Изобретение относится к получению сверхтвердых материалов в аппаратах высокого давления и температуры и может найти применение в машиностроении в качестве лезвийного режущего инструмента.
Известен компактный абразивно-режущий материал "Бормет" по авт. св. N 633724, кл. С 01 В 21/06, 1978. Этот материал состоит из кубического нитрида бора и медно-титановых или медно-циркониевых интерметаллических соединений из группы: Ti2Cu, TiCu, Ti2Cu3, TiCu3, Zr2Cu, ZrCu, Zr2Cu3, ZrCu3 при следующем соотношении компонентов, об. %: кубический нитрид бора 65 - 90, интерметаллические соединения 10 - 35. Резцы, изготовленные из этого материала, могут обрабатывать закаленную сталь. Однако режущие свойства этого материала при точении закаленной стали невысоки из-за отсутствия прочных химических связей на границе раздела сверхтвердого порошка со связующим.
Прототипом предлагаемого изобретения является сверхтвердый композиционный материал по авт. св. N 1542071, кл. С 22 С 29/16, В 24 D 3/06, 1988. Этот материал содержит кубический нитрид бора, нитрид титана, диборид титана, интерметаллид меди и титана и медь при следующем соотношении компонентов, об. %: нитрид титана 18 - 36; диборид титана 10 - 18; медь 1,5 - 4,5; интерметаллид меди и титана 0,5 - 1,5; кубический нитрид бора остальное. Резцы, полученные из сверхтвердого композиционного материала, показали приемлемую стойкость при обычном режиме точения термически обработанных сталей с твердостью больше 50 НRC. Однако при сложнопеременных режимах резания, например, высокоскоростном точении с чередующимися циклами термонагружений, резцы из материала прототипа имеют большой относительный износ.
Целью предлагаемого изобретения является повышение режущих свойств и расширение технологических возможностей материала.
Поставленная цель достигается тем, что материал содержит в режущем слое кубический нитрид бора BNсф, нитрид титана TiN, борид титана TiB2, интерметаллиды меди и титана CuTi3, CuTi2, CuTi, медь и дополнительно нитрид алюминия AlN, борид алюминия AlB12, интерметаллиды меди и алюминия Cu9Al4, Cu3Al2, CuAl, интерметаллиды титана и алюминия TiAl, TiAl3 и интерметаллиды меди, титана и алюминия CuAl23Ti8, Cu4Al71Ti25 при следующем соотношении компонентов режущего слоя, об.%:
BNсф - 30 - 50
TiN, TiB2, AlN, AlB12 - 55 - 20
Cu, CuTi3, CuTi2, CuTi, Cu9Al4, -
Cu Al2, CuAl, TiAl, TiAl3, -
CuAl23Ti8, Cu4Al71Ti25 - 15 - 30
и дополнительно материал содержит теплообменный слой из твердого сплава состава Т15К6, а соотношение режущего и теплообменного слоев составляет, об. %:
Режущий слой - 50 - 85
Теплообменный слой - 50 - 15
Композиционный материал по предлагаемому изобретению содержит два слоя: режущий слой, расположенный по периферии композита и теплообменный слой, расположенный в центре композита.
