1
Изобретение относится к области обработки металлов давлением и может быть использовано при получении ступенчатых многопрофильных валов.
Целью изобретения является повышение производительности при редуцировании ступенчатых многопрофильных валов за счет использования обратного хода инструментов без увеличения мощности привода.
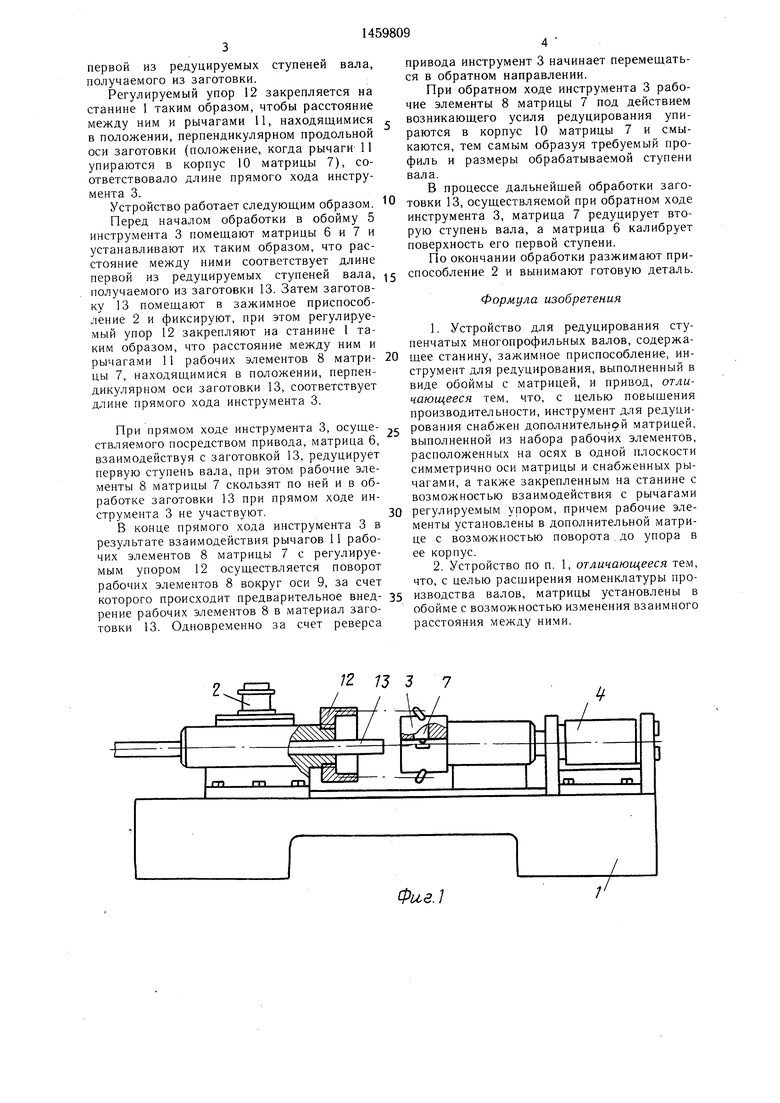
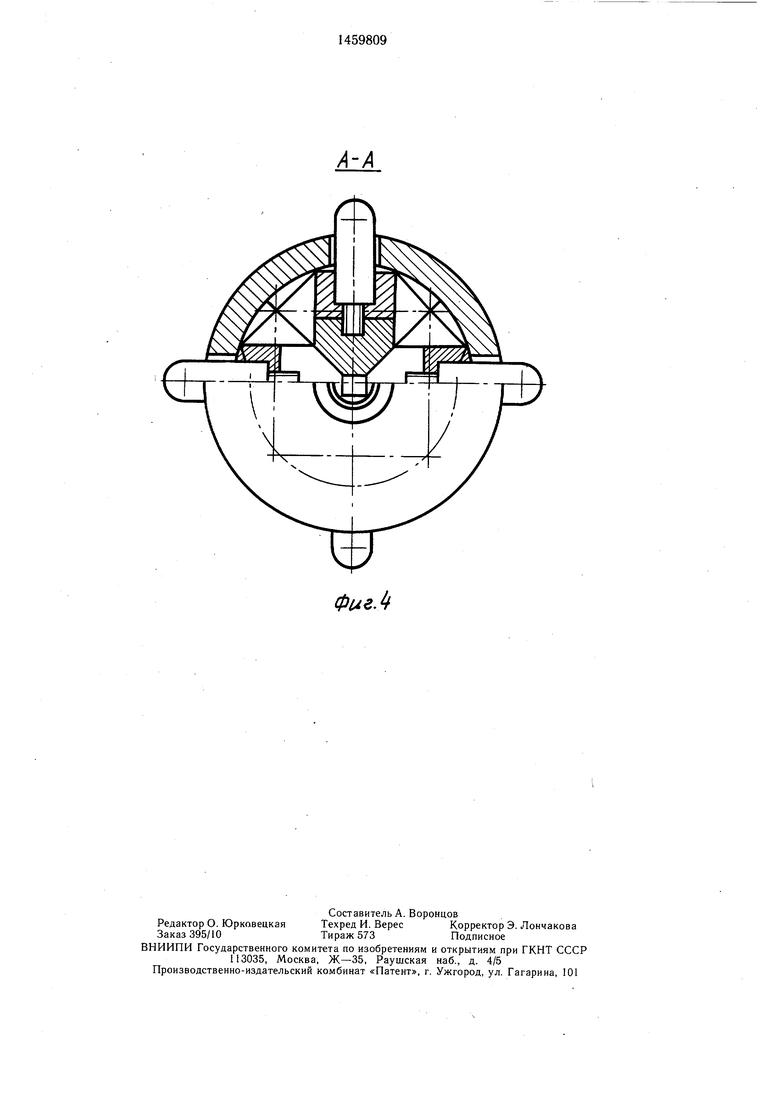
На фиг. 1 изображено устройство, обилий вид; на фиг. 2 - конструкция инструмента для редуцирования ступенчатых многопрофильных валов, при прямом ходе инструмента; на фиг. 3 - то же, при обратном ходе инструмента; на фиг. 4 - сечение А-А на фиг. 3.
Устройство для редуцирования ступенчатых многопрофильных валов содержит станину I, на которой располож.ено зажимное приспособление 2, предназначенное для фиксации заготовки в процессе ее редуцирования инструментом 3, снабженным приводом 4, выполненным, например, в виде гидроцилиндра.
Инструмент 3 для редуцирования содержит обойму 5, в которую помещены матрица 6 и матрица 7, выполненная из набора рабочих элементов 8, расположенных в одной плоскости симметрично оси матрицы 7. Каждый из рабочих элементов 8 установлен на оси 9 с возможностью поворота до упора в корпус 10 матрицы 7 и снабжен рычагом II, который в конце рабочего хода инструмента 3 взаимодействует с регулируемым упором 12, закрепленным на станине 1.
В устройстве матрицы 6 и 7 установлены в обойме 5 инструмента 3 с возможностью изменения взаимного расстояния между ними, однако расстояние между матрицами 6 и 7 всегда должно соответствовать длине
СП
СО
00
со
привода инструмент 3 начинает перемещаться в обратном направлении.
При обратном ходе инструмента 3 рабочие элементы 8 матрицы 7 под действием возникающего усиля редуцирования упираются в корпус 10 матрицы 7 и смыкаются, тем самым образуя требуемый профиль и размеры обрабатываемой ступени вала.
В процессе дальнейшей обработки загопервой из редуцируемых ступеней вала, получаемого из заготовки.
