Изобретение относится к обработке металлов давлением, в частности к холодной штамповке, и может быть использовано в разных отраслях машиностроения при производстве различных профилей и труб.
Известна установка, содержащая на общей станине рулонницу, редуктор с консольно выступающими валами для расположения на одной его стороне роликов для формообразования труб (профилей) из ленты-заготовки, камеры сварки, узлов охлаждения, правки, калибровки трубы (профиля) (Дудко Д.А. и др. Сварка особотонкостенных труб, - М. : Машиностроение, 1977, с. 58, 59, рис.32 - прототип).
Недостатком указанной конструкции являются ограниченные технологические возможности и неуниверсальность установки (ограниченная область ее применения), а именно отсутствие возможности резки широкой полосы на узкие в варианте как длинномерной заготовки (ленты), так и дискретной (полосы любой длины) - для этого требуются специальные многодисковые ножницы с использованием многопарнодисковых ножниц; недостаточно высокий уровень точности трубы (профиля) после формообразования и сварки; ограниченная возможность в области универсальности установки для использования любых листовых отходов производства.
Задачей изобретения является расширение технологических возможностей и универсальности установки.
Задача решается тем, что установка для профилирования и сварки труб, содержащая рулонницу, силовой раздаточной редуктор с консольно выступающими параллельными выходными валами, несущими попарно противостоящие формообразующие ролики, камеру сварки, узлы охлаждения трубы после сварки, последующей правки, калибровки, порезки и складирования, снабжена безопорными съемными замыкающими элементами, выполненными каждый в виде пластины с размещенными в ней двумя подшипниковыми опорами, в которых размещены свободные концы консолей, и установленными каждый на паре валов, несущих противостоящие формообразующие ролики, так что пластина, консоли этих валов и корпус редуктора образуют замкнутую рамку. Кроме того, по крайней мере одна пара валов силового раздаточного редуктора имеет выходной конец на противоположной от роликов стороне корпуса редуктора, а одна из подшипниковых опор пластины выполнена с возможностью регулировки ее расстояния от второй подшипниковой опоры.
Применение установки такой конструкции позволяет:
а) Расширить технологические возможности установки. Это достигается за счет расположения на торцах консолей валов безопорного съемного замыкающего элемента в виде плоской пластины с двумя отверстиями и двумя подшипниками в них, один из которых установлен с возможностью вертикального перемещения его. Указанный элемент образует вместе с корпусом редуктора, а также верхней и нижней консолями валов, замкнутую рамку, при этом жесткость консольно выступающих валов резко увеличивается, а точность полученного сечения трубы (профиля) соответственно существенно возрастает, т.е. достигаются более жесткие поля допусков по диаметру трубы (профиля). Так, например, на трубе диаметром 14 x 0,8 из стали 12Х18Н10Т, полученной на экспериментальной установке, не превышая ±0,05 мм, что превышает требования к прецизионной трубе для ТЭНов по ТУ 14-152-27-93 Московского трубного завода "Филит". Кроме того, расширение технологических возможностей заключается и в том, что увеличение длины консолей позволяет изготавливать профили типа сливов, парниковых открытых профилей, гардинных полок полузакрытого типа, профилей для защиты электрокабелей, прямоугольных и квадратных труб для мебели, широкого спектра других рациональных форм профилей и труб, у которых, однако, один из размеров в несколько раз превышает другой. Таким образом, достигается тот эффект, что при незначительном увеличении металлоемкости за счет безопорных замыкающих элементов и при неизменной мощности электродвигателя и передаточного отношения редуктора становится возможным формовать профили с периметром поперечного сечения, доступным формовке на станах другого класса, более мощных и значительно более металлоемких, чем установка предлагаемой конструкции.
б) Расширить универсальность установки. Это достигается за счет двухстороннего расположения консолей на установке, что позволяет работать на предлагаемой установке как в режиме последовательного цикла: сначала резка широких полос на узкие, затем профилирование и сварка узких полос, так и в режиме одновременного цикла: одновременно с двух сторон установки идет работа, с одной стороны разрезка самых разнообразных листовых отходов на узкие полосы, с другой стороны формовка и сварка трубы (профиля). Такая работа позволяет при больших и малых предприятиях утилизировать любые листовые отходы, повторно возвращая металл в производство, а также сократить номенклатуру применяемого дорогостоящего, энергоемкого и металлоемкого специального оборудования, ускоренно организовать необходимые производства труб (профилей) на предпринимательском уровне, в короткие сроки, под задачи рыночной экономики.