Режущий слой содержит кубический нитрид бора, бориды и нитриды титана и алюминия TiB2, TiN, AlB12, AlN, интерметаллиды меди и титана CuTi3, CuTi2, CuTi, интерметаллиды меди и алюминия Cu9Al4, Cu3Al2, CuAl, интерметаллиды титана и алюминия TiAl, TiAl3, интерметаллиды меди, титана и алюминия CuAl23Ti8, Cu4Al71Ti25 и медь. Такой фазовый состав материала обеспечивает как прочный спай зерен кубического нитрида бора со связующии, так и высокую вязкость композиционного материала, что в итоге повышает прочностные свойства композитов и режущие свойства пластин из сверхтвердого композиционного материала. Наличие кубического нитрида бора в количестве от 30 до 50 об. % обеспечивает высокие режущие свойства сверхтвердого композиционного материала. Практически установлено, что содержание кубического нитрида бора менее 30 об. % понижает износостойкость пластин, а содержание выше 50 об.% нецелесообразно, так как положительный эффект достигнут, а дальнейшее увеличение приводит к охрупчиванию материала и к повышению его стоимости. Добавление в состав режущего слоя тугоплавких соединений алюминия AlB12, AlN, обладающих высокой твердостью, повышает твердость и микротвердость связующего, увеличивает стойкость композитов, особенно при обработке закаленных сталей. Содержание тугоплавких соединений TiN, TiB2, AlN, AlB12 в интервале 20-55 об. % обуславливает прочную связь зерен кубического нитрида бора и соответственно высокие прочностные и режущие свойства материала. Понижение содержания нитридов и боридов TiN, TiB2, AlN, AlB12 ниже 20 об.% ухудшает режущие свойства - приводит к чрезмерному истиранию резца по задней грани. Увеличение содержания тугоплавких соединений выше 55 об.% повышает хрупкость материала, что приводит в дальнейшем к микровыкрашиванию на режущей кромке пластин из композитов. Режущий слой сверхтвердого композиционного материала содержит также медь и интерметаллиды: меди и титана CuTi3, CuTi2, CuTi, меди и алюминия Cu9Al4, CuAl, Cu3Al2, титана и алюминия TiAl, TiAl3, меди, титана и алюминия CuAl23Ti8, Cu4Al71Ti25. Наличие в большом количестве (15 об.% и более) в режущем слое двойных и тройных интерметаллидов и чистой меди обеспечивает высокую вязкость композиционного материала, высокую теплопроводность режущего слоя композитов, значительно повышает выход годного, что важно в экономическом отношении. Уменьшение содержания выбранной опытным путем совокупности вышеуказанных интерметаллидов и меди ниже 15 об.% ухудшает режущие свойства пластин из композитов, а увеличение их содержания более 30 об. % увеличивает относительный износ резцов. Именно совокупность большого количества выбранного состава двойных и тройных интерметаллидов меди, титана и алюминия с одновременным дополнительным упрочнением связующего тугоплавкими соединениями алюминия (AlN, AlB12) обеспечивает широкие возможности материала по предлагаемому изобретению, высокие режущие свойства композитов при сложнопеременных режимах резания.
Пластины резцов при точении термически обработанных сталей на обычных режимах резания испытывают большое силовое и высокотемпературное воздействие. А при сложнопеременных режимах резания, например, при высокоскоростном точении с чередующимися циклами термонагружений, высокотемпературное воздействие на резец приводит к аварийному затуплению или поломкам резца. Наличие в сверхтвердом композиционном материале теплообменного слоя, обладающего высокой теплопроводностью, устраняет или значительно снижает отрицательное воздействие на резец за счет стабильного отвода теплоты в процессе резания, что обеспечивает возможность точения при оптимальной температуре. Теплообменный слой содержит твердый сплав состава Т15К6, то есть включает материал с высокими теплопроводностью и физико-механическими свойствами (табл. 1). Наличие теплообменного слоя в сочетании с тщательно выбранным фазовым составом материала позволяет резцам из этого материала работать при высоких скоростях (более 100 м/мин) с чередующимися циклами термонагружений. Резцы с высокой стойкостью при сложнопеременных режимах резания особенно необходимы в автоматизированном производстве. Кроме того, пластины резцов с теплообменным слоем из сплава состава Т15К6 обеспечивают более плотный контакт пластины с державкой при механическом креплении резца. Наличие теплообменного слоя из твердого сплава состава Т15К6 в композиционном материале значительно удешевляет композиты. Необходимо отметить, что вертикальное (осевое) расположение этого слоя позволяет режущим пластинам из этого материала работать с большой глубиной резания (до 5 мм), что значительно расширяет технологические возможности материала и позволяет использовать материал по предлагаемому изобретению при обработке как закаленных до высокой твердости сталей, так и сталей в состоянии поставки.
