Изобретение относится к легкой промышленности, в частности к технологическому оборудованию модульного типа, а конкретно к швейным агрегатам модульного типа, в том числе и для пошива одежды по заказам населения.
Известно техническое решение (О.И. Аверьянов. "Модульный принцип построения станков с ЧПУ", М., Машиностроение, 1987, стр. 14-15), представляющее собой модульную систему металлообрабатывающего оборудования, где различные конструктивные модули могут составлять разнообразные компоновки систем оборудования для обработки металлических деталей, расширяя функциональные возможности данного оборудования. В этом случае составляющие элементы оборудования - модули являются конструктивно и функционально законченными единицами.
Конструктивные модули собираются в данном случае с помощью крепежных устройств в стационарные виды оборудования, предназначенные для обработки только металлических деталей.
Сами модули конструктивно, а также по техническому назначению и принципу работы не имеют ничего общего со шьющими модулями швейного производства, так как принадлежат другому виду техники.
Наиболее близким решением по технической сущности и достигаемому результату могут служить швейные машины неавтоматического действия, например машины 1022 кл. (В.В. Исаев. "Оборудование швейных предприятий", М., Легпромбытиздат, 1989, стр. 25-48). Они содержат швейную (шьющую) головку и промстол с приводом и педалью управления. Корпус шьющей головки включает рукав, стойку и платформу. Платформа имеет прямоугольную форму с приливами для установки (базирования) в соответствующее по форме окно (рабочую позицию) в крышке промстола.
Входной вал шьющей головки расположен в верхней части корпуса (в рукаве) и имеет на входе маховик со шкивом для ремня к приводу, а на выходе и в средней части вал кинематически связан с механизмами для шитья. Приводной ремень принимает приливы платформы шьющей головки к соответствующим приливам рабочей позиции промстола силами натяжения его через шкив, обеспечивая фиксацию корпуса шьющей головки на рабочей позиции промстола.
Данный тип шьющих головок предназначен для постоянного размещения на рабочей позиции промстола. При этом базирующие элементы корпуса шьющих головок различного назначения неодинаковы, что не позволяет на один и тот же промстол устанавливать разные шьющие головки. Индивидуальны у шьющих головок неавтоматического действия (например, типа 1022-М,26,51 кл.) и средства фиксации их на рабочей позиции (разной длины приводные ремни и различно положение по отношению платформы у шкивов). Последнее делает невозможным также подсоединение к одному приводу различных шьющих головок. Следовательно, эти шьющие головки не могут выступать в качестве шьющих модулей, так как не приспособлены к компоновке в швейные технологические системы модульного типа.
Задачей данного изобретения является повышение эффективности шьющих головок неавтоматического действия за счет унификации базирующих элементов корпуса и средств связи с приводом, что повышает мобильность и гибкость их на рабочих позициях швейных агрегатов.
Поставленная задача достигается тем, что шьющая головка, включающая корпус с устройством базирования и фиксации при установке его на рабочей позиции промстола, входной вал со средством связи с приводом, закрепленный в корпусе и кинематически связанный с механизмами для шитья, и маховик, выполнена так, что устройство базирования корпуса включает установочную плиту с элементами для базирования и средствами фиксации корпуса шьющей головки на ней и самой установочной плиты на рабочей позиции промстола, а входной вал расположен в нижней части стойки корпуса и имеет на входе средство связи с приводом в виде стыковочной полумуфты, посаженной на входной вал через упругую муфту, причем маховик выполнен в виде инерционного диска и установлен на быстроходном валу механизма для шитья.
Элементы же для базирования корпуса шьющей головки на установочной плите и самой плиты на рабочей позиции промстола выполнены в виде поправляющих пазов снизу платформы корпуса шьющей головки и соответствующих направляющих выступов сверху установочной плиты, а также направляющих пазов снизу установочной плиты под соответствующие направляющие выступы на рабочей позиции промстола, образующие попарно между собой подвижные соединения типа ласточкина хвоста, причем направляющие пазы снизу установочной плиты могут быть выполнены как вдоль, так и поперек нее.
Средство фиксации корпуса шьющей головки на установочной плите выполнено в виде винтовых упоров, а средство фиксации установочной плиты на рабочей позиции промстола осуществлено в виде глухих конических отверстий снизу установочной плиты с дополнительными полостями в верхней узкой части их под полые конические стопорные стержни промстола, связанные с вакуумным насосом и механизмами автоматического перемещения их относительно этих отверстий.