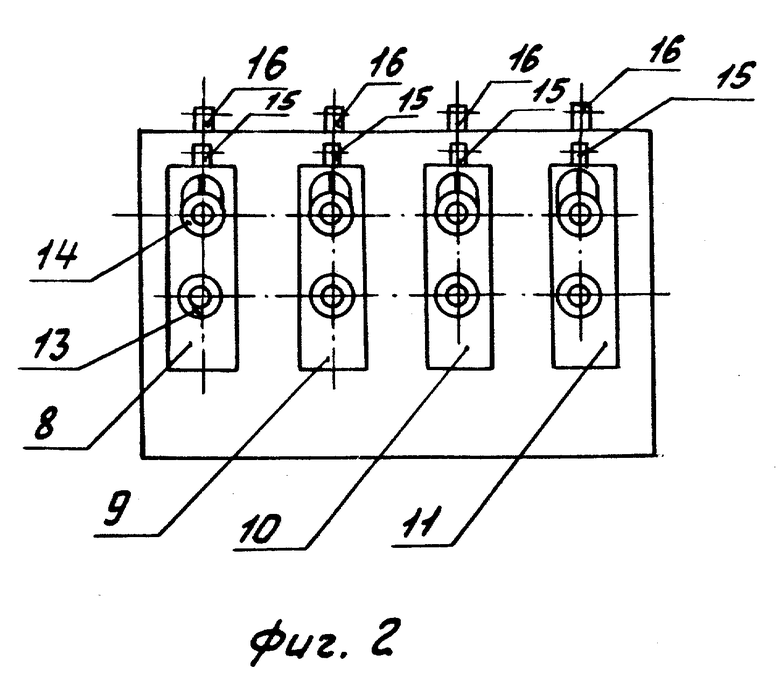
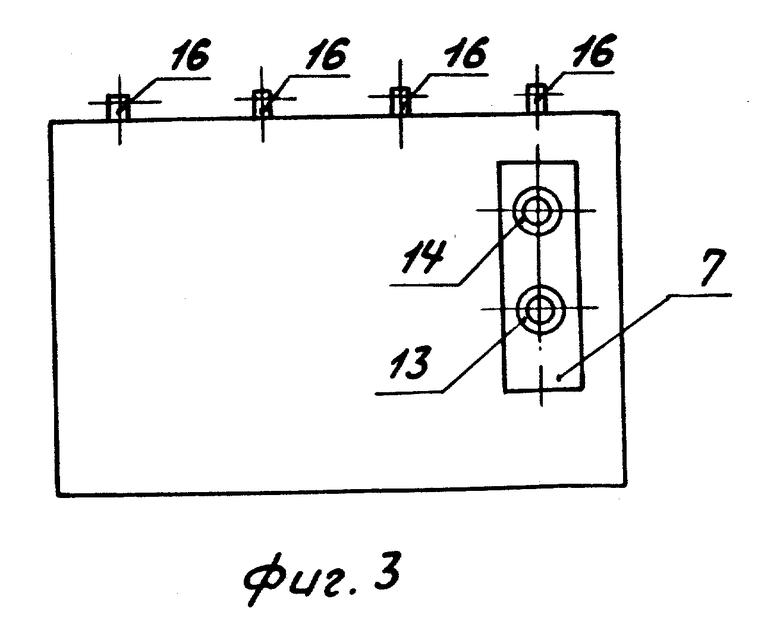
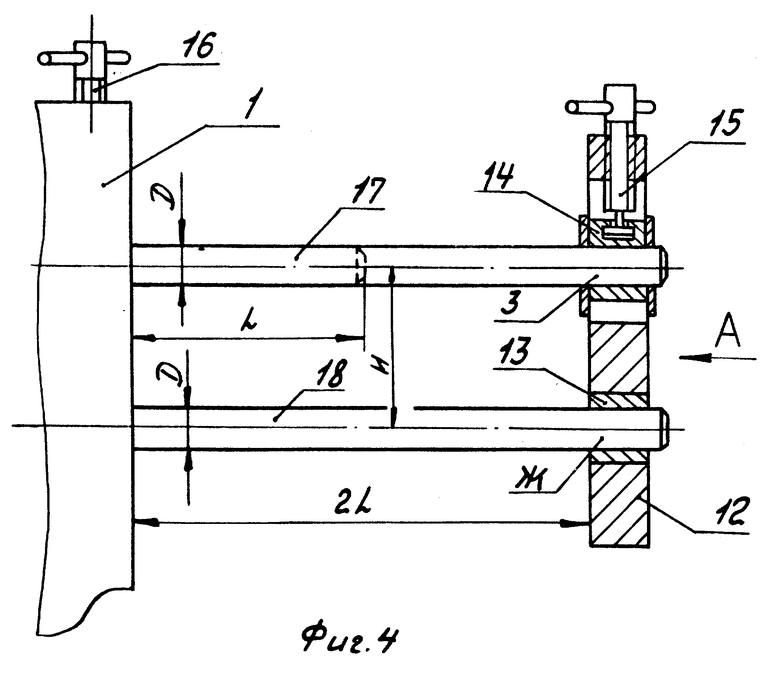
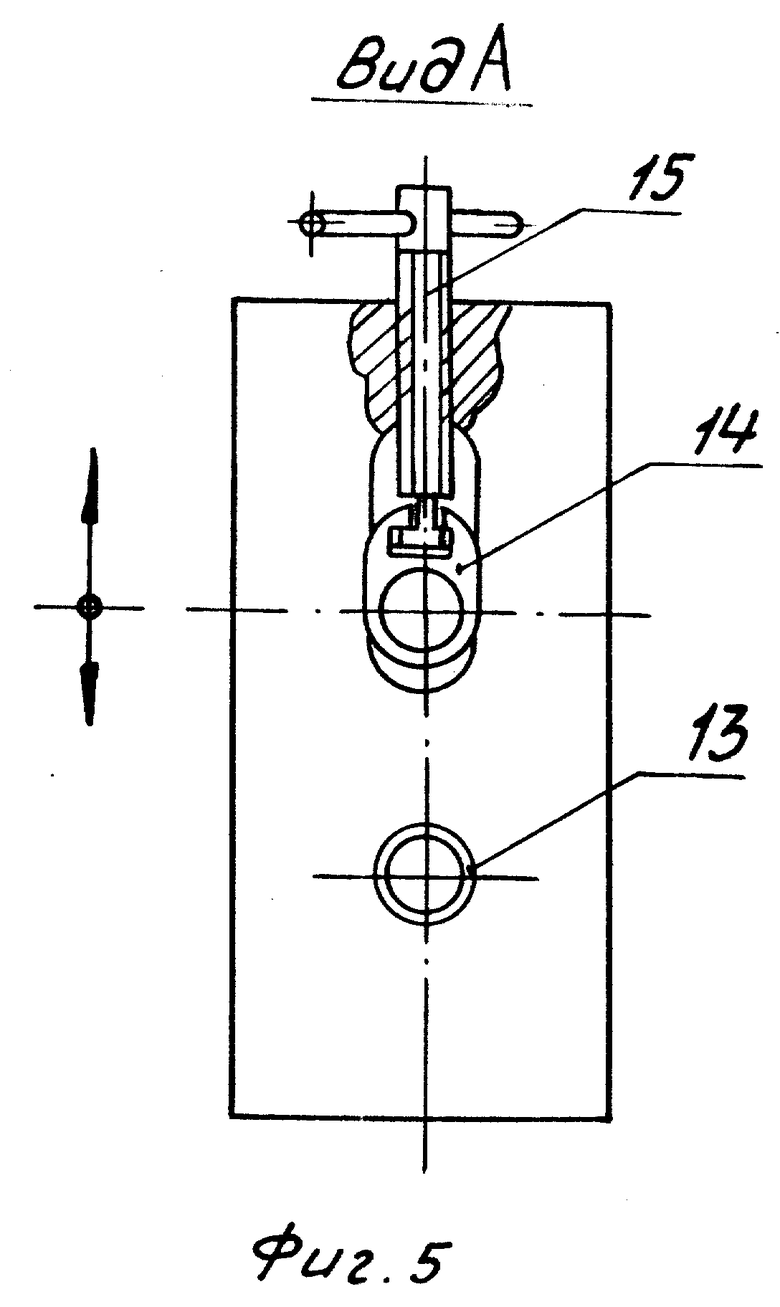
На фиг. 1 показан редуктор с двухсторонним расположением консолей валов (вид сверху) с увеличенной длиной консолей; на фиг.2 - редуктор с безопорным замыкающим элементом на торцах консолей валов его (вид спереди); на фиг.3 - редуктор с безопорным замыкающим элементом на торцах консолей валов для расположения на них ножей (вид сзади); на фиг.4 - расположение безопорного замыкающего элемента на паре вертикальных консолей, а также увеличение длины консолей без изменения их диаметра; на фиг.5 - безопорный замыкающий элемент с вертикальным перемещением одного из подшипников.