Регулируемый упор 12 закрепляется на станине 1 таким образом, чтобы расстояние между ним и рычагами 11, находящимися в положении, перпендикулярном продольной оси заготовки (положение, когда рычаги- 11 упираются в корпус 10 матрицы 7), соответствовало длине прямого хода инструЛДри-р Q itJ- L .- /Л -- Устройство работает следующим образом. Ю товки 13, осуществляемой при обратном ходе Перед началом обработки в обойму 5 инструмента 3, матрица 7 редуцирует вто- инструмента 3 помещают матрицы 6 и 7 и рую ступень вала, а матрица 6 калибрует устанавливают их таким образом, что рас- поверхность его первой ступени, стояние между ними соответствует длинеПо окончании обработки разжимают припервой из редуцируемых ступеней вала, 5 способление 2 и вынимают готовую деталь, получаемого из заготовки 13. Затем заготовку 13 помещают в зажимное приспособ-Формула изобретения ление 2 и фиксируют, при этом регулируемый упор 12 закрепляют на станине 1 та- 1. Устройство для редуцирования сту- ким образом что расстояние между ним и пенчатых многопрофильных валов содержа- пычагами 11 рабочих элементов 8 матри- 20 щее станину, зажимное приспособление, ин- цы 7 находящимися в положении, перпен- струмент для редуцирования, выполненный в дикулярном оси заготовки 13, соответствует виде обоймы с матрицей, и привод, отли- длине прямого хода инструмента 3. чающееся тем, что, с целью повышения
производительности, инструмент для редуциПри прямом ходе инструмента 3, осуще- ,5 рования снабжен дополнительной матрицей, ствляемого посредством привода, матрица 6, выполненной из набора рабочих элементов,
- - расположенных на осях в одной плоскости
симметрично оси матрицы и снабженных рычагами, а также закрепленным на станине с возможностью взаимодействия с рычагами 30 регулируемым упором, причем рабочие элементы установлены в дополнительной матрице с возможностью поворота . до упора в ее корпус.