Стыковочная полумуфта входного вала шьющей головки выполнена как ведомая часть фрикционной муфты, причем конической фрикционной, где она является охватывающей деталью данной муфты.
Платформа корпуса шьющей головки может быть выполнена с жестко посаженной снизу на винты съемной плитой с направляющими пазами снизу этой плиты под соответствующие направляющие выступы установочной плиты.
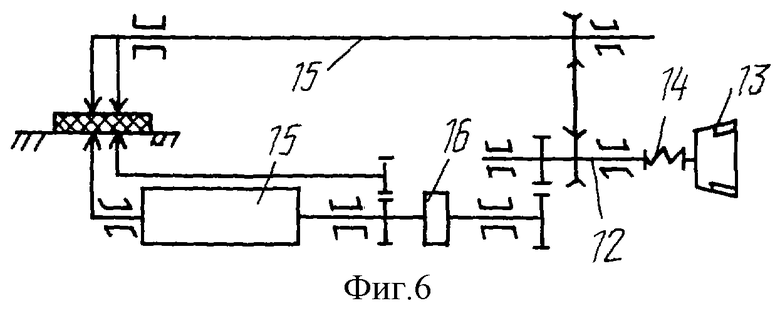
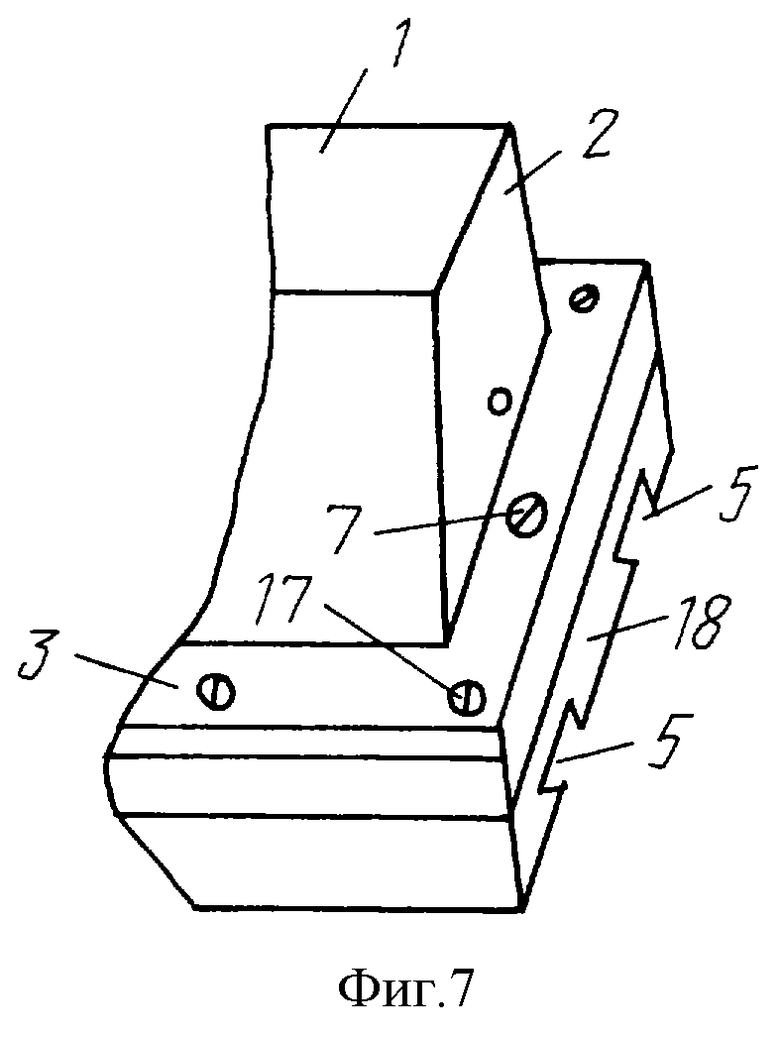
На фиг.1 показан общий вид шьющего модуля, на фиг.2 - установочная плита с продольными направляющими пазами, на фиг.3 - вид на винтовой упор для фиксации корпуса шьющей головки на установочной плите, на фиг.4 - установочная плита с поперечными направляющими пазами, на фиг.5 - вид на средство фиксации установочной плиты на рабочей позиции промстола в виде глухих конических отверстий, на фиг.6 - стpyктypная схема шьющей головки, на фиг.7 - вариант исполнения платформы корпуса шьющей головки со съемной плитой, посаженной на винты.
