Изобретение относится к машиностроению, в частности к конструкциям оболочек из армированных пластиков на основе высокомодульных материалов, изготовлению конструкции оболочек, компенсирующих их продольные тепловые расширения и не создающих термических напряжений при изменении температурного поля, и может быть использовано для изготовления корпусов телескопа.
Известен способ изготовления оболочек, в котором три внутренних слоя укладываются геодезической намоткой однонаправленной ленты шириной 30 мм из углеродных нитей УКН-5000, пропитанных эпоксидным связующим ЭДТ-10 с натяжением 100 кгс на 1 см ширины ленты, а укладывают наружный слой ленты из стеклонити ВМПС 6-7, 2 х 4 х 2-80 шириной 30-50 мм и с тем же натяжением. См. описание к авт. св. N 1816705, опубл. 23.05.93, бюл. N 19.
Известна там же конструкция оболочки, состоящая из армированного пластика и включающая намотанные внутренние с высоким модулем упругости и наружные с низким модулем упругости слои из разнородных волокнистых материалов.
Однако такие оболочки из армированного пластика и способ их изготовления не позволяют применять их при значительных осевых нагрузках на сжатие и обеспечить сохранение размеростабильности при изменении температурного поля.
Известен принятый за прототип способ изготовления оболочек, работающих на осевое сжатие и включающий намотку на оправку стрингеров и шпангоутов с последующим отверждением их в автоклаве и намотку на них обшивки с окончательным отверждением в автоклаве. См., например, И.М. Буланов и В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: изд-во МГТУ им. Н.Э.Баумана, 1998 г., с. 466-467.
Известна там же конструкция оболочки (фиг. 6.25), состоящая из шпангоутов, стрингеров и обшивки. Хотя изготовленные данным способом оболочки данного типа по сравнению с аналогом позволяют увеличить на оболочки осевые нагрузки и снизить массу конструкции на 25-30% по сравнению с алюминиевыми оболочками, они не решают вопросов размеростабильности при воздействии температурного поля. Да и выдерживаемые осевые нагрузки недостаточны для некоторых видов конструкций. Например, для изготовления корпусов телескопа.
Задачей, на решение которой направлена группа заявляемых изобретений, является изготовление оболочки, позволяющей обеспечить сохранение размеростабильности при эксплуатации в меняющемся температурном поле при значительных осевых нагрузках и обладающей незначительной массой.
Ожидаемый технический результат заключается в сохранении определенных свойств оболочек при сложном эксплуатационном воздействии.
Для этого способ изготовления оболочки, включающий изготовление стрингеров, шпангоутов и обшивки методом выкладки в пресс-форме или на оправке заготовок, имеющих определенно расположенные направления выкладки и расчетное число слоев, с использованием автоклава, и соединение элементов оболочки, дополнительно содержит операции, где слои выкладывают симметрично относительно середины слоев, а в обшивке выполняют проточки по количеству шпангоутов, два из которых, устанавливаемые по торцам по внутреннему диаметру, протачивают под размер диаметра торцевых проточек на половину их толщины, а по внешнему диаметру с этой же стороны выполняют проточки под размер крайних пазов стрингеров, устанавливаемых в радиальные пазы, выполненные на глубину внутренней проточки этих шпангоутов и количество которых совпадает с количеством стрингеров, определяемых расчетным путем, при этом остальные шпангоуты также имеют на внешнем диаметре канавки, совпадающие с канавками на стрингерах, и устанавливаются в остальные проточки обшивки в виде секторов с выступами на концах, входящими на половину толщины каждого стрингера и количество которых в шпангоуте совпадает с количеством стрингеров, причем соединение элементов оболочки производят посредством их склеивания в местах соприкосновения, образуя при этом кольцевое совпадение проточек шпангоутов и пазов стрингеров, с последующим заполнением их намоткой жгутом или нитью с определенным натягом на клеевой основе заподлицо. Внутренние слои обшивки и стрингеров выложены под углом +35o и -35o друг к другу из материала "Кулон-П" со связующим ЭНФБ, а наружные слои выложены под углом 0o ; а слои шпангоутов выкладывают под углом +45o и -45o друг к другу лентой углеродной ЛУП-0,1 двойными слоями со связующим ЭНФБ, при этом два торцевых шпангоута, выполняющие роль фланцев, имеют количество слоев в два раза больше, чем в заготовках остальных шпангоутов, а заполнение проточек шпангоутов и пазов стрингеров производится углеродным жгутом УКН-5000 на клее ВК-9 с натягом 15% от разрывной нагрузки жгута. На фланцах и/или обшивке на клею ВК-9 устанавливают закладные элементы в виде втулок, а на оболочку в сборе наносят титановое покрытие толщиной 9 мкм после обработки в размер торцов и шпангоутов.
