Изобретение относится к измерительной технике и может быть, преимущественно, использовано для диагностирования поверхностей качения колец подшипников в узлах в процессе эксплуатации и ремонта машин и механизмов.
Известен способ диагностирования колец подшипника, включающий вращение одного из его колец и оценку легкости вращения. При этом о наличии дефектов на поверхностях качения судят по характерным заеданиям, хрусту, щелканию [1] . Недостатком является то, что легкость вращения определяет оператор, поэтому такая оценка носит субъективный характер.
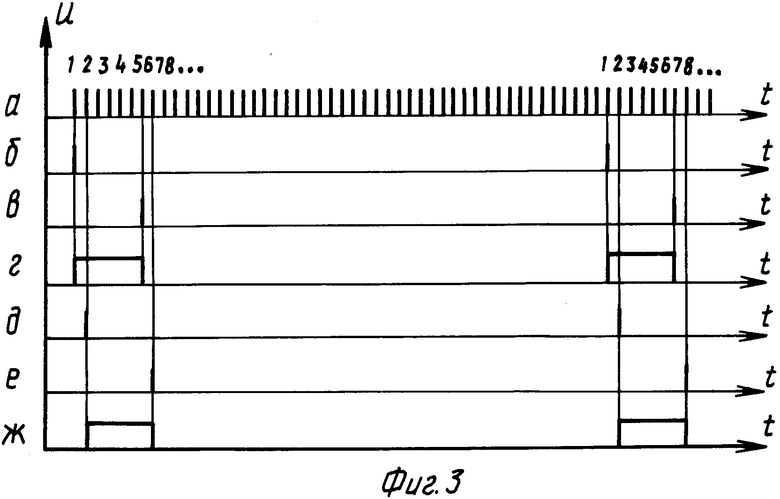
Наиболее близким по технической сущности к предлагаемому является способ диагностирования колец подшипника, заключающийся в том, что вращают одно из колец смазанного и нагруженного постоянной радиальной нагрузкой подшипника с рабочей частотой, а другое кольцо вращают с частотой на два-три порядка меньшей и проводят последовательно измерения интегрального параметра режима смазки подшипника для различных участков дорожки качения медленно вращающегося контролируемого кольца, охватывающих всю его рабочую поверхность. О качестве поверхности участка дорожки качения судят по отклонениям значения интегрального параметра режима смазки, измеренного для этого участка, от наименьшего значения параметра. Под действием постоянной радиальной нагрузки в подшипнике образуется зона нагружения в виде углового сектора, расположенного симметрично линии действия нагрузки. Значение диагностического параметра определяется качеством участков поверхностей качения деталей подшипника, попадающих за время его измерения в зону нагружения. В известном способе за время каждого измерения в зону нагружения попадают различные участки дорожки качения быстро вращающегося кольца и все тела качения, при этом воспринимает нагрузку и следовательно подвергается контролю лишь участок дорожки качения контролируемого кольца, размер которого превышает размер зоны нагружения на величину угла поворота контролируемого кольца за время измерения параметра. При последующих измерениях в зону нагружения попадают другие участки дорожки качения кольца, и так контролируют всю его поверхность. В качестве интегрального параметра режима смазки используют, например, нормированное интегральное время разрушения смазочной пленки, численно равное отношению суммарного времени разрушений смазочной пленки в контактных зонах деталей подшипника ко времени измерения. При наличии в зоне нагружения дефектного участка дорожки качения медленно вращающегося кольца значение интегрального параметра резко возрастает [2]. Способ принят за прототип.
Существенным недостатком известного способа является то, что для его реализации необходимо вращать на специальном стенде оба кольца подшипника, что делает невозможным проведение функционального диагностирования подшипника непосредственно в сборочном узле, когда одно из колец, как правило, вращается с рабочей частотой, а другое неподвижно установлено в корпусе. При проведении диагностирования необходим демонтаж подшипника, что значительно усложняет диагностирование и снижает его производительность. Кроме того, осуществление этого способа усложняется требованиями, предъявляемыми к выставлению и точному поддержанию частот вращения колец подшипника.
Предлагаемое изобретение решает задачу упрощения и расширения функциональных возможностей за счет поиска дефектов вращающегося кольца при функциональном диагностировании подшипника в сборочном узле.