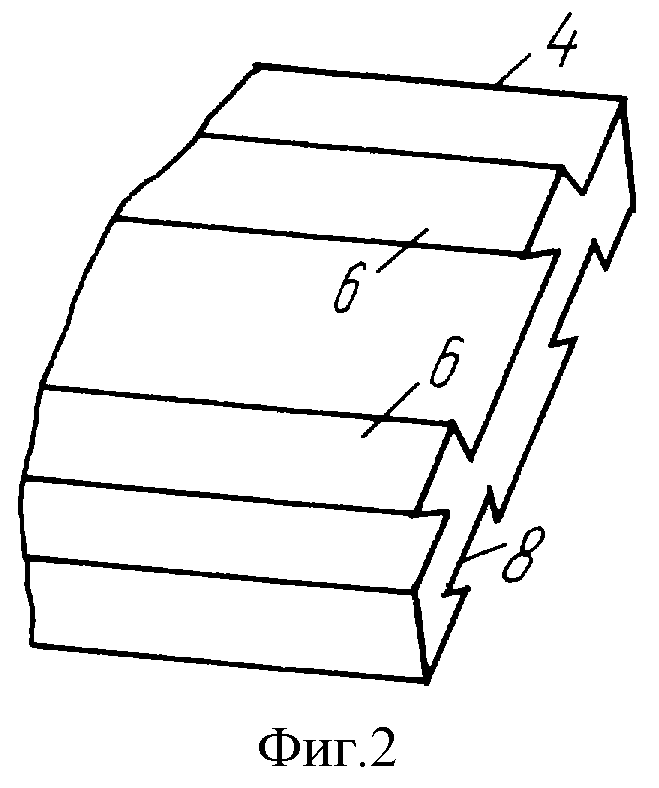
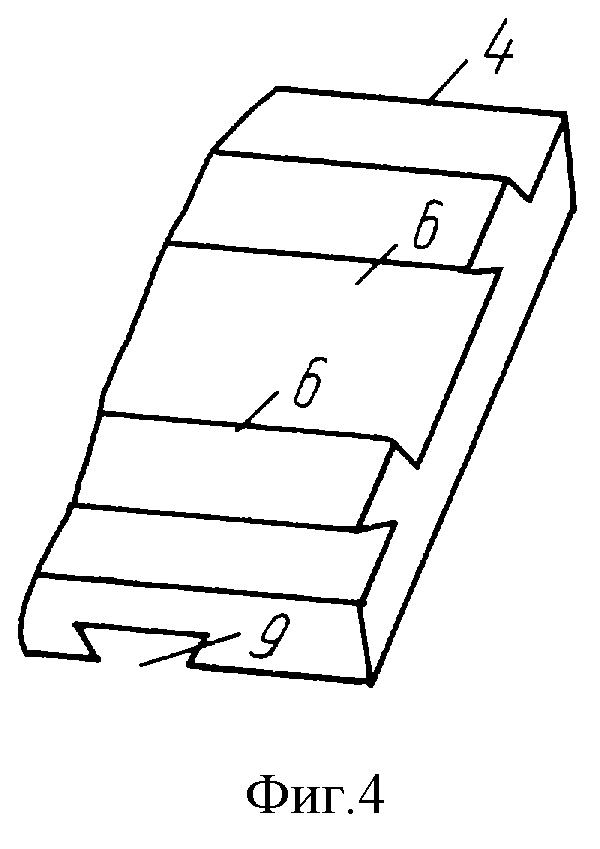
Шьющий модуль состоит из шьющей головки, корпус которой включает рукав 1, стопку 2 и платформу 3 (фиг.1), и установочной плиты 4, служащей устройством базирования и фиксации шьющей головки на ней. Для этого платформа 3 корпуса шьющей головки снизу имеет элементы для базирования в виде направляющих пазов 5, а установочная плита 4 - соответствующие сверху элементы в виде направляющих выступов 6, образующих между собой подвижное соединение типа ласточкина хвоста. Элементы базирования установочной плиты на рабочей позиции промстола также выполнены в виде направляющих пазов 8 (фиг.1 и 2) снизу плиты под соответствующие направляющие выступы рабочей позиции (не показано), образующих также подвижное соединение типа ласточкина хвоста, причем направляющие пазы снизу установочной плиты 4 могут быть выполнены не только вдоль плиты - пазы 8, но и поперек - пазы 9 (фиг.4).
