Изобретение относится к обработке резанием и может быть использовано при сверлении, зенкеровании, растачивании расточными головками и развертывании с жестким закреплением режущего инструмента (РИ).
Известны конструкции осевого инструмента с базированием по конусной поверхности, на которой расположена главная база - двойная направляющая, четыре опорные точки, а также двойная опорная и опорная базы - две и одна опорные точки соответственно (ГОСТ 21495-76).
Недостатками известной конструкции осевого РИ являются неопределенность базирования вследствие смены баз при установке и работе осевого РИ, так как основная и вспомогательная базы инструмента и приспособления (шпинделя) соответственно не имеют идеально пригнанного сопряжения; несоответствие направления динамических нагрузок и расположения главной базы; быстрая потеря точности базирования из-за искажения формы сопрягаемых поверхностей, являющихся одновременно поверхностями для закрепления РИ силами трения.
Цель изобретения - базирование осевого РИ при его жестком закреплении по плоской установочной базе, являющейся главной базой, а также двойной опорной и опорной базами, расположенными на двух других базовых поверхностях и закрепление РИ с приложением сосредоточенных сил зажима на поверхности трех секторов, параллельной установочной базе - торцу.
Поставленная цель достигается тем, что хвостовая часть осевого РИ с жестким закреплением выполнена в виде диска с цилиндрической шейкой с радиусной поверхностью вращения у торца диска. Диск разделен на три сектора через 120o тремя пазами с соотношением длин ~1/4 дуги паза к дуге сектора.
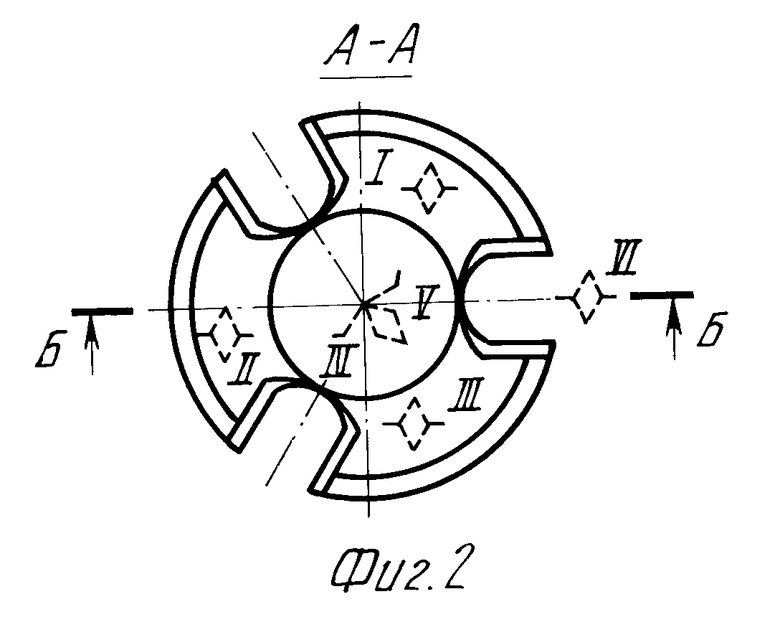
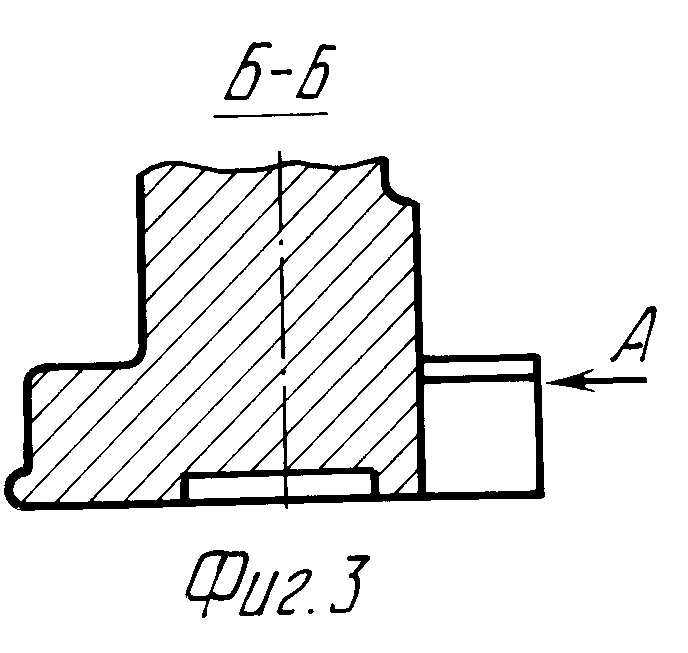
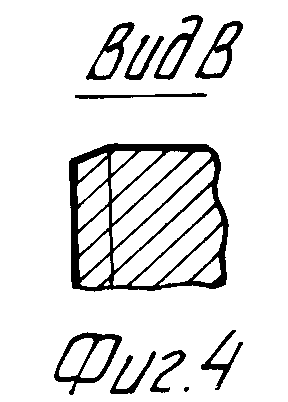
На фиг. 1 схематично изображен предлагаемый осевой инструмент; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вид B на фиг. 3.