Это достигается тем, что в известном способе, заключающемся в том, что вращают с рабочей частотой одно из колец смазанного и нагруженного постоянной радиальной нагрузкой подшипника, проводят измерения интегрального параметра режима смазки подшипника для различных участков дорожки качения контролируемого кольца, охватывающих всю его рабочую поверхность, и по отклонениям параметра для каждого участка от наименьшего значения определяют качество поверхности этого участка, согласно изобретению фиксируют неподвижно второе кольцо, а при выполнении каждого измерения интегральный параметр режима смазки определяют в периоды времени прохождения одним и тем же присущим только данному измерению участком дорожки качения вращающегося кольца углового сектора ±2π/Z от направления действия радиальной нагрузки, где Z - число тел качения подшипника, при этом число n участков дорожки качения контролируемого кольца выбирают кратным Z из условия n≥2π/ϕ, , где ϕ - допустимый угловой шаг дискретизации, определяемый требуемой точностью установления местоположения дефекта.
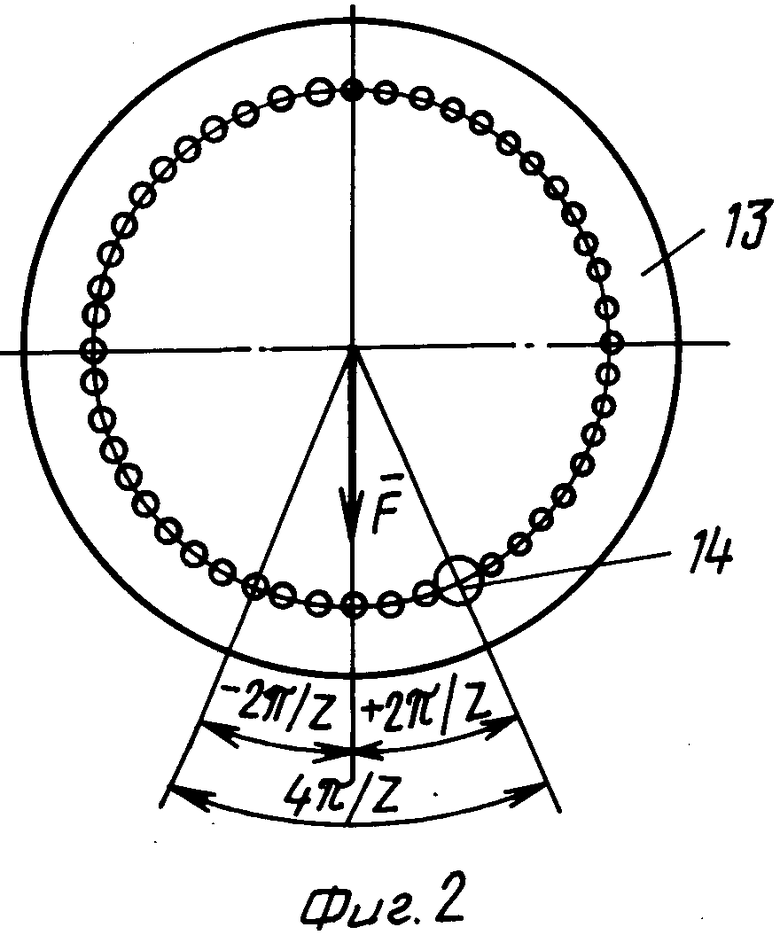
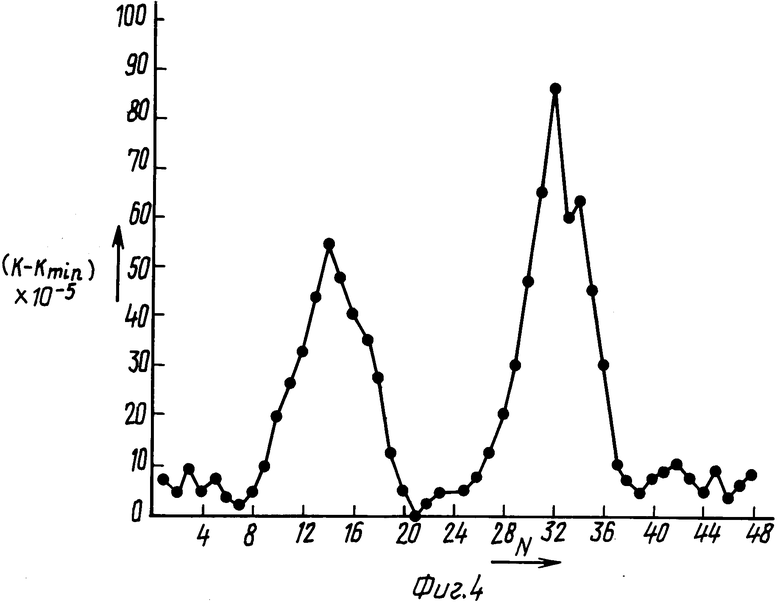
На фиг. 1 представлена схема устройства для осуществления способа при диагностировании колец подшипника в сборочном узле по параметру нормированное интегральное время разрушения смазочной пленки; на фиг. 2 - схема нагружения подшипника; на фиг. 3 - временные диаграммы, поясняющие работу устройства (в качестве примера диаграммы представлены для подшипника с числом 16 тел качения и числом 48 контролируемых участков дорожки качения контролируемого кольца); на фиг. 4 - диаграмма, иллюстрирующая пример реализации способа.
Внутреннее кольцо смазанного испытуемого подшипника 1 (фиг. 1), нагруженного радиальной силой F с помощью устройства 2 нагружения, установлено на валу 3 сборочного узла, наружное кольцо - в корпусе 4. Устройство содержит источник 5 электрического напряжения, один полюс которого через формирователь 6 импульсов и токосъемник 7 подключен к валу 3, а другой полюс подключен к наружному кольцу подшипника 1. К выходу формирователя 6 импульсов подключен первый вход временного селектора 8, второй вход которого соединен с генератором 9 опорной частоты, а выход через ключ 10 подключен к счетчику 11 канала 12 дискретного счета. Преобразователь углового положения вала выполнен в виде закрепленного на валу 3 диска 13 с метками и датчика 14, который вместе с одновибратором 15 подключен ко входам делителей 16 и 17 частоты, выходы которых через триггер 18 связаны с управляющим входом ключа 10 канала 12 дискретного счета.