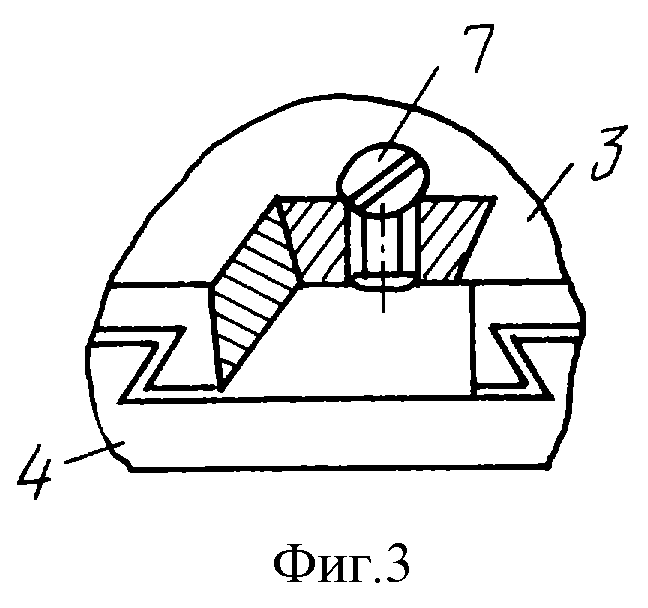
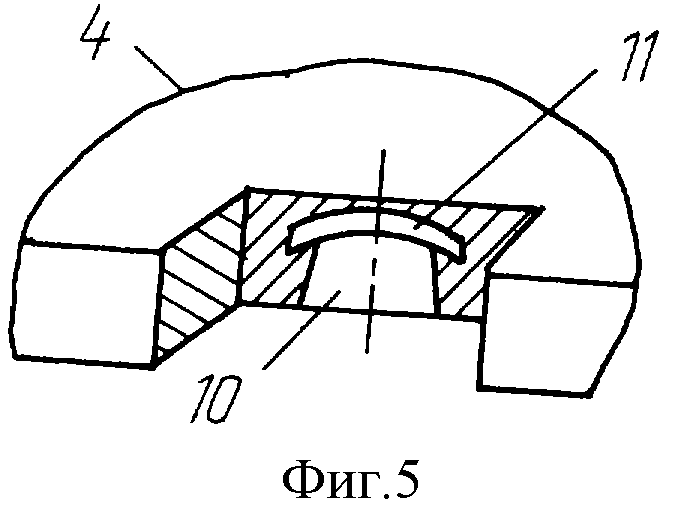
Средство фиксации шьющей головки на установочной плите 4 выполнено в виде винтовых упоров 7 (фиг.3), установленных на ее платформе, а средство фиксации самой установочной плиты 4 на рабочей позиции выполнено в виде глухих конических отверстий 10 (фиг. 5) снизу установочной плиты с дополнительными полостями 11 в верхней узкой части их под полые конические стопорные стержни промстола, связанные с вакуумным насосом и механизмами автоматического перемещения их относительно этих отверстий (не показано).
Входной вал 12 (фиг. 1 и 6) шьющей головки расположен в нижней части стойки ее корпуса и имеет на входе средство связи с приводом в виде стыковочной полумуфты 13, посаженной на входной вал 12 через упругую муфту 14, причем стыковочная полумуфта 13 выполнена как ведомая часть фрикционной конической муфты, где она является охватывающей деталью.
Маховик шьющей головки в виде инерционного диска 16 установлен в данном случае на одном из быстроходных валов механизма для шитья (фиг.6).
Шьющая головка может иметь снизу платформы корпуса жестко посаженную на винты 17 съемную плиту 18 (фиг.7) с соответствующими направляющими пазами 5 снизу ее под направляющие выступы 6 установочной плиты 4.
Установочная плита 4 позволяет размещать на ней различные по назначению и габаритам шьющие головки и добиваться необходимой координации и фиксации их (но раздельно), что позволяет автоматически подавать ее со шьющей головкой на рабочую позицию промстола и состыковывать входной вал шьющей головки с унифицированным приводом.
