Изобретение относится к грузоподъемным пневматическим механизмам и может быть использовано при изготовлении эластичных домкратов, в том числе длинномерных морских домкратов.
Проблемой в технологии изготовления эластичных домкратов является обеспечение прочности склейки частей подъемной подушки.
Известны способы изготовления подъемных подушек эластичных домкратов (пат. США N 4643398, 4372533), которые заключаются в том, что на герметичную камеру накладывают слои эластичного высокопрочного материала, которые, в свою очередь, также соединяются различными способами, преимущественно путем перехлестывания слоев этого материала. Недостатком этих способов являются разрывы армирующих слоев, приводящие к снижению прочностных характеристик конструкции.
Известен способ изготовления силовой тканевой камеры для домкрата (пат. N 502601 от 16.03.71г., заявитель - французская фирма "Сосьете Аноним Прональ", конвенционная заявка N 7009828). Данный способ можно выбрать за прототип предлагаемого технического решения. По этому способу изготавливается конструкция силовой камеры домкрата с цельными днищами. Для этого тканевую заготовку размечают по габаритному контуру камеры в виде многоугольника основы и внешнему контуру - в виде многоугольника края. Затем перегибают заготовку по размеченным линиям, закладывая краевые складки, получают объемную форму камеры, в образовавшееся отверстие вставляют тканевый диск и герметично прикрепляют его к верхней части камеры.
Недостатками описанного способа являются разнотолщинность стенок камеры, появляющаяся в результате закладывания складок и установки тканевого диска, сложность крепления тканевого диска к стенкам камеры, недостаточная прочность и герметичность конструкции.
Целью изобретения является повышение прочности и герметичности конструкции, снижение технологических и эксплуатационных напряжений.
Для достижения цели выкладывают резиновые части камеры на оправке, изготавливают две заготовки в виде колпаков, кромку одного из колпаков дважды подгибают с образованием И-образного профиля и опирают на жесткое кольцо, кромку второго колпака приклеивают внахлест к внешней стороне И-образного профиля кромки, а затем после прессования распрямляют клеевой шов путем подачи давления внутрь камеры.
Автоклавным прессованием на двух съемных оправках получают цельноформованные детали из резины цилиндрической формы со сферическими днищами. После проведения режима прессования и снятия отвержденных деталей с оправок выполняется И-образной подгиб края одной из деталей, подгиб укрепляется металлическим кольцом. На подогнутый край первой детали накладывается конец второй детали и производится склеивание двух половин домкрата. Требуемое удельное давление режима склеивания обеспечивается установкой прижимного наружного металлического кольца. По окончании процесса полимеризации клея удаляются прижимные кольца и внутрь образовавшейся замкнутой оболочки подается давление, необходимое для расправления (выворачивания) ранее подогнутых соединенных кромок двух половин домкрата. Кромка второй детали приклеивается заподлицо с наружной поверхностью ответной детали. Далее, получаемый шов дополнительно герметизируется резиновой герметизирующей лентой.
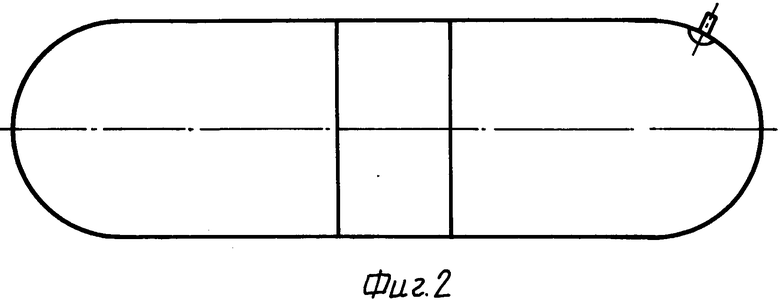
На фиг. 1 показан способ склейки двух частей эластичного домкрата. Левая половина эластичного домкрата 1 подгибается с образованием И-образного профиля и укладкой разделительного слоя 6, опирается на металлическое кольцо 3 и клеевым швом 5 скрепляется с правой половиной домкрата 2 при помощи прижимного металлического кольца 4.
На фиг. 2 показан вид эластичного домкрата после склейки и нанесения герметизирующей ленты.
Данный способ позволяет получить замкнутую длинномерную конструкцию с одним центральным кольцевым клеевым швом, способствует снижению технологических и эксплуатационных напряжений, увеличению уровня герметичности, прочности, надежности.
Способ применим для изготовления мягких морских домкратов, рабочее давление которых 0,4-0,45 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |
| Ролик-мешок пневматический | 2018 |
|
RU2675747C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ТЕЛА ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2215611C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2013 |
|
RU2527009C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2003 |
|
RU2256813C2 |
| Ролик-мешок | 2017 |
|
RU2651494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЫ МЕМБРАННОГО НАСОСА | 2002 |
|
RU2230226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ ЭЛАСТИЧНОГО ДОМКРАТА | 1995 |
|
RU2086500C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2697367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2230004C1 |
Изобретение относится к грузоподъемным пневматическим механизмам и может быть использовано при изготовлении эластичных домкратов, в том числе при изготовлении длинномерных морских домкратов. Способ позволяет получить замкнутую длинномерную герметичную конструкцию с одним кольцевым клеевым швом, способствует снижению технологических и эксплуатационных напряжений, повышению герметичности изделия. В способе изготовления эластичного длинномерного домкрата изготавливают две заготовки частей камеры в виде колпаков путем автоклавного прессования на съемных оправках. Кромку одного колпака дважды подгибают с образованием И-образного профиля. Кромку второго колпака укрепляют на нем металлическими кольцами и приклеивают внахлест. После приклеивания расправляют клеевой шов путем подачи давления внутрь камеры. 2 ил.
Способ изготовления эластичного длинномерного домкрата, включающий склеивание резиновых заготовок частей камеры путем подгиба кромки одной части и приклеивания к ней внахлест кромки второй части, отличающийся тем, что заготовки частей камеры выполняют в виде колпаков путем автоклавного прессования на съемных оправках, а при склеивании И-образный подгиб кромки одного колпака и приклеиваемую к нему внахлест кромку второго колпака укрепляют металлическими кольцами, после приклеивания расправляют клеевой шов путем подачи давления внутрь камеры.
| US, патент, 4372533, кл | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| US, патент, 4643398, кл | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| SU, патент, 502601, кл | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| SU, авторское свидетельство, 8313, кл | |||
| Солесос | 1922 |
|
SU29A1 |