Датчик 14 установлен в непосредственной близости от диска 13 на угловом расстоянии 2π/Z от линии действия радиальной нагрузки в направлении, противоположном направлению вращения кольца (фиг. 2). В момент прохождения против датчика 14 одной из меток, выполненных в виде отверстий на диске 13, равномерно расположенных по окружности, датчик 14 вырабатывает импульс напряжения. В качестве датчика 14 может использоваться, например, параметрический накладной электромагнитный преобразователь, включенный в мостовую схему [3]. Число n отверстий равно числу контролируемых участков дорожки качения исследуемого кольца.
Делители 16 и 17 частоты имеют одинаковые коэффициенты деления, равные n, однако, начальная фаза одного из них сдвинута относительно другого на 2n/Z. Делители 16 и 17 частоты могут быть выполнен, например, на микросхемах типа К 555 ИЕ6, а формирователь 6 импульсов - на интегральном компараторе К 554 СА2. В качестве триггера 13 может использоваться любой триггер, работающий в счетном режиме. Временной селектор 8 и ключ 10 выполняют функцию логического умножения 2И [4]. В качестве генератора 9 опорной частоты и счетчика 11 могут использоваться блоки стандартного электронного частотомера, например, типа ЧЗ - 34А.
Способ осуществляют следующим образом. Выбирают число n участков дорожки качения контролируемого внутреннего кольца кратным Z из условия n≥2π/ϕ. . С помощью вала 3 вращают с рабочей частотой закрепленное на нем контролируемое внутреннее кольцо смазанного и нагруженного с помощью устройства 2 нагружения радиальной нагрузкой подшипника 1. Наружное кольцо подшипника 1 фиксируют неподвижно в корпусе 3. Проводят измерения интегрального параметра режима смазки подшипника 1 для каждого из n участков дорожки качения контролируемого внутреннего кольца, охватывающих всю его рабочую поверхность. При выполнении каждого измерения интегральный параметр режима смазки определяют в период времени прохождения одним и тем же присущим только данному измерению участком дорожки качения вращающегося кольца сектора ±2π/Z от направления действия радиальной нагрузки. По отклонениям параметра для каждого участка от наименьшего значения определяют качество поверхности этого участка.