2. Устройство по п. 1, отличающееся тем, что с целью расширения номенклатуры прои Д IJW МП .л. -JiJl 4 lYiv iiiv- i- - и-л. -I -
которого происходит предварительное внед- 35 изводства валов, матрицы установлены в рение рабочих элементов 8 в материал заго- обойме с возможностью изменения взаимного тонки 13 Одноврем,енно за счет реверса расстояния между ними.
взаимодействуя с заготовкой 13, редуцирует первую ступень вала, при этом рабочие элементы 8 м атрицы 7 скользят по ней и в обработке заготовки 13 при прямом ходе инструмента 3 не участвуют.
В конце прямого хода инструмента 3 в результате взаимодействия рычагов 11 рабочих элементов 8 матрицы 7 с регулируемым упором 12 осуществляется поворот рабочих элементов 8 вокруг оси 9, за счет
привода инструмент 3 начинает перемещаться в обратном направлении.
При обратном ходе инструмента 3 рабочие элементы 8 матрицы 7 под действием возникающего усиля редуцирования упираются в корпус 10 матрицы 7 и смыкаются, тем самым образуя требуемый профиль и размеры обрабатываемой ступени вала.
В процессе дальнейшей обработки заго - itJ- L .- /Л -- товки 13, осуществляемой при обратном ходе инструмента 3, матрица 7 редуцирует вто- рую ступень вала, а матрица 6 калибрует поверхность его первой ступени, По окончании обработки разжимают при
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕДУЦИРОВАНИЯ СТУПЕНЧАТЫХ МНОГОПРОФИЛЬНЫХ ВАЛОВ | 1994 |
|
RU2108189C1 |
| Горизонтальный гидравлический пресс | 1975 |
|
SU550299A1 |
| СТАНОК ДЛЯ РЕДУЦИРОВАНИЯ КОНЦЕВЫХ УЧАСТКОВ ВАЛОВ | 2002 |
|
RU2214313C1 |
| АВТОМАТ ДЛЯ РЕДУЦИРОВАНИЯ ТРУБ | 1999 |
|
RU2167729C2 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ В СРЕДНЕЙ ЧАСТИ И ВНУТРЕННИМ КОЛЬЦЕВЫМ ВЫСТУПОМ В ЗОНЕ ФЛАНЦА | 1992 |
|
RU2021073C1 |

Изобретение относится к обработке металлов давлением, а именно к конструкциям устройства для редуцирования ступенчатых многопрофильных валов. Цель - повышение производительности за счет использования в процессе их редуцирования обратного хода инструмента. В обойму инструмента для редуцирования наряду с основной матрицей дополнительно помещена матрица, выполненная из набора рабочих элементов, расположенных в одной плоскости симметрично оси матрицы. Обе матрицы установлены в обойме с возможностью изменения расстояния между ними. В конце прямого хода инструмента в результате взаимодействия рычагов с регулируемым упором, закрепленным на станине устройства, рабочие элементы поворачиваются вокруг оси. При обратном ходе инструмента под действием возникающего усилия редуцирования эти элементы упираются в корпус и смыкаются, тем самым образуя требуемый профиль и размеры об;рабатываемой детали. 1 з.п.ф-лы, 4 ил. i (Л
Фие.
.1Z
10 J
Ш Обратный ход
Фиг. 5
ФигЛ
| Холодная объемная штамповка: Справочник./Под ред | |||
| Г | |||
| А | |||
| Навроцкого.-М.: Машиностроение, 1973, с | |||
| ПРИСПОСОБЛЕНИЕ, ЗАТРУДНЯЮЩЕЕ КРАЖУ ЭЛЕКТРИЧЕСКОЙ ЛАМПЫ | 1922 |
|
SU399A1 |
