Изобретение относится к области обработки материалов давлением и может быть использовано при получении ступенчатых многопрофильных валов.
Известен способ редуцирования ступенчатых многопрофильных валов, включающий последовательную обработку в несколько циклов: подача заготовки, зажим заготовки, редуцирование ее через матрицу соответствующего профиля при прямом ходе и отвод матрицы в исходное положение при обратном ходе. Количество таких циклов равно количеству ступней редуцирования (Холодная объемная штамповка: Справочник. /Под ред. Г.А.Навроцкого. М.: Машиностроение, 1973, с. 399, 400).
Однако, при таком способе энергии и возможности обратного хода не используются, что увеличивает затраты на изготовление деталей и снижает производительность обработки.
Наиболее близким к предлагаемому изобретению по технической сущности является способ (авт. свид. SU N 1459809 (B 21 J 13/02, 1989), включающий подачу заготовки, зажим заготовки, редуцирование первой ступени заготовки при прямом ходе и редуцирование второй ступени при обратном ходе.
Однако, при этом способе профиль заготовки получается одинаковым по всей длине обратного хода.
Задачей, на решение которой направлено изобретение, является расширение возможности изменения формы и номенклатуры ступенчатых многопрофильных валов.
Поставленная задача решается за счет того, что в предлагаемом способе редуцирования ступенчатых многопрофильных валов, включающем подачу заготовки в виде вала, закрепление ее, редуцирование первой ступени вала матрицей одного профиля при прямом ходе и редуцирование второй ступени вала матрицей другого профиля при обратном ходе, редуцирование второй ступени производятся в начале обратного хода на величину меньше обратного хода.
Для осуществления этого способа предлагается устройство для регулирования ступенчатых многопрофильных валов, включающее станину, зажимное приспособление, упор, привод, инструмент для редуцирования, выполненный в виде обоймы с матрицами для редуцирования первой ступени при прямом ходе и второй ступени при обратном ходе, причем матрица второй ступени содержит также рабочие элементы с рычагами для включения, переключатель с возможностью фиксированного его положения вдоль и вокруг оси обработки. Причем переключатель воздействует на рычаги рабочих элементов матрицы при обратном ходе по заданной программе. Конструкция и способы установки переключателя могут быть самыми разнообразными, например, в виде обода, блоков, могут крепиться на кронштейнах отдельными элементами, в виде концевых включений и т.п.
Редуцирование второй ступени вала производят на неполной длине обратного хода для того, чтобы получить на вале чередование профилей от матриц первой и второй ступеней, редуцирование при обратном ходе можно прерывать в любом месте в зависимости от расположения переключателя вдоль оси вала. Этим достигается расширение номенклатуры ступенчатых многопрофильных валов.
Для обеспечения отключения рабочих элементов матрицы второй ступени устройство снабжено переключателем, что создает возможность получения различных профилей на валу. Изменение положения переключателя вдоль оси обеспечивает получение требуемого профиля участка вала на заданной длине каждым из элементов матрицы обратного хода. Изменение положения переключателя вокруг оси обработки обеспечивает выборочное выключение каждого рабочего элемента матрицы второй ступени в нужной последовательности.
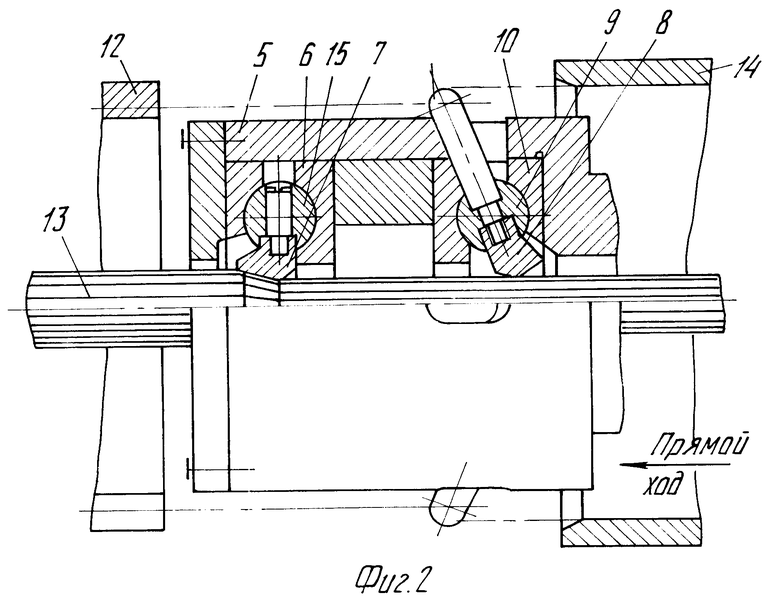
Способ осуществляется на устройстве, представленном на фиг. 1 - 3. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - конструкция инструмента для реализации предлагаемого способа, его работа при прямом ходе; на фиг. 3 - то же, при обратном ходе.
Устройство для редуцирования ступенчатых многопрофильных валов содержит станину 1, на которой установлено зажимное приспособление 2, предназначенное для жесткой фиксации заготовки в виде вала в процессе ее редуцирования инструментом 3, снабженным приводом 2, выполненным, например, в виде гидроцилиндра. Инструмент 3 для редуцирования содержит обойму 5, в которую помещены корпус матрицы 6 с набором рабочих элементов 7 и осями 15 и корпус матрицы 10, выполненной также из набора рабочих элементов 8, расположенных в одной плоскости симметрично оси матрицы 10. Каждый из рабочих элементов 8 установлен на оси 9 с возможностью поворота до упора в корпус 10 и снабжен рычагами 11, который в конце прямого хода инструмента 3 взаимодействует с регулируемым упором 12, установленным на станине 1, а при обратном ходе инструмента 3 - с переключателем 14, закрепленным также на станине 1.