Конструкция оболочки, состоящая из двух фланцев с закладными элементами, расчетного количества стрингеров и шпангоутов, а также обшивки с проточками для установки фланцев и шпангоутов, имеет в перпендикулярной к ее оси плоскости дополнительно проточки на внешнем диаметре фланцев и шпангоутов, совпадающие по высоте и ширине с пазами, выполненными на стрингерах, причем проточки фланцев и шпангоутов и пазы стрингеров образуют в сборе кольцевые канавки, по которым производят дополнительное неразъемное соединение всех элементов оболочки. При этом конструкция оболочки имеет на фланцах и/или обшивке установленные закладные элементы в виде втулок, а в сборе имеется титановое покрытие толщиной 9 мкм и включает модуль, меняющийся по диаметру, длине и количеству стрингеров и шпангоутов, который стыкуется с аналогичными модулями как по фланцам, так и по закладным элементам обшивки и в комбинации.
На фиг. 1 представлен общий вид оболочки в сборе.
На фиг. 2 представлена заготовка обшивки.
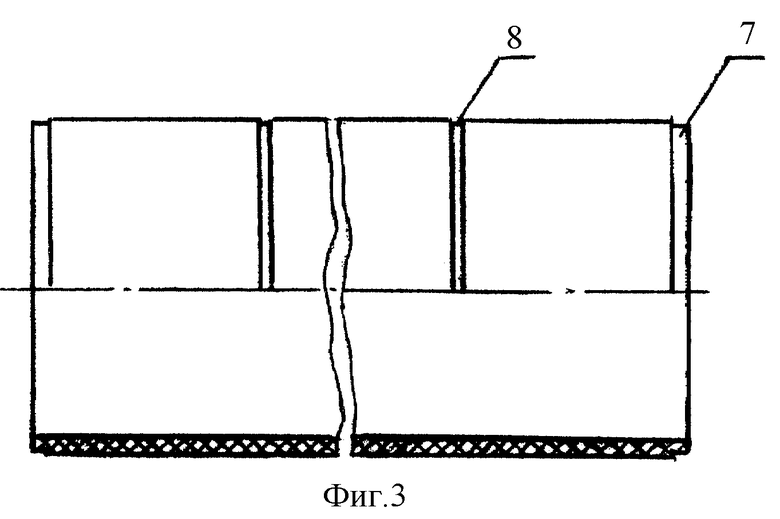
На фиг. 3 представлена обшивка с проточками под шпангоуты и фланцы.
На фиг. 4 представлена заготовка фланца.
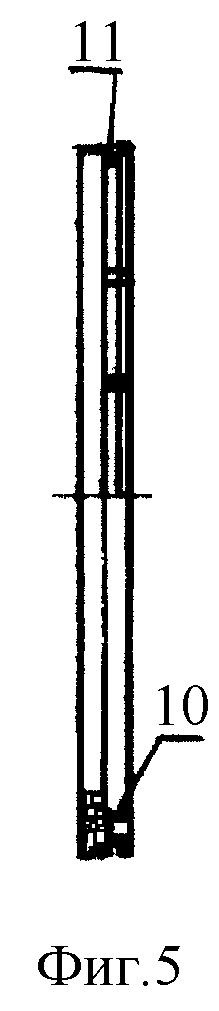
На фиг. 5 представлен фланец, готовый к сборке.
