Изобретение относится к области ракетостроения и может быть использовано при изготовлении корпусов ракетных двигателей, в частности при нанесении внутреннего теплозащитного покрытия (ТЗП) на внутреннюю поверхность корпусов твердотопливных ракетных двигателей (РДТТ) большого удлинения. Изобретение также может применяться при нанесении эластичных защитных покрытий на внутренние поверхности различных труб.
Известны способы нанесения внутреннего теплозащитного покрытия на корпуса РДТТ литьем под давлением или шнекованием, которые проводятся с установленным внутрь корпуса формообразующим элементом, обеспечивающим требуемую толщину и форму внутренней поверхности ТЗП. Недостатками этих способов являются невозможность изготовления многослойных, например, резинотканевых покрытий и практическая невозможность изготовления ТЗП малой толщины (1...3 мм) на корпусах большой длины (4...5 м и более).
Известен способ нанесения внутреннего теплозащитного покрытия по патенту РФ №2064600, включающий в себя изготовление и отверждение эластичной оболочки на оправке, снятие оболочки с оправки, установку оболочки внутрь корпуса и склейку ее с внутренней поверхностью корпуса прижатием к внутренней поверхности с помощью терморасширяемой оправки. При этом, естественно, на наружную поверхность оболочки перед ее установкой и внутреннюю поверхность корпуса наносится клеевой состав.
Недостатками такого способа являются сложность установки готовой оболочки внутрь корпуса (особенно, большого удлинения), связанная с тем, что на сопрягаемые поверхности нанесен клеевой состав, обладающий высокой “липкостью”, а также это может привести к образованию складок на оболочке и к возможности “запирания” между корпусом и оболочкой ТЗП воздушных прослоек, которые в рабочем режиме или при длительном хранении могут привести к расслоениям между ТЗП и корпусом.
Технической задачей предлагаемого изобретения является устранение указанных недостатков, повышение качества нанесения ТЗП на корпус и повышение надежности изделия в целом.
Технический результат достигается тем, что в известном способе нанесения эластичного покрытия после изготовления на оправке эластичной оболочки ТЗП, подготовки ее поверхности для приклейки оболочку выворачивают наизнанку. Один конец оболочки герметично скрепляют с корпусом, а второй закрывают герметичной заглушкой. Внутрь вывернутой наизнанку эластичной оболочки вставляют цилиндрический элемент, скрепленный с заглушкой, препятствующий складыванию оболочки. На противоположном конце корпуса закрепляют приспособление для вакуумирования внутренней полости корпуса, после чего проводят вакуумирование корпуса. При этом эластичная оболочка постепенно выворачивается внутрь корпуса и приклеивается к его внутренней поверхности. При необходимости (например, требования повышенного удельного давления в ТУ на клеевой состав) во внутренней полости корпуса с установленной эластичной оболочкой ТЗП может быть дополнительно создано избыточное давление.
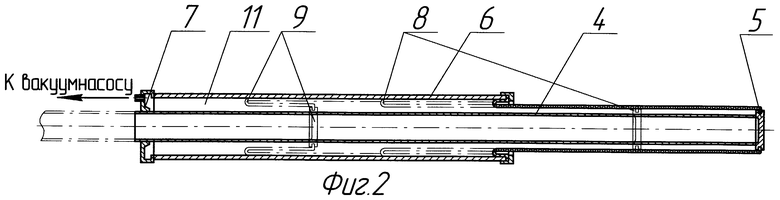
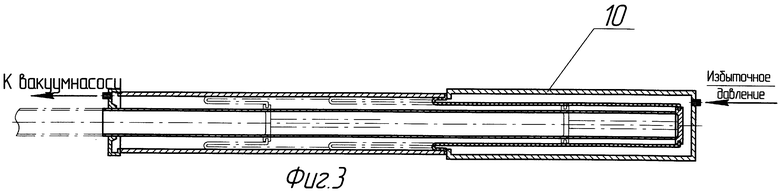
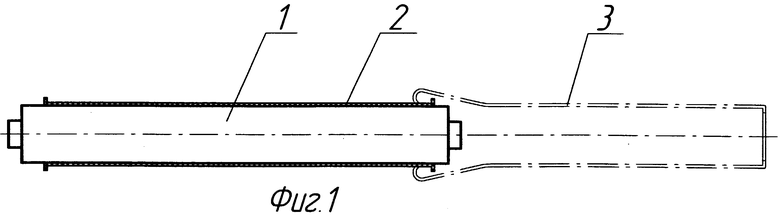
На фиг.1, 2, 3 показана реализация заявляемого способа. На оправке 1 (фиг.1) изготавливают эластичную оболочку ТЗП 2, подготавливают ее наружную поверхность к вклейке в корпус. После этого ее выворачивают наизнанку (поз.3 на фиг.1). Учитывая, что при вакуумировании эластичная оболочка ТЗП будет подвергаться действию избыточного наружного давления, которое приведет к ее складыванию, внутрь эластичной оболочки ТЗП 2 устанавливают цилиндрический элемент 4 (фиг.2), который препятствует складыванию оболочки. Один из концов эластичной оболочки герметично заглушают, устанавливая заглушку 5, связанную с цилиндрическим элементом 4. Второй конец эластичной оболочки по периметру герметично скрепляют с концом корпуса 6, при этом цилиндрический элемент 4 проходит сквозь корпус. На другой конец корпуса устанавливают приспособление 7, которое герметизирует полость 11, образованную внутренней поверхностью корпуса, эластичной оболочкой ТЗП и поверхностью цилиндрического элемента, а также обеспечивает возможность вакуумирования этой полости. После этого полость 11 вакуумируют через приспособление 7. За счет избыточного давления, воздействующего снаружи на эластичную оболочку ТЗП при вакуумировании, она вместе с цилиндрическим