Изобретение относится к станкостроению и может быть использовано при обработке изделий на станках токарной группы- с револьверными голов- .ками.
Целью изобретения является расширение технологических возможностей модуля за счет обеспечения быстрой смены инструментов при сокращении габари гных размеров.
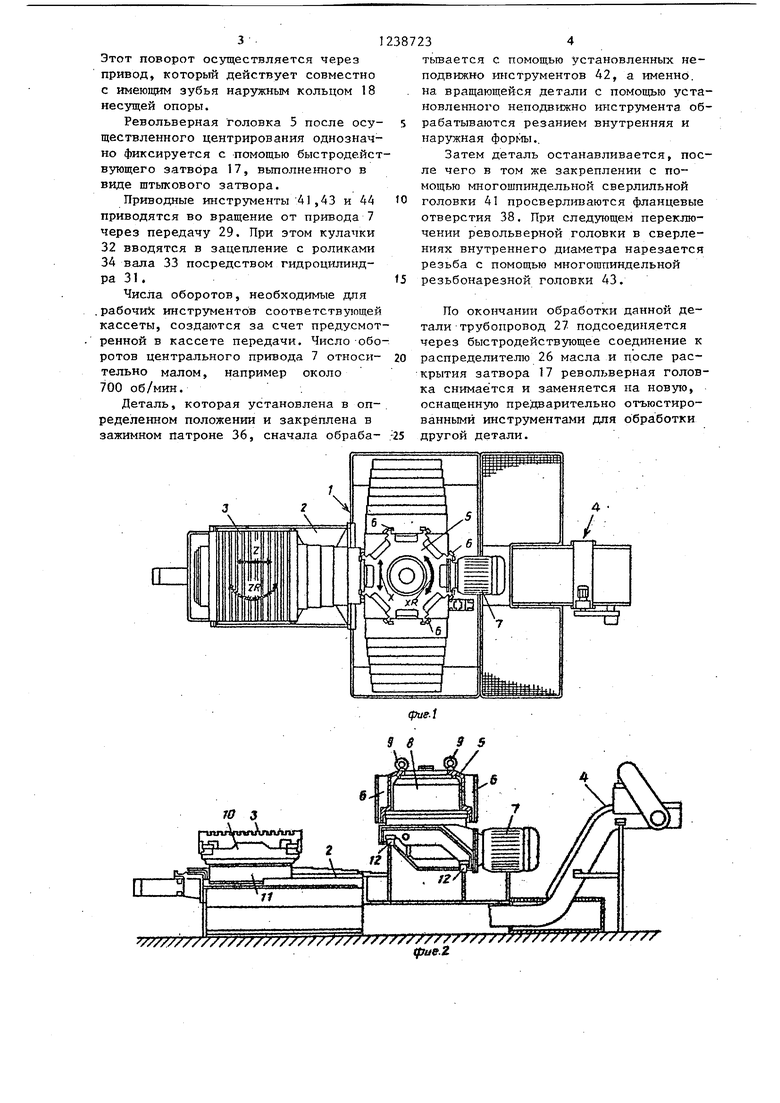
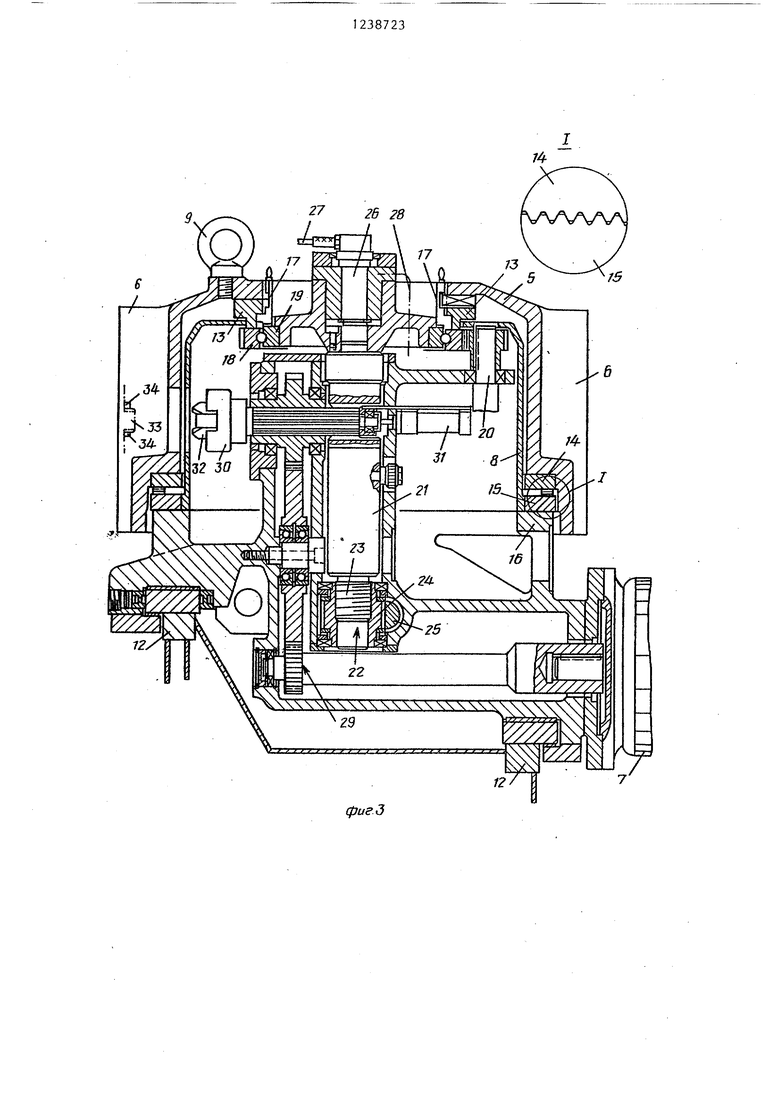
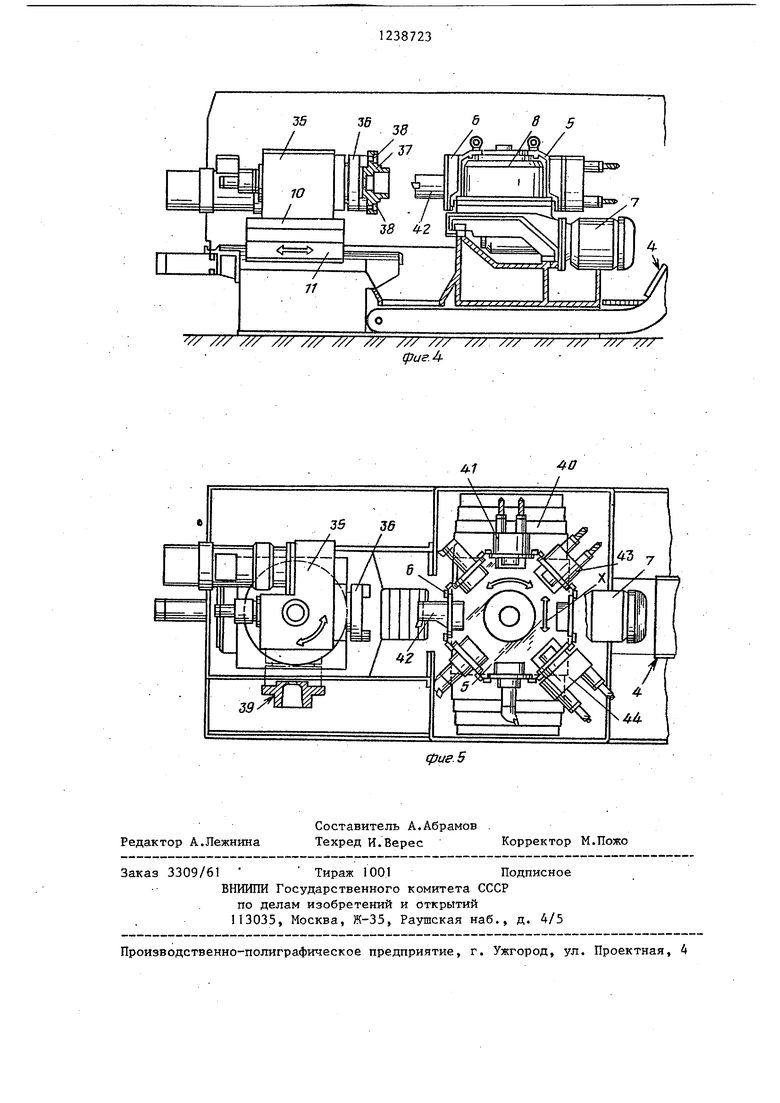
На фиг.1 показан производственный модуль, вид в плане; на фиг.2 - то же, общий вид; на фиг.З - револьверная головка, разрез; на фиг.4 - производственный модуль с загруженной в птиндель деталью; на фиг,5 - то же с заготовкой в позиции загрузки.
Гибкий производственный модуль ро- держит станок 1, установленные на направляющих 2 -поддоны 3 для установки обрабатьшаемой детали и устройство А для транспортирования стружки 4 с резервуаром для охлаждающей жидкости. На станке установлена револьверная головка 5 с направляющими кассет 6 и приводным блоком 7.
Для предварительного центрирования при монтаже и демонтаже предназначена крышка 8. На корпусе головки закреплены транспортировочные серьги 9. Поддон 3 установлен на поворотном столе 10 с салазками П. Револьверная головка установлена на поперечных салазках 12 и снабжена верхним опорным кольцом 13 и кольцом 14 с плоскими зубьями, связанным с кольцом 15, установленным на опорном кольце 16, и быстродействующим затвором I7. Для поворота головки служит кольцо 18 с зубчатым венцом, установленное на опорном кольце 19, и привод 20.