Установка для профилирования и сварки труб (профилей) состоит из редуктора 1 с консольно выступающими парами валов 2 - 6 по обе стороны редуктора для расположения на них многодисковых ножей для резки широкой полосы на узкие (пара консолей 2) и формообразующих роликов для последовательного формообразования плоской ленты в трубу (профиль), (пара консолей 3 - 6), (ножи и ролики на консолях на фиг. 1 - 5 условно не показаны). На каждой паре консольно расположенных валов 2 - 6 редуктора 1 размещены съемные безопорные замыкающие элементы 7 - 11, образующие для каждой вертикальной пары консолей силовую замыкающую рамку, при этом съемные безопорные элементы 7 - 11 расположены на торцевой части консолей Б, В, Г, Д и Е (фиг.4). Съемные безопорные элементы 7 - 11 выполнены в виде плоской пластины 12 (фиг.4) с двумя отверстиями Ж и З, с двумя подшипниками 13 и 14 в них, неподвижными (элемент 7), либо с одним из подшипников 14 (фиг.5), установленном с возможностью перемещения вверх - вниз с помощью винтового механизма 15 (элементы 8 - 11) при этом верхние консоли валов вертикальных пар 3 - 6 также установлены на подшипники, имеющие возможность вертикального перемещения вверх - вниз с помощью механизма 16. Длина консолей валов 17 и 18 увеличена, по сравнению с расчетной длиной консоли без изменения (увеличения) диаметров Д консолей 17 и 18. Многодисковые ножи или пары формообразующих роликов насаживаются на консоли валов 2 - 6, затем устанавливаются съемные безопорные замыкающие элементы 7 - 11, осуществляется регулировка с помощью винтовых механизмов 15 и 16 межосевых расстояний И между каждой вертикальной парой консолей для формообразующих роликов, после чего установка считается готовой к работе. После включения привода редуктора 1 каждая пара ножей (роликов) приобретает встречное синхронное вращение, и заготовка, попадая в очаг деформации разрезается на полосы, либо формуется в открытый или закрытый профиль, соответствующий конфигурации рабочих частей роликов (фиг.1 - 4).
Применение предлагаемой конструкции установки для профилирования и сварки труб (профилей) позволяет существенно повысить точностные параметры получаемой трубы (профиля) за счет жесткой силовой рамки, образованной корпусом редуктора, двумя вертикальными консолями валов и замыкающим безопорным элементом, что резко повышает жесткостные параметры установки, расширяя при этом технологические возможности ее за счет повышения точности поперечного сечения профиля (трубы) и увеличения геометрических параметров (трубы) без увеличения мощности редуктора, путем увеличения длины консолей без изменения их диаметра, а также путем применения модульной схемы использования силового редуктора, т.е. многократного его использования, в зависимости от количества переходов формообразования; снижает металлоемкость и энергоемкость установки (диаметры валов не наращиваются), а также за счет обеспечения компактности самой установки (резка и формообразование осуществляется на одном редукторе, не нужно приобретать отдельно оборудование для резки и формовки заготовок); обеспечивается утилизация отходов как непрерывных (длинномерных), так и дискретных (коротких), практически любой длины, организация дополнительных рабочих мест.