Рассмотрим осуществление одного из измерений.
При разрушении смазочной пленки в подшипнике его электрическое сопротивление резко уменьшается, следствием чего является импульс тока в цепи, составленной последовательно соединенными источником 5 электрического напряжения, формирователем 6 импульсов и токосъемником 7 (фиг. 1). Длительность этого импульса равняется времени разрушения пленки. Формирователь 6 импульсов выдает импульс напряжения прямоугольной формы той же длительности с амплитудой, соответствующей логической единице. Каждый отдельный импульс с выхода формирователя 6 поступает на временной селектор 8, где заполняется импульсами генератора 9 опорной частоты, прошедшими через второй вход селектора 8. Счетчик 11 определяет общее число Nи импульсов, поступивших с генератора 9 за время измерения T, при этом его показания однозначно характеризуют параметр - нормированное интегральное время разрушения смазочной пленки (K): K = NиTг/T, где Tг - период импульсов генератора 9 опорной частоты.
Автоматическое измерения интегрального параметра режима смазки подшипника в периоды времени прохождения одним и тем же присущим только данному измерению участком дорожки качения вращающегося кольца углового сектора ±2π/Z от направления действия радиальной нагрузки, согласно предлагаемому способу, реализуется следующим образом. При вращении вала 3 на выходе датчика 14 формируются импульсы напряжения, соответствующие нахождению меток диска 113 на угловом расстоянии 2π/Z от направления действия радиальной нагрузки (фиг. 3, а, где меткам присвоены условные порядковые номера N по числу контролируемых участков), что обеспечивается соответствующим положением датчика 14 (фиг. 2). Эти импульсы поступают на входы делителей 16 и 17 частоты канала 12 дискретного счета. Делители имеют коэффициенты деления, равные числу контролируемых участков, поэтому на их выходах формируются импульсы, соответствующие расположению на угловом расстоянии 2π/Z от линии действия нагрузки одной и той же в каждом случае своей метки на диске, что соответствует одному и тому же участку дорожки качения контролируемого кольца. Наличие относительного сдвига фаз делителей 16 и 17 на 22π/Z/Z импульсов позволяет зафиксировать участок дорожки качения кольца шириной 4π/Z (между метками 1 и 7 на фиг. 3, б, в). Триггер 18, на вход которого поступают сигналы с делителей 16 и 17 частоты, работает в счетном режиме, поэтому на его выходе формируются импульсы напряжения, соответствующие нахождению зафиксированного участка дорожки качения кольца в угловом секторе ±2π/Z от линии действия радиальной нагрузки (фиг. 3, г). Импульсы с выхода триггера 18 открывают ключ 10, в результате чего на вход счетчика 11 через временной селектор 8 поступают импульсы с генератора 9 опорной частоты.
Таким образом, интегральный параметр режима смазки подшипника согласно предлагаемому способу определяют в периоды времени прохождения одним и тем же участком дорожки качения контролируемого кольца углового сектора ±2π/Z от напряжения действия радиальной нагрузки.
Для оценки качества дорожки качения контролируемого кольца проводят n измерений интегрального параметра режима смазки подшипника для n участков. При этом измерения могут проводиться последовательно и параллельно. При последовательном измерении параметра для следующего (второго) участка дорожки качения вращающегося кольца, начало которого смещено на величину углового шага дискретизации 2π/n относительно начала первого участка, одновибратором 15 подают на входы делителей 16 и 17 один дополнительный импульс. В этом случае фазы делителей синхронно изменяются на один период (фиг. 3,д, е), и интегральный параметр измеряют в периоды времени прохождения следующим участком заданного углового сектора (фиг. 3,ж). И так n раз. Для параллельного измерения параметра достаточно включить параллельно рассмотренному каналу 12 дискретного счета еще (n-1) аналогичных каналов, при этом начальные фазы делителей 16 и 17 частоты в i-м канале должны быть смещены на (i-1) импульс по отношению к фазам делителей первого канала.