элементом 4 втягивается внутрь корпуса, выворачивается в рабочее (исходное) положение, расправляется и прижимается своей наружной поверхностью к внутренней поверхности корпуса, после чего проходит режим склейки эластичной оболочки и корпуса. Последовательные фазы 8, 9 выворачивачивания эластичной оболочки и продвижения цилиндрического элемента показаны на фиг.2. В связи с тем, что жесткостные и геометрические характеристики эластичной оболочки ТЗП и корпуса, в зависимости от конкретного изделия, могут изменяться весьма значительно, для обеспечения движения цилиндрического элемента и выворачивачивания эластичной оболочки, а также для создания необходимого (по техническим условиям на клеевой состав) контактного давления при склейке ТЗП и корпуса может потребоваться создание дополнительного избыточного давления. Это достигается установкой на корпус приспособления (емкости) 10 (фиг.3), в котором создается необходимое давление.
Учитывая, что при заявляемом способе нанесения покрытия эластичная оболочка ТЗП прижимается к корпусу последовательно и при этом каждый участок оболочки перед приклеем расправляется, а также перед приклеем проводится вакуумирование, обеспечивается повышение качества приклейки ТЗП к корпусу и надежности всего изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2013 |
|
RU2527009C1 |
| ОПРАВКА ДЛЯ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2013 |
|
RU2518774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ С ТКАНЕВЫМ ЗАЩИТНО-КРЕПЯЩИМ СЛОЕМ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2014 |
|
RU2554683C1 |
| Способ изготовления корпуса ракетного двигателя твердого топлива | 2015 |
|
RU2614422C2 |
| Способ изготовления эластичной манжеты корпуса ракетного двигателя на твёрдом топливе | 2018 |
|
RU2708732C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ВУЛКАНИЗАЦИОННОГО ОБОРУДОВАНИЯ | 2013 |
|
RU2542311C1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
| Антенный обтекатель | 2017 |
|
RU2662250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2538002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2012 |
|
RU2492340C1 |
Способ нанесения эластичного покрытия на внутреннюю поверхность корпуса включает в себя изготовление эластичной оболочки, введение ее внутрь корпуса и склейку эластичной оболочки с внутренней поверхностью корпуса. Перед установкой внутрь корпуса эластичную оболочку выворачивают наизнанку, одним концом герметично скрепляют с концом корпуса, второй конец оболочки герметично заглушают. Внутрь вывернутой наизнанку эластичной оболочки устанавливают цилиндрический элемент и скрепляют его с заглушенным концом оболочки. Полость, образованную внутренней поверхностью корпуса, поверхностью эластичной оболочки и цилиндрическим элементом, вакуумируют и, протягивая цилиндрический элемент вдоль корпуса, выворачивают внутрь корпуса эластичную оболочку. Изобретение повысит качество нанесения теплозащитного покрытия на корпус ракетного двигателя. 3 ил.
Способ нанесения эластичного покрытия на внутреннюю поверхность корпуса, включающий в себя изготовление эластичной оболочки, введение ее внутрь корпуса и склейку ее с внутренней поверхностью корпуса, отличающийся тем, что перед установкой внутрь корпуса эластичную оболочку выворачивают наизнанку, одним концом герметично скрепляют с концом корпуса, второй конец оболочки герметично заглушают, внутрь вывернутой наизнанку эластичной оболочки устанавливают цилиндрический элемент и скрепляют его с заглушенным концом оболочки, после чего вакуумируют полость, образованную внутренней поверхностью корпуса, поверхностью эластичной оболочки и цилиндрическим элементом, и выворачивают при этом эластичную оболочку внутрь корпуса, протягивая цилиндрический элемент вдоль корпуса.
| СПОСОБ ОБРАЗОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 1994 |
|
RU2064600C1 |
| СПОСОБ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 1996 |
|
RU2117811C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ | 2001 |
|
RU2185895C1 |
| ВАКУУМНОЕ ЧИСТЯЩЕЕ УСТРОЙСВТВО | 2010 |
|
RU2552494C2 |
| СПОСОБ ПРОИЗВОДСТВА ГРАНУЛИРОВАННЫХ КОМБИКОРМОВ НА ОСНОВЕ ТОРФА | 2015 |
|
RU2606082C1 |
| Термостатический клапан, в частности радиаторный клапан | 2013 |
|
RU2614651C2 |
| Способ облицовки внутренней поверхности труб полимерными рукавными оболочками | 1981 |
|
SU1097504A1 |