Механизм подъема и зажима головки выполнен в виде центрального держателя 21 с резьбовой частью 22-23, гайки 24 и приводной части 25. Подвод масла к узлам головки осуществлен через маслораспределитель 26 и трубопроводы 27 и 28.
Приводной блок 7 размещен в нижней части головки и через передачу 29 связан с блоком 30 сцепления и с гидроцилиндром 31. Блок 30 сцепления выполнен в виде торцовых кулачков 32, взаимодействующих с приводным валом 33 кассеты 6 через ролики 34
На поворотном столе 10 установлен оснащенный приводом шпиндель 35 с патроном 36, в котором закреплена за5
0
5
готовка 37 с подлежащими обработке отверстиями 38.
Позицией 39 показана позиция загрузки детали в патрон. Салазки 12 головки защищены телескопическими кожухами 40. По периметру головки в зажимных устройствах (кассетах) 6 закреплены приводные и невращающиеся инструменты 41 - 44.
Ги бкий производственный модуль работает следующим образом. 1
Подлежащая обработке деталь в позиции 39 загружается в патрон 36 и поворачивается в рабочую позицию по стрелке ZR и может смещаться вместе со щпинделем 35 в направлении Z.
Револьверная головка 5 на салаз - ках 1,2 может перемещаться в направл,е- нии X и соверщать вращательное движение в направлении XR.
Перед установкой на станок головка 5 оснащается инструментами или кассетами с одновременной юстировкой этих кассет. Юстировка может происходить, например, с помощью плиты камня или специальных юстировочных средств (приборов предварительной регулировки) .
Оснащенная револьверная головка 5 устанавливается с помощью соответствующего подъемного устройства и предварительно центрируется на направляющей крьшгке 8, при этом она приходит в соприкосновение с верхним опорным кольцом 13. Кольцо 13 через несущий шарикоподшипник соединено с перемещаемым в осевом направлении центральным держателем 21, который во время установки револьверной головки находится в верхнем положении.
В своей нижней вьтолненной в форме фартука части револьверная головка снабжена кольцом 14 с плоскими зубьями, которое входит в центрирующее зацепление с закрепленным на опорном кольце 16 кольцом 15.
Зубья делительных колец 14 и 15 обеспечивают точное центрирование и, соответственно,точное деление. Подъ- ем и опускание головки осуществляются через резьбовой привод, установленный на нижнем конце центрального держателя 21. С помощью привода револьверная головка 5 поднимается настоль- 5 ко, что зубья делительных колец 14 и 15 выходят из зацепления, тем самым револьверная головка 5 может поворачиваться точно заданным образом.
0
5
0
5
0
3-.1
Этот поворот осзтцествляется через привод, который действует совместно с имеющим зубья наружным кольцом 18 несущей опоры.
Револьверная головка 5 после осуществленного центрирования однозначно фиксируется с помощью быстродейст взтощего затвора 17, выполненного в виде штыкового затвора.
Приводные инстрзгменты 41 ,43 и 44 приводятся во вращение от привода 7 через передачу 29. При этом кулачки 32 вводятся в зацепление с роликами 34 вала 33 посредством гидроцилиндра 3 1 .
Числа оборотов, необходимые для . рабочи с инструментов соответствующей кассеты, создаются за счет предусмотренной в кассете передачи. Число оборотов центрального привода 7 относительно малом, например около 700 об/мин..
Деталь, которая установлена в определенном положении и закреплена в зажимном патроне 36, сначала обраба387234
тьгоается с помощью установленных неподвижно инструментов 42, а именно. . на вращающейся детали с помощью установленного неподвижно инструмента об- 5 рабатываются резанием внутренняя и нарзпкная .
Затем деталь останавливается, после чего в том же закреплении с помощью многошпиндельной сверлильной О головки 41 просверливаются фланцевые отверстия 38. При следующем переключении револьверной головки в сверлениях внутреннего диаметра нарезается резьба с помощью многогапиндельной 5 резьбонарезной головки 43.
По окончании обработки данной детали трубопровод 27 подсоединяется через быстродействующее соединение к 20 распределителю 26 масла и после раскрытия затвора 17 револьверная головка снимается и заменяется на нову50, оснащенную предварительно отъюстированными инструментами для обработки 5 другой детали.
TTTTTffffir /ff ff / / / f f
tfJue.Z
фигд
/// /// ////// /// /// /// /7/ /// ////// /// /77 ///
дУиеЛ

Редактор А.Лежнина
Составитель А.Абрамов
Техред И.Верес Корректор М.Пожо
Заказ 3309/61 Тираж iOOlПодписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фие.5
| Кузнецов ГО.Л | |||
| Технологическая оснастка к с танкам с программным управлением | |||
| М.: Машиностроение, 1976, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА ФРЕЗЕРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 0 |
|
SU387809A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Револьверная головка | 1974 |
|
SU504609A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