На фиг. 6 представлен элемент шпангоута, готового к сборке.
На фиг. 7 представлена заготовка под стрингеры.
На фиг. 8 представлен стрингер, готовый к сборке.
На фиг. 9 представлена втулка для установки на фланцах и обшивке.
На практике способ реализуется следующим образом. Для каждой единицы сборки, которыми являются обшивка 1, фланец 2, стрингер 3, шпангоуты 4, готовится заготовка методом выкладки в пресс-формах для фланцев, стрингеров и шпангоутов, и на оправке для обшивки. При этом два торцевых шпангоута выполняют роль фланцев 2.
Заготовка 5 обшивки 1 готовится путем выкладки на оправке, диаметр которой совпадает с внутренним диаметром оболочки, восьми слоев высокомодульной углеродной ленты с поверхностной обработкой "Кулон-П", изготовляемой по ТУ-6-06-31-528-86. Выкладка производится встык без нахлеста под углом, равным нулю, к оси вращения оправки или обшивки, используя эпоксинаволачное фенольнобакилитовое связующее ЭНФБ (ТУ 1-596-36-82). Далее выкладывали двенадцать слоев этой ленты со связующим под углом +35o к оси оправки, формируя тем самым половину заготовки. Далее выкладывали двенадцать слоев этой ленты со связующим под углом -35o к оси оправки. И затем восемь слоев под углом равным нулю, формируя тем самым вторую половину заготовку, симметричную первой половине. Столько же слоев и в том же порядке и под теми же углами, но только к длине изготавливаемого стрингера выкладывалась заготовка 6 для стрингеров 3 и с расчетом, что из нее можно будет изготовить необходимое их количество. При этом использовалась та же лента графитовая и то же связующее. Укладка лент в каждом слое производилась встык, и следующий слой выкладывался так, чтобы стыки располагались по середине укладываемой ленты, т. е. с перекрытием стыков. После двух-трех слоев выкладки желательно проводить обжатие, например, намоткой жгута с усилием через фторопластовую пленку. После выкладки необходимого расчетного количества слоев проводится автоклавное формование по режиму отверждения связующего. После автоклавного формования на заготовке 5, на токарном станке производятся проточки 7 под установку фланцев 2 и проточки 8 под установку расчетного количества шпангоутов 4. Параллельно с изготовлением заготовок для обшивки и стрингеров производится изготовление заготовок под фланцы и шпангоуты. Заготовка 9 под фланцы 2 выкладывается лентой углеродной упрочненной с поверхностной обработкой ЛУП-0,1 (ГОСТ 28-006-88, ТУ-6-06-И81-85) двойным слоем со связующим ЭНФБ в пресс-формах под углом +45o и -45o в полярных координатах по отношению к центру окружности фланца и с количеством слоев, равным количеству слоев обшивки с симметричным их расположением. При этом выполнялись требования по укладке встык и перекрытию стыков серединой ленты с последующим слоем. После выкладки и поджатия пакета в пресс-форме проводилось автоклавное формование. Все требования к заготовке 9 под фланцы 2 применяются для изготовления заготовки под шпангоуты 4, но только количество слоев в пакете перед автоклавном формованием в два раза меньше, а после автоклавного формования толщина кольца равняется ширине проточки 8 на внешней стороне обшивки 1. После автоклавного формования заготовки 9 ее подвергают токарной и фрезерной обработке. На токарном станке делают проточку 10 на длину и диаметр проточки 7 обшивки 1, а над проточкой 10 делают проточку 11, равную по