Предлагаемая установка широко универсальна, исключительно пригодна как для больших предприятий, так и для малого бизнеса, так как позволяет осуществлять одновременно операции резки широкой полосы на узкие, формовки ленты в трубу (профиль) и сварки (при необходимости), занимая при этом минимальные производственные площади; исключает приобретение дорогостоящего, металлоемкого и энергоемкого оборудования, работающего только на длинномерной заготовке, резка на котором коротких заготовок не предусмотрена.
Установка предлагаемой конструкции позволяет снизить трудоемкость изготовляемого профиля в 4 - 8 раз, по сравнению с изготовлением их по традиционной схеме на известном оборудовании металлургических и машиностроительных предприятий, в том числе импортного оборудования, стоимостью от 600000 до 1.000.000 долларов, и более. (Италия, Япония).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| Многодисковые ножницы | 1991 |
|
SU1795929A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| ВЕРТИКАЛЬНЫЙ ПУЛЬПОВЫЙ НАСОС С РАБОЧИМ КОЛЕСОМ ОТКРЫТОГО ТИПА | 2013 |
|
RU2506462C1 |
Использование: обработка металлов давлением, резка листового материала, листовых отходов на полосы, формообразование и сварка различных труб и профилей. Сущность изобретения: установка для профилирования и сварки труб снабжена редуктором, каждая вертикальная пара консолей валов его выполнена с возможностью расположения на ней безопорного съемного замыкающего элемента в виде пластины с двумя отверстиями и подшипниками в них, длина консолей валов увеличена без изменения диаметров консольно выступающих частей валов редуктора, при этом по крайней мере одна вертикальная пара валов силового редуктора удлинена на противоположную сторону редуктора, образуя консольную пару с противоположной его стороны с возможностью установки на ней многодисковых ножей, а один из подшипников безопорного съемного замыкающего элемента выполнен с возможностью вертикального перемещения его. 2 з.п. ф-лы, 5 ил.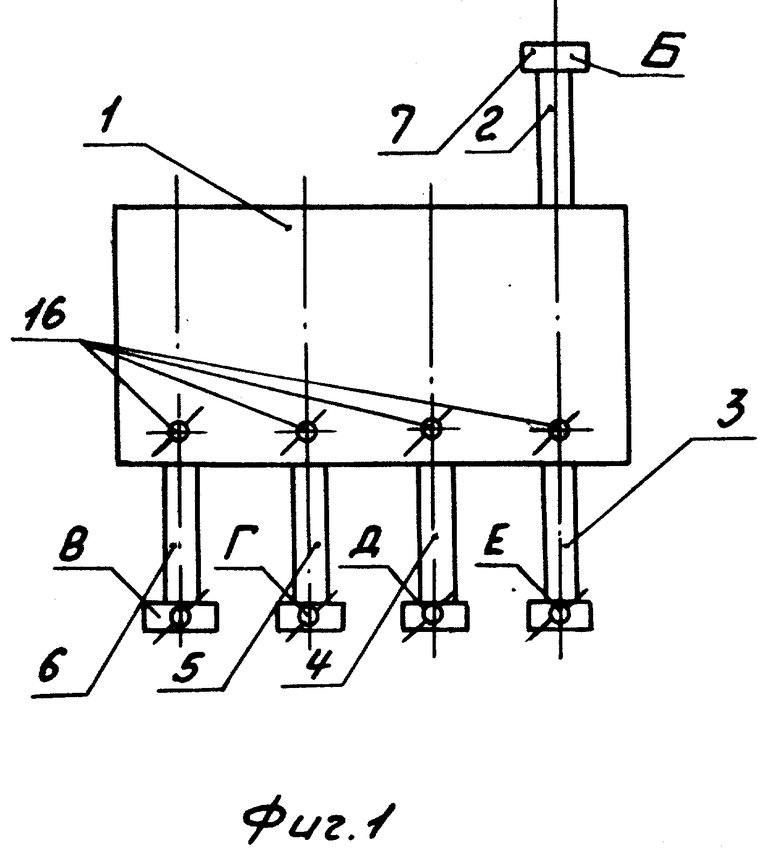
| Дудко Д.А., Вербицкий В.Г | |||
| и др | |||
| Сварка особотонкостенных труб | |||
| - М.: Машиностроение, 1977, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