Объемное отношение слоев подобрано экспериментально. Уменьшение содержания режущего слоя менее 50 об.% сужает область использования этих пластин за счет уменьшения глубины резания и снижения производительности обработки. Нижний предел объемного отношения режущего слоя к теплообменному (50 об.%) определяется стремлением к получению после механической обработки композитов с максимальной толщиной режущего слоя и, соответственно, с максимальной глубиной резания пластинами резцов. Превышение верхнего предела режущего слоя (85 об. %) приводит к уменьшению теплоотвода, соответственно к ухудшению режущих свойств и увеличению износа пластин из сверхтвердого композиционного материала, что экономически невыгодно.
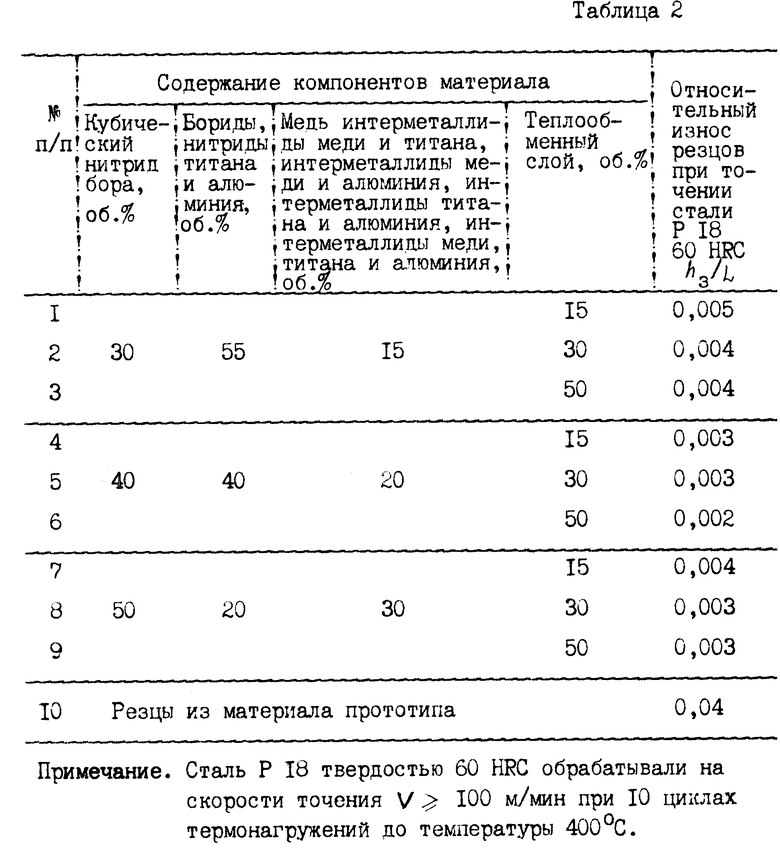
Пример. В катлинитовый контейнер - чечевицу камеры высокого давления в цилиндрическое отверстие, которое представляет собой реакционный объем, помещают первую - нижнюю пластину нагревателя, выполненную в форме таблетки, диаметр которой равен диаметру отверстия в чечевице. На пластину нагревателя в чечевицу камеры высокого давления помещают токопроводящий формообразующий вкладыш из графита, выполненный в виде цилиндра с внутренним отверстием, соответствующим формам многогранных пластин для режущего инструмента. На нижней пластине нагревателя в центре формообразующего вкладыша в осевом направлении располагают теплообменный слой, выполненный из твердого сплава состава Т15К6. Теплообменный слой изготавливают по конфигурации, соответствующей форме изделия (режущей пластины) либо прессованием из шихты, либо точением из готового (предварительно спеченного) теплопроводящего материала теплообменного слоя. На нижней пластине нагревателя между стержнем теплообменного слоя и формообразующим вкладышем размещают шихту режущего слоя. Сверху на формообразующий вкладыш помещают вторую - верхнюю пластину нагревателя, выполненную в форме таблетки с диаметром, равным внешнему диаметру формообразующего вкладыша. Заполненную чечевицу помещают в аппарат высокого давления и температуры и подвергают воздействию давления приблизительно 30 кБар и температуры, достаточной для расплавления связующего режущего слоя. После изотермической выдержки приблизительно 20 с, понижения давления до атмосферного, а температуры до комнатной, получают композит, имеющий форму изделия. Изменяя количество компонентов режущего слоя, а также соотношение режущего и теплообменного слоев получают составы композитов, представленные в табл. 2. В табл. 2 приведены составы сверхтвердого композиционного материала и относительный износ пластин из композитов в сопоставлении с известным материалом прототипа.