высоте и ширине пазу 12 стрингера 3. На этой же стороне фланца на фрезерном станке фрезеруют радиальные пазы по количеству стрингеров с таким расчетом, чтобы совпадали пазы 12 стрингера и проточка 11 на фланце, образуя одну общую кольцевую проточку, и при этом при сборке обшивки, стрингеров и фланцев все их торцевые поверхности соприкасались одновременно. Параллельно из заготовки шпангоута изготавливали элемент шпангоута 13, например, путем проточки на токарном станке канавки на внешнем диаметре по высоте и ширине, равной пазу 14 на стрингере 3, с последующим радиальным разрезанием на сектора с выступами 15 на концах и входящие на половину ширины стрингера в проточку 8 под ним. Сектора шпангоутов можно делать и по-другому, заранее формируя проточку в пресс-форме. Устанавливая элементы шпангоута вокруг обшивки между стрингерами, образуем кольцевое совпадение паза 14 стрингера и проточек элементов шпангоута. При этом высота шпангоутов, фланцев и стрингеров, выступающая над внешним диаметром обшивки, должна быть одинаковой, образуя единый внешний диаметр. Перед соединением всех элементов оболочки в единую конструкцию все соприкасаемые части фланцев, стрингеров, обшивки и элементов шпангоутов, кратное количеству шпангоутов и количеству стрингеров, смазывают высокотемпературным клеем ВК-9 (ОСТ 92-0948-83). После сборки оболочки образовавшиеся кольцевые проточки заматывают углеродным жгутом из углеродной комплексной нити УКН-5000 (ТУ-6-06- И 152-87) на клее ВК-9 заподлицо с расчетным натягом жгута. И вся сборка проходит термообработку в печи АРП-5. А после термообработки излишки пластика снимают в размер конструкции оболочки. Далее созданная таким образом конструкция оболочки покрывается слоем титана толщиной 9 мкм путем электродиффузионного напыления. Затем в соответствии с требованиями чертежа и функциональной принадлежности оболочки устанавливают необходимое количество закладных элементов на фланцах и/или обшивки, просверливая для этого сквозные отверстия и вставляя в них на клею ступенчатые по внешней поверхности втулки. Таким образом, создается неразъемная конструкция оболочки, состоящая из обшивки, двух фланцев с закладными элементами и расчетного количества стрингеров и шпангоутов, дополнительно имеют совпадающие в перпендикулярной плоскости к оси оболочки проточки и пазы, образующие в сборе кольцевые канавки, и по которым происходит дополнительное неразъемное соединение всех элементов оболочки. Конструкция имеет на фланцах и обшивке установленные закладные элементы в виде втулок. На оболочке в сборе имеется покрытие Ti-9 мкм. Т.е. получается модуль, который в зависимости от функциональных задач и воспринимаемых нагрузок может менять диаметр, длину, количество стрингеров и шпангоутов. И при этом может быть собран модуль к модулю через закладные элементы не только по фланцам, но и по закладным элементам, расположенным на обшивке и в разнообразном сочетании, в т.ч. и разных модулей.
Нами для корпуса телескопа была изготовлена оболочка с внутренним диаметром 548 мм и длиной 878 мм, имеющая массу 20 кг и выдерживающая осевую сжимающую нагрузку более 6 т. Оболочка имеет коэффициент линейного термического расширения (КЛТР) в продольном направлении - 4,1•10-6K-1 и в кольцевом (поперечном) направлении 8,4•10-6K-1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2538002C1 |