Разрушения смазочной пленки дефектами рабочих поверхностей деталей подшипника происходят в нагруженных зонах контактов, и с ростом нагрузки возрастает вероятность разрушения пленки. Условия радиальной нагрузки обеспечивают зону нагружения в виде углового сектора, ширина которого равна ±2π/Z относительно линии действия радиальной нагрузки. За время каждого измерения под нагрузкой будет находиться один и тот же участок дорожки качения неподвижного кольца, все тела качения и участок дорожки качения контролируемого кольца, размер которого ограничен угловым сектором ±4π/Z относительно направления на соответствующую метку на закрепленном на валу 3 диске 13. При названных условиях результат каждого измерения интегрального параметра содержит постоянную для всех измерений составляющую, характеризующую качество участка дорожки неподвижного кольца и качество всех тел качения, каждое из которых попадает в зону нагружения много раз за время измерения, а также переменную составляющую, которая характеризует качество поверхности участка дорожки качения вращающегося кольца, находящегося за время данного измерения в зоне нагружения. Очевидно, что наименьшее значение интегрального параметра определяется постоянной составляющей. Отклонение же каждого значения параметра от наименьшего определяется переменной составляющей, следовательно, характеризует качество поверхности соответствующего участка дорожки качения контролируемого кольца. При этом ввиду неравномерности распределения нагрузки в зоне нагружения максимальное влияние на значение параметра оказывает центральная часть участка, что позволяет определить местоположение дефекта на дорожке качения контролируемого кольца по расположению метки, соответствующей центру участка с наибольшим значением параметра. Таким образом, местоположение дефекта может быть установлено с точностью до принятого при диагностировании углового шага дискретизации 2π/n. .
Пример. Проводили диагностирование колец шарикоподшипника 7000108 (ГОСТ 8338-75), нагруженного радиальной силой 100 H, смазанного материалом состава: 50% масла МС-20 и 50% трансформаторного масла. При требуемой точности установления местоположения дефекта ϕ = 10°= π/18 выбрали число n участков дорожки качения контролируемого кольца кратным Z из условия n≥2π/ϕ. . Поскольку 2π/ϕ=36, , учитывая требование кратности Z (Z=16), выбрали n=48, при этом шаг дискретизации был равен 2π/48 = 7,5°. . Вращали внутренне кольцо с частотой 1000 мин-1, наружное кольцо фиксировали неподвижно. Проводили 48 измерений нормированного интегрального времени разрушения смазочной пленки. При выполнении каждого измерения интегральный параметр определяли в периоды времени прохождения одним и тем же присущим только данному измерению участком дорожки качения внутреннего кольца углового сектора ±2π/16 = ± 22,5o от направления действия нагрузки. По отклонениям параметра для каждого участка от наименьшего значения определяли качество поверхности этого участка. На фиг. 4 представлена полученная диаграмма изменения значений отклонений диагностического параметра от минимального значения (Kmin = 1,3•10-5) в зависимости от порядкового номера (N) контролируемого участка.
Существенные возрастания значений диагностического параметра с максимумами, соответствующими участкам с N= 14 и N=32 (K14 = 54•10-5, K32 = 86•10-5), свидетельствуют о наличии дефектов на дорожке качения внутреннего кольца в центрах указанных участков (в местах, соответствующих меткам N14 и N32 на закрепленном на валу диске).
После диагностирования подшипник разобрали и с помощью микроскопа на дорожке качения внутреннего кольца в местах, соответствующих указанным меткам на диске, обнаружили раковины усталостного происхождения с размерами 0,6 мм (N=14) и 1,1 мм (N=32), что подтвердило достоверность предложенного способа.
Предложенный способ выгодно отличается от прототипа, являющегося лучшим образцом и принятого за базовый объект. Возможность поиска дефектов дорожек качения колец подшипника при одном неподвижном кольце существенно расширяет функциональные возможности способа, поскольку позволяет осуществлять диагностирование подшипника непосредственно в сборочном узле при эксплуатации и ремонте машин и механизмов. Это наряду с упрощением способа, выраженном в отсутствии необходимости вращать второе кольцо, точно выставлять и поддерживать частоты вращения колец, позволяет значительно повысить производительность контроля за счет исключения операции демонтажа подшипника из сборочного узла.