Режущие свойства определяли при обработке закаленной высокотвердой вольфрамосодержащей стали при высокоскоростном точении с чередующимися циклами термонагружений. Износ пластин по задней поверхности измеряли на микроскопе МИМ-10. Как следует из приведенных в табл.2 данных предложенный сверхтвердый композиционный материал обеспечивает в сравнении с известным материалом (прототипом) значительное уменьшение относительного износа: резцы, полученные из материала прототипа, показывают относительный износ h3/L приблизительно 0,04; резцы полученные из материала по предлагаемому изобретению, показывают относительный износ h3/L = 0,002-0,005.
Повышение режущей способности инструмента, расширение его технологических возможностей и понижение его себестоимости обеспечивают высокую степень конкурентоспособности режущих пластин из предлагаемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2098389C1 |
| СВЕРХТВЕРДЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1993 |
|
RU2083714C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2114803C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2118951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2098388C1 |
| Шихта и способ получения износостойкого материала с ее использованием методом СВС | 2018 |
|
RU2691656C1 |
| СВЕРХТВЕРДЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1988 |
|
SU1542071A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2147972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| Сырьевая смесь для изготовления крупноразмерной заготовки сверхтвердого композитного материала, крупноразмерная заготовка сверхтвердого композитного материала и способ ее получения | 2020 |
|
RU2750448C1 |

Изобретение относится к получению сверхтвердых материалов в аппаратах высокого давления и температуры. Сверхтвердый композиционный материал имеет более высокие режущие свойства. Материал содержит режущий слой, включающий 30 - 5 об.% кубического нитрида бора (BNс ф), 20 - 55 об.% нитридов и боридов титана и алюминия TiN, TiВ2, AlN, AlB1 2, 15 - 30 об.% меди и совокупности интерметаллидов: меди и титана CuTi3, CuTi2, CuTi, меди и алюминия Cu9Al4, Cu3Al2, CuAl, титана и алюминия TiAl, TiAl3, меди, титана и алюминия CuAl2 3Ti8, Cu4Al7 1Ti2 5 и теплообменный слой из твердого сплава состава Т15К6, а соотношение режущего и теплообменного слоев составляет, об.%: режущий слой 50 - 85, теплообменный слой 50 - 15. Материал может найти применение в машиностроении в качестве лезвийного режущего инструмента. 2 табл.
Сверхтвердый композиционный материал, включающий режущий слой, содержащий кубический нитрид бора BNс ф, нитрид титана TiN, борид титана TiB2, интерметаллиды меди и титана CuTi3, CuTi2, CuTi и медь, отличающийся тем, что он дополнительно содержит теплообменный слой из твердого сплава Т15К6, причем режущий слой дополнительно содержит нитрид алюминия AlN, борид алюминия AlB1 2, интерметаллиды меди и алюминия Cu9Al4, Cu3Al2, CuAl, интерметаллиды титана и алюминия TiAl, TiAl3 и интерметаллиды меди, титана и алюминия CuAl2 3Ti8, Cu4Al7 1Ti2 5 при следующем соотношении компонентов, об.%:
BNс ф - 30 - 50
TiN, TiB2, AlN, AlB1 2 - 55 - 20
Cu, CuTi3, CuTi2, CuTi, Cu9Al4 Cu3Al2, CuAl, TiAl, TiAl3, CuAl2 3, Ti8, Cu4Al7 1 Ti2 5 - 15 - 30
а соотношение режущего и теплообменного слоев составляет, об.%:
Режущий слой - 50 - 85
Теплообменный слой - 50 - 15а
| SU, авторское свидетельство, 1542071, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