Устройство работает следующим образом.
Перед началом обработки в обойму 5 инструмента 3 помещают матрицы 6 и 10 и устанавливают их так, чтобы расстояние между ними соответствовало длине первой из редукционных ступеней вала, получаемой из заготовки 13 в виде вала, жестко закрепленной в зажимном приспособлении 2, при этом регулируемый упор 12 устанавливают и закрепляют на станине 1 так, чтобы расстояние между ним и рычагом 11 рабочих элементов 8 матрицы 10 соответствовал длине обработки при прямом ходе инструмента 3. При прямом ходе инструмента 3, осуществляемого посредством привода 4, рабочие элементы 7 матрицы 6 под воздействием усилия редуцирования поворачиваются до упора в корпусе 6, образуя при этом требуемый профиль первой ступени, и редуцирует этот профиль, а рабочие элементы 8 матрицы 10 скользят по ней и в обработке заготовки 13 при прямом ходе не участвуют.
В конце прямого хода инструмента 3 в результате взаимодействия рычагов 11 рабочих элементов 8 матрицы 10 с регулируемым упором 12 осуществляется поворот рабочих элементов 8 вокруг оси 9 и происходит предварительное внедрение рабочих элементов 8 в материал заготовки 13. Одновременно за счет реверса привода 4 инструмент 3 начинает перемещаться в обратном направлении. При обратном ходе инструмента 3 рабочие элементы 8 матрицы 10 под воздействием усилия редуцирования упираются в корпус матрицы 10 и смыкаются, образуя тем самым требуемый профиль и размер второй обрабатываемой ступени, а рабочие элементы 7 матрицы 6 в работе не участвуют, так как имеют возможность отклонения на осях 15 и поэтому скользят по заготовке 13.
При обратном ходе инструмента 3 в заданном месте рычаги 11 рабочих элементов 8 взаимодействуют с переключателем 14 и под воздействием возникающих усилий поворачиваются на осях 9 и, тем самым, выходят из зоны обработки. Редуцирование при обратном ходе прекращается. Оставшуюся часть обратного хода инструмент 3 проходит без редуцирования, так как элементы матрицы 6 скользят по наружной поверхности вала, а элементы матрицы 10 выведены из зоны обработки. Это позволяет при обратном ходе получать чередование различных профилей на второй ступени вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для редуцирования ступенчатых многопрофильных валов | 1987 |
|
SU1459809A1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ ОХЛАЖДЕНИЯ СЛИТКА | 1994 |
|
RU2110357C1 |
| МАШИНА ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1992 |
|
RU2030961C1 |
| СПОСОБ ПОЛУЧЕНИЯ 6,8,10-ТРИНИТРО-1,4-ДИОКСАСПИРО[4,5]-ДЕКА-6,9-ДИЕНАТОВ КАТИОНОВ P, D И F-ЭЛЕМЕНТОВ | 1994 |
|
RU2133250C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ КОМБИНИРОВАННОЙ ВЫТЯЖКИ | 1993 |
|
RU2042457C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 3-АЗАБИЦИКЛО [3.3.1]НОНАНА | 1997 |
|
RU2132846C1 |
| УГЛОВОЙ АКСЕЛЕРОМЕТР | 1986 |
|
SU1501726A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 3-НИТРОАЗОБЕНЗОЛА | 1997 |
|
RU2140906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1990 |
|
SU1788659A1 |

Способ может быть использован при получении ступенчатых многопрофильных валов. Заготовку в виде вала закрепляют в зажимном приспособлении и при прямом ходе матрицы осуществляют редуцирование первой ступени вала. Редуцирование второй ступени вала производят матрицей другого профиля в начале обратного хода на величину меньше величины обратного хода. 3 ил.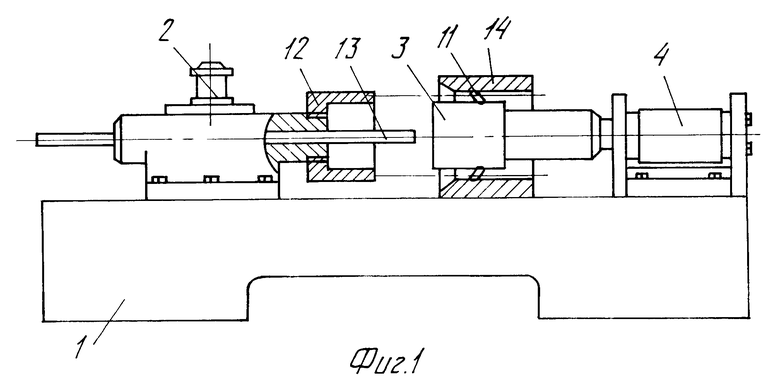
Способ редуцирования ступенчатых многопрофильных валов, включающий подачу заготовки в виде вала, закрепление ее, редуцирование первой ступени вала матрицей одного профиля при прямом ходе и редуцирование второй ступени вала матрицей другого профиля при обратном ходе, отличающийся тем, что редуцирование второй ступени вала производят в начале обратного хода на величину меньше величины обратного хода.
| SU, авторское свидетельство, 1459809, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