Направляющие пазы 5 и соответствующие выступы 6 платформы 3 шьющей головки и установочной плиты 4, а также направляющие пазы 8 или 9 установочной плиты 4 и выступы рабочей позиции промстола образуют попарно подвижные соединения типа ласточкина хвоста, что обеспечивает надежность соединения и перемещения как шьющей головки на плите, так и плиты на рабочей позиции и их фиксацию при исполнении рабочего процесса.
Направляющие пазы снизу установочной плиты могут быть выполнены как продольными 8, так и поперечными 9, что вызвано разнообразием структур швейных агрегатов модульного типа и их устройством базирования.
Винтовые упоры 7 на платформе шьющей головки призваны фиксировать корпус шьющей головки относительно установочной плиты 4, при ввертывании которых выбираются зазоры в подвижных соединениях направляющих пазов и выступов.
Конические глухие отверстия 10 с дополнительными полостями 11 выполнены под полые конические стопорные стержни промстола, которые свободно входят в отверстия 10 и за счет вакуума от соответствующего наcoca притягивают установочную плиту 4 со шьющей головкой к рабочей позиции промстола, надежно их фиксируя.
Входной вал 12 шьющей головки размещен в нижней части стойки корпуса, что повышает устойчивость систем шьющая головка - установочная плита и шьющий модуль - привод, так как в этом случае понижается центр их тяжести.
Между стыковочной полумуфтой 13 входного вала 12 помещена упругая муфта 14, например, муфта с резиновым промежуточным элементом, что позволяет производить стыковку шьющего модуля с приводом при некоторой несоосности их валов.
Стыковочная полумуфта 13 шьющего модуля выполнена фрикционной, что позволяет надежно стыковать ее с полумуфтой привода при дополнительном продольном перемещении последней. Кроме того, полумуфта 13 - коническая, что позволяет производить ее стыковку с полумуфтой привода при некоторой несоосности их валов. Полумуфта 13 является охватывающей деталью фрикционной конической муфты, что обеспечивает возможность ремонта фрикционных пластин полумуфт различных модулей и позволяет производить индивидуальную их подгонку к унифицированному приводу.
Маховик 16 в виде инерционного диска устанавливается на одном из быстроходных валов механизмов для шитья, что обеспечивает необходимую равномерность их вращения при меньшей массе маховика, так как функциональное действие его зависит от массы и скорости вращения.
Платформа 3 шьющей головки снизу может иметь съемную плиту, что упрощает выполнение на ней снизу направляющих пазов 5, т.е. повышает технологичность конструкции корпуса шьющей головки.
Шьющий модуль работает следующим образом. Для выполнения технологической операции с помощью данного модуля его надо переместить из накопителя швейного агрегата на рабочую позицию промстола, что осуществляется автоматически по программе работы агрегата. На рабочей позиции промстола шьющий модуль также автоматически стыкуется с унифицированным приводом.
Для выполнения отмеченного оператор предварительно вручную размещает шьющую головку на установочной плите 4, совмещая ее направляющие пазы 5 с направляющими выступами 6 установочной плиты 4 до совмещения торца платформы 3 шьющей головки с соответствующей риской на установочной плите 4 (не показано). Каждому типу шьющей головки соответствует своя риска на установочной плите, что обеспечивает их необходимое местоположение (базирование). После этого путем заворачивания винтовых упоров 7 осуществляется фиксация шьющей головки на установочной плите 4. Подготовленный шьющий модуль размещают в накопителе швейного агрегата, откуда он по программе с помощью каретки-манипулятора перемещается на рабочую позицию промстола, где происходит совмещение направляющих пазов 8 (или 9) установочной плиты 4 с направляющими выступами рабочей позиции вплоть до упора (не показано). В этом положении происходит автоматическое стопорение установочной плиты 4 коническими полыми стержнями (не показано), которые входят в конические отверстия 10 в установочной плите 4, и за счет включения вакуумного насоса промстола происходит фиксация шьющего модуля относительно унифицированного привода. После этого полумуфта привода (не показано) получает движение вдоль оси вала привода и стыкуется с полумуфтой 13 шьющего модуля.
Вслед за этим оператор (швея) нажимает на педаль управления и приводит в движение ведущую полумуфту унифицированного привода, следовательно, и полумуфту 13 шьющего модуля. Процесс шитья происходит до момента снятия усилия с педали управления (не показано).