Источники информации:
1. Руководство по эксплуатации и ремонту авиационных подшипников качения. М.: Воздушный транспорт, 1981, с. 70.
2. Авт. св. 1164569 СССР, кл. G 01 M 13/04, 1984 (прототип).
3. Неразрушающий контроль металлов и изделий. Справочник под ред. Г.С. Самойловича. - М., Машиностроение, 1976, с. 203 - 213, 266 - 267.
4. Цифровые и аналоговые интегральные микросхемы: Справочник/ С.В.Якубовский, Л.И.Нессельсон, В.И.Кулешова и др./ Под ред. С.В.Якубовского. - М.: Радио и связь, 1990, с. 47.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИРОВАНИЯ НЕПОДВИЖНОГО КОЛЬЦА ПОДШИПНИКА КАЧЕНИЯ В ДВУХОПОРНОМ УЗЛЕ | 1997 |
|
RU2124190C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2153156C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1996 |
|
RU2098789C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1999 |
|
RU2164343C2 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2124191C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОДШИПНИКОВ КАЧЕНИЯ | 1996 |
|
RU2093810C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2154264C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2168712C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОЛЕЦ ПОДШИПНИКА КАЧЕНИЯ | 2005 |
|
RU2282171C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1996 |
|
RU2113699C1 |
Использование: для диагностирования поверхностей качения колец подшипников в узлах в процессе эксплуатации и ремонта машин и механизмов. Способ диагностирования колец подшипника заключается в том, что вращают с рабочей частотой одно из колец смазочного и нагруженного постоянной радиальной нагрузкой подшипника при неподвижном втором кольце и проводят измерения интегрального параметра режима смазки подшипника для каждого из контролируемых участков дорожки качения вращающегося кольца. При выполнении каждого измерения интегральный параметр определяют в периоды времени прохождения одним и тем же присущим только данному измерению участков дорожки качения вращающегося кольца углового сектора  от направления действия радиальной нагрузки, где Z - число тел качения подшипника. При этом по отклонениям параметра для каждого участка дорожки качения от наименьшего значения судят о качестве поверхности этого участка, а число n участков дорожки качения контролируемого кольца выбирают кратным Z из условия
от направления действия радиальной нагрузки, где Z - число тел качения подшипника. При этом по отклонениям параметра для каждого участка дорожки качения от наименьшего значения судят о качестве поверхности этого участка, а число n участков дорожки качения контролируемого кольца выбирают кратным Z из условия  где ϕ - допустимый угловой шаг дискретизации, определяемый требуемой точностью установления местоположения дефекта, что упрощает и расширяет функциональные возможности диагностирования подшипников в сборочном узле. 1 з.п.ф-лы, 4 ил.
где ϕ - допустимый угловой шаг дискретизации, определяемый требуемой точностью установления местоположения дефекта, что упрощает и расширяет функциональные возможности диагностирования подшипников в сборочном узле. 1 з.п.ф-лы, 4 ил.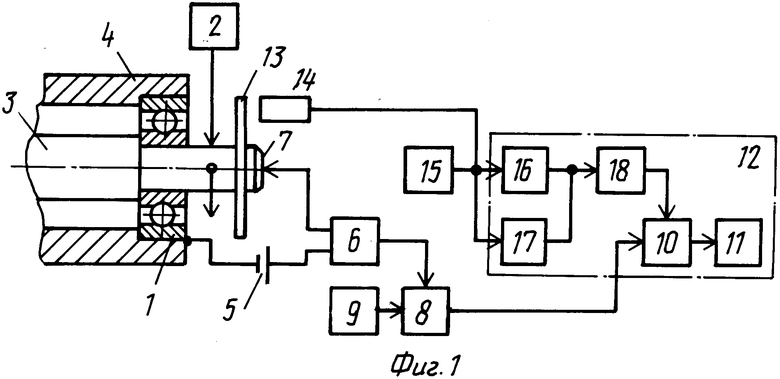
n≥2π/ϕ,
где ϕ - допустимый угловой шаг дискретизации, определяемый требуемой точностью установления местоположения дефекта.
| Руководство по эксплуатации и ремонту авиационных подшипников качения | |||
| - М.: Воздушный транспорт, 1981, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| SU, авторское свидетельство, 1164569, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