| СПОСОБ ФОРМИРОВАНИЯ СИЛОВОГО ШПАНГОУТА НА ОБОЛОЧКЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2356789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕЧНОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355575C2 |
| Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом | 2019 |
|
RU2708418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА | 2008 |
|
RU2382698C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2565180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2337817C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ | 2001 |
|
RU2201345C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБОЛОЧКИ ВРАЩЕНИЯ С НАРУЖНЫМИ КОЛЬЦЕВЫМИ УТОЛЩЕНИЯМИ И ВЫСТУПАМИ | 2021 |
|
RU2771885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2324092C1 |



Изобретение относится к машиностроению, в частности к конструкциям оболочек из армированных пластиков на основе высокомодульных материалов, изготовлению конструкции оболочек, и может быть использовано для изготовления корпусов телескопа. Способ изготовления оболочки включает изготовление стрингеров, шпангоутов и обшивки методом выкладки в пресс-форме или на оправке заготовок с использованием автоклава и соединение элементов оболочки. Заготовки имеют определенно расположенные направления выкладки и расчетное число слоев. Слои выкладывают симметрично относительно середины слоев. В обшивке выполняют проточки по количеству шпангоутов, два из которых, устанавливаемые по торцам по внутреннему диаметру, протачивают под размер диаметра торцевых проточек на половину их толщины. По внешнему диаметру с этой же стороны выполняют проточки под размер крайних пазов стрингеров. Стрингеры устанавливают в радиальные пазы, выполненные на глубину внутренней проточки этих шпангоутов и количество которых совпадает с количеством стрингеров, определяемых расчетным путем. Остальные шпангоуты также имеют на внешнем диаметре канавки, совпадающие с канавками на стрингерах. Эти шпангоуты устанавливаются в остальные проточки обшивки в виде секторов с выступами на концах, входящими на половину толщины каждого стрингера и количество которых в шпангоуте совпадает с количеством стрингеров. Соединение элементов оболочки производят посредством их склеивания в местах соприкосновения. При этом образуют кольцевое совпадение проточек шпангоутов и пазов стрингеров с последующим запоминанием их намоткой жгутом или нитью с определенным натягом на клеевой основе заподлицо. Описана также конструкция оболочки, получаемая в результате осуществления способа. Изобретение позволяет изготавливать оболочку, сохраняющую размеростабильность при эксплуатации в меняющемся температурном поле при значительных осевых нагрузках и обладающую незначительной массой. 2 с. и 10 з.п.ф-лы, 9 ил.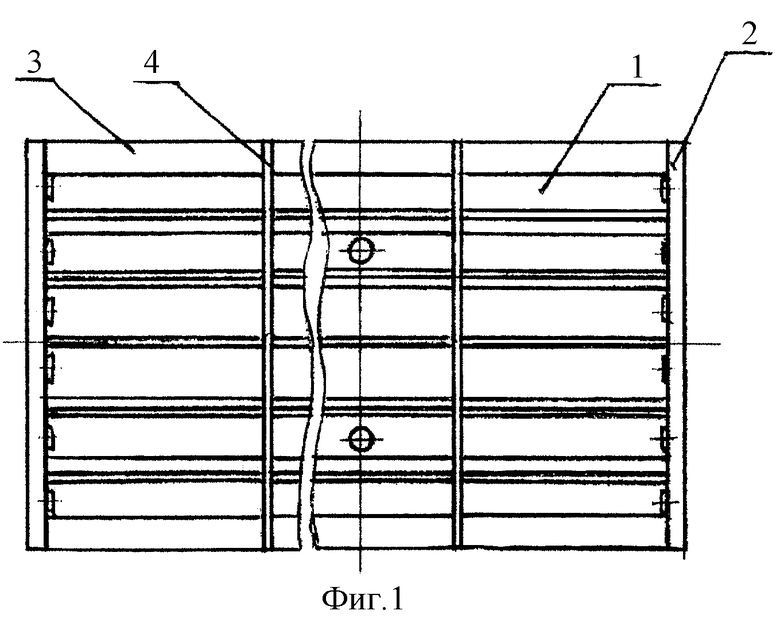
| БУЛАНОВ И.М., ВОРОБЕЙ В.В | |||
| Технология ракетных и аэрокосмических конструкций из композиционных материалов | |||
| - М.: МГТУ им.Баумана, 1998, с.466-467 | |||
| Способ изготовления слоистых изделий из композиционного материала | 1990 |
|
SU1799742A1 |
| ВСЕСОЮЗНАЯ IПи i ь,»j .• П1» • f 1. л г ^ ,'=', U i i ;-• л/ Е!'1БЛИО"Г[{А | 0 |
|
SU310060A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2397279C1 |
| US 4061520 A, 06.12.1977 | |||
| GB 1417350 A, 10.12.1975 | |||
| DE 3440740 A1, 20.06.1985 | |||
| US 4289555 A, 15.09.1981 | |||
| 0 |
|
SU403685A1 | |