Автоматически по программе или от пульта управления швейного агрегата происходят расстыковка шьющего модуля от привода и освобождение установочной плиты 4 от стопорных стержней, после чего данный шьющий модуль с помощью каретки-манипулятора агрегата возвращается в накопитель, а другой шьющий модуль, предварительно подготовленный по методике, указанной выше, поступает на рабочую позицию.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 2012 |
|
RU2533690C2 |
| ШВЕЙНЫЙ АГРЕГАТ | 1998 |
|
RU2130982C1 |
| ШВЕЙНЫЙ РОБОТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС | 1999 |
|
RU2154701C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1992 |
|
RU2073758C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1994 |
|
RU2084571C1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 1999 |
|
RU2151225C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| ШВЕЙНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 1993 |
|
RU2087607C1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| РОТОРНЫЙ ПОДЛОЖКОДЕРЖАТЕЛЬ | 2012 |
|
RU2543023C2 |
Изобретение относится к легкой промышленности, в частности к технологическому оборудованию модульного типа, а конкретно к швейным агрегатам модульного типа, в том числе для пошива одежды по заказам населения. Шьющий модуль служит для повышения эффективности шьющих головок неавтоматического действия за счет унификации базирующих элементов корпуса и средств связи с приводом. Для этого корпус шьющей головки снабжается установочной плитой с направляющими пазами под соответствующие направляющие выступы рабочей позиции промстола. Входной вал шьющей головки имеет стыковочную полумуфту, посаженную на вал через упругую муфту, и расположен в нижней части корпуса. Шьющий модуль обеспечен средством фиксации на рабочей позиции промстола, что позволяет автоматически стыковать его с полумуфтой унифицированного привода швейного агрегата. Элементы базирования корпуса шьющей головки на установочной плите и самой установочной плиты на рабочей позиции промстола выполнены в виде направляющих пазов снизу платформы корпуса шьющей головки и соответствующих направляющих сверху установочной плиты, а также направляющих пазов снизу установочной плиты под соответствующие направляющие выступы на рабочей позиции промстола. Средство фиксации установочной плиты на рабочей позиции промстола осуществлено в виде глухих конических отверстий снизу установочной плиты с дополнительными полостями в верхней узкой части их под полые конические стопорные стержни промстола, которые за счет вакуума от соответствующего вакуумного насоса надежно фиксируют установочную плиту. 5 з.п. ф-лы, 7 ил.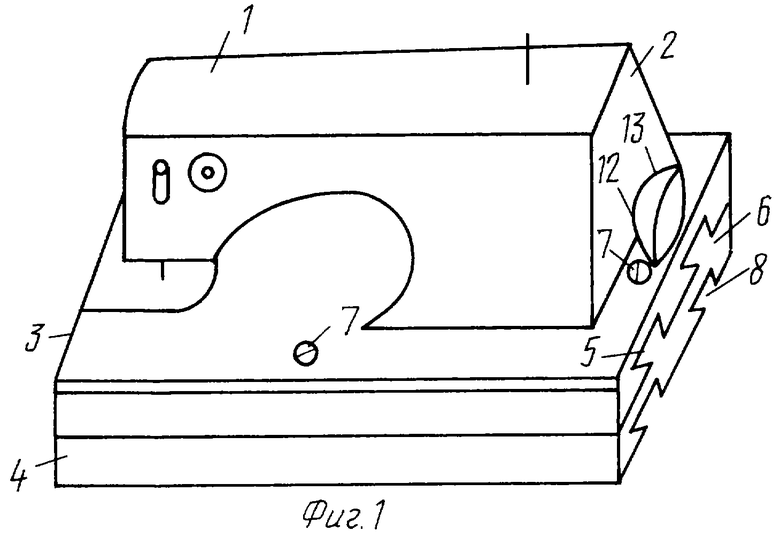
| ШВЕЙНЫЙ АГРЕГАТ | 1998 |
|
RU2130982C1 |
| МНОГООПЕРАЦИОННЫЙ ШВЕЙНЫЙ АГРЕГАТ | 1992 |
|
RU2073758C1 |
| ШВЕЙНАЯ МАШИНА | 1991 |
|
RU2023777C1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 0 |
|
SU235728A1 |