На фиг. 1 показано спиральное сверло с хвостовой частью, состоящей из цилиндрической шейки и диска 2.
Цилиндрическая шейка 1 и диск 2 сверла могут быть выполнены как за одно целое (с привариванием хвостовой части к рабочей), так и раздельно (с привариванием диска к шейке). Диск имеет плоскую установочную базу А (главная база с тремя опорными точками) и радиусный поясок, базу Б. Радиусный поясок выполняет роль двойной опорной базы (центрирующей). Точность размера его диаметра связана с необходимой точностью координирования оси просверливаемого отверстия заданной базе детали. Радиусная форма вызвана необходимостью наложения лишь двух связей относительно двух перемещений в плоскости, перпендикулярной оси сверла. Опорные точки I, II, III, IV, V, VI показаны на фиг. 2. Высота радиусной части равна удвоенному радиусу. Величина радиуса как и общая высота диска определяются унифицированными размерами хвостовой части определенных диапазонов рабочей части инструмента. Диск разделен на секторы тремя пазами, через 120o. Ширина паза по дуге окружности диска принимается равной 1/4 по отношению к длине дуги сектора. Это соотношение связано с возможностью беспрепятственной установки хвостовика в специальный патрон для базирования и закрепления предложенной конструкции хвостовой части. В один, два или три паза может входить элемент вспомогательного комплекта баз металлорежущей системы (МРС) типа цилиндрических шпонок, лишающих ось инструмента поворота относительно оси патрона (шпинделя). Точностные параметры хвостовой части выбираются обычным способом в соответствии с точными параметрами рабочей части РИ. Поверхность D является поверхностью для приложения усилий зажима. Элементы зажима должны быть сосредоточенными, равномерно распределенными через 120o на трех секторах диска. Направление усилия зажима вдоль оси в сторону шпинделя станка. Все размеры хвостовой части унифицированы (на фиг. 1 изображено спиральное сверло диаметром 31,75 мм).
Применение конструкции заключается в следующем.
Предлагаемый хвостовик устанавливается на плоскую базу патрона с выступающими (ниже общей высоты диска) цилиндрическими шпонками, закрепленными в плоской базе патрона, шпонки свободно входят в пазы диска хвостовика.
В патроне, соосно с плоской базой, располагается малой высоты цилиндрический поясок, базирующий инструмент по унифицированной для нескольких диаметров РИ величине радиусной части диска. Главная установочная плоская база воспринимает осевые нагрузки в динамике процесса резания. Поэтому для стабильности положения осевого РИ усилия зажима надо приложить равномерно по 3-м секторам с направлением, параллельным оси РИ. Все это позволит повысить точность выполняемых работ, уменьшить число поломок РИ, увеличить долговечность МРС и РИ, уменьшить массу и длину хвостовой части РИ более чем в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРОН ДЛЯ КРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА С ЗАКРЫТОЙ БАЗОЙ | 1999 |
|
RU2151670C1 |
| ПАТРОН ДЛЯ КРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА С ПЛОСКОЙ БАЗОВОЙ ПОВЕРХНОСТЬЮ | 1996 |
|
RU2108895C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| Способ изготовления молотильного барабана зерноуборочного комбайна | 1970 |
|
SU477693A1 |
| Многоместный патрон | 1977 |
|
SU733871A1 |
| ШЬЮЩИЙ МОДУЛЬ К ШВЕЙНЫМ АГРЕГАТАМ МОДУЛЬНОГО ТИПА | 2000 |
|
RU2181394C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ПРИ ОБРАБОТКЕ НА ТОКАРНОМ СТАНКЕ | 2015 |
|
RU2613544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
Изобретение относится к обработке резанием и может быть использовано при сверлении, зенкеровании, растачивании расточными головками и развертывании с жестким закреплением режущего инструмента (РИ). Конструкция инструмента позволяет базировать РИ, при его жестком закреплении, по плоской установочной базе, являющейся главной базой, а также двойной опорной и опорной базами, расположенными на двух других базовых поверхностях, и закреплять РИ с приложением сосредоточенных сил зажима на поверхности трех секторов, параллельной установочной базе - торцу. Базирование достигается тем, что хвостовая часть осевого РИ с жестким закреплением выполнена в виде диска с цилиндрической шейкой с радиусной поверхностью вращения у торца диска. Диск разделен на три сектора через 120o тремя пазами с соотношением длин - 1/4 дуги паза к дуге сектора. 4 ил.
Осевой инструмент с плоской установочной базой с жестким креплением, характеризующийся тем, что он содержит хвостовую часть, предназначенную для базирования и закрепления симметрично оси его рабочей части и выполненную в виде шейки с диском унифицированных размеров согласно размерам рабочей части, где торец диска предназначен для использования в качестве плоской установочной базы, при этом диск имеет поясок радиусной формы со стороны торца и три паза, расположенных между секторами диска через 120o.
