столом, поворотным устройством, плиточным зажимным устройством, плиточным сменным устройством и т. п. Это важно, что держатель 20 может принимать и закреплять деталь в требуемой позиции очень точным определенным способом.
Приводные узлы 22, 23, предназначенные для вертикальных перемещений передних бабок 16, 17, расположены на перекладине 13. Указанные бабки установлены с возможностью индивидуальных независимых перемещений в направлениях Y и Z. Например, в то время как бабка 17 осуществляет с помощью инструмента обработку детали, бабка 16 может перемещаться в позицию захвата для замены инструмента.
Магазин 24 для инструментов расположен в выдвинутом положении (т.е. спереди станины) на станине 10 на фиксированной высоте. Магазин содержит бесконечные конвейерные средства, т.е. цепь, движущуюся по замкнутой траектории в вертикальной плоскости и содержащую прикрепленные к ней узлы 25 для удерживания выступающих наружу инструментов. Магазин 24 имеет вытянутую форму, и те удерживающие инструменты узлы 25, которые выступают из горизонтальной нижней ветви, могут стыковаться с бабками. В указанных узлах 25 предусмотрены захватывающие рычаги, предназначенные для удерживания, соответственно, одного инструмента 26.
Как показано на фиг. 2, бабка 16 может перемещаться вверх в положение UP захвата, находящееся сзади магазина 24 для инструментов. Это положение бабки является крайним верхним положением бабки 16 в направлении Y и одновременно крайним задним положением в направлении Z. В указанном положении захвата инструмента шпиндель 18 расположен сзади инструмента 26 соосно с ним, при этом инструмент 26 находится в позиции WP смены, располагаясь в горизонтальной нижней ветви магазина 24. Когда бабка 16 слегка подается вперед из указанного положения UP в направлении оси Z, она входит в задний конец инструмента 26 приемным участком рабочего шпинделя 18. Одновременно инструмент 26 закрепляется в шпинделе 18. Затем бабка 16 может начать двигаться вниз при одновременном отделении инструмента 26 от магазина 24. Магазин 24 на высоте его нижней ветви имеет две позиции замены - одной для каждой бабки. Для облегчения ручной заправки инструментами расположенного на верхнем конце станины 10 магазина 24 оператором, магазин может поворачиваться вокруг горизонтальной оси 30 поворота, котора схематично, хотя и неточно, показана на фиг. 1, 3. Ось 30 поворота находится вблизи одного конца вытянутого магазина 24. При повороте магазина 24 вокруг оси 30 он примет поворотное положение, показанное на фиг.3, где его конец 24а показан в повернутом вниз положении. Таким образом, инструменты 26, расположенные вблизи указанного опущенного конца 24а магазина, будут легко доступны. Для осуществления поворота магазина 24 предусмотрен цилиндр 31, расположенный на перекладине 13 (фиг.1). Цепь магазина 24 для инструментов приводится в движение управляемым по программе приводным узлом таким образом, чтобы отдельные удерживающие инструменты узлы 25 могли перемещаться соответственно в требуемую позицию.
Магазин 24 покрыт кожухом 32, закрепленным на верхнем конце станины 10, будучи открытым внизу.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1996 |
|
RU2173626C2 |
| СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА СТАНКЕ И СТАНОК ДЛЯ ОБРАБОТКИ ЗАГОТОВОК СО СНЯТИЕМ СТРУЖКИ | 1994 |
|
RU2107603C1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Устройство для центрирования и зажима сменной детали на несущей детали | 1987 |
|
SU1524800A3 |
Изобретение относится к станку для сверления и/или шлифовки деталей. Станок содержит две передние бабки (16, 17), установленные на станине (10) с возможностью независимого по отношению друг к другу перемещения по вертикали и по горизонтали вдоль их продольного направления. В то время, как одна из бабок (17) осуществляет с помощью инструмента обработку детали, закрепленной на держателе (20), другая бабка может перемещаться из положения сзади магазина (24) вперед для приема из него инструмента. В то время как одна бабка продолжает обработку детали, другая бабка с другим инструментом может начать ускоряться до требуемой скорости вращения и подаваться к детали. Таким образом, значительно сокращается время, требуемое для смены инструментов. 3 з.п. ф-лы, 3 ил.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| US 3789473, 05.02.1974 | |||
| ГЕНЕРАТОР ПЕРЕМЕННОГО ТОКА | 0 |
|
SU263725A1 |